回填式FSSW工艺参数对接头强度的影响
2016-12-12段珍珍贾坤宁
段珍珍,王 毅,贾坤宁
(长春工程学院,吉林长春130012)
回填式FSSW工艺参数对接头强度的影响
段珍珍,王 毅,贾坤宁
(长春工程学院,吉林长春130012)
以接头形式2.5 mm+4.0 mm的5083铝合金为对象,研究采用回填式搅拌摩擦点焊(RFSSW)时下扎深度、旋转速度、焊接时间三个主要工艺参数对接头剪切拉力、交叉拉力及其断裂方式的影响规律。结果表明,当下扎深度2.8 mm、旋转速度2 000 r/min、焊接时间7.5 s时,剪切拉力达到最大值14.62 kN,交叉拉力达到最大值5.49 kN。
RFSSW;铝合金;工艺参数;接头强度
0前言
搅拌摩擦点焊(FSSW)是1993年由日本马自达等公司发明的点焊工艺[1-2],发展至今衍生出了四种点焊方式:①常规式搅拌摩擦点焊(Pure FSSW);②摆动式搅拌摩擦点焊(Swing FSSW);③回填式搅拌摩擦点焊(Refill FSSW);④塑流式搅拌摩擦点焊(Flowing FSSW)[3]。RFSSW技术焊接轻金属合金具有无匙孔、高质量、节省能源、工艺过程简单、工作环境清洁等优点[4],可以替代传统的电阻点焊、冲压铆接等,势必在铝合金、镁合金等轻量化材料焊接中发挥重要作用。在此研究了铝合金工艺参数对RFSSW接头剪切拉力、十字交叉拉力及其断裂方式的影响,为铝合金RFSSW工艺研究提供理论基础。
1试验材料和方法
试验用母材为5083铝合金,热处理状态为T6,接头形式2.5 mm+4 mm。设备采用北京赛福斯特公司生产的FSW-TS-S16型搅拌摩擦点焊专机,搅拌针直径6 mm,搅拌套直径9 mm。
影响FSSW接头强度的主要焊接工艺参数为下扎深度、旋转速度和焊接时间,为此,分别改变下扎深度2.6~2.9 mm、旋转速度2 000~2 500 r/min、焊接时间6.5~8.0 s,焊接过程中的压紧力保持在4 kN不变。
剪切拉力和交叉拉力试验分别按照ISO 14273[5]和ISO 14272[6]执行,试样尺寸如图1所示。试样拉断后使用S-3400N型扫描电子显微镜进行断口分析。
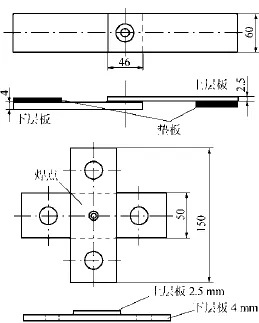
图1 剪切拉力和交叉拉力试样尺寸
2试验结果分析
2.1下扎深度的影响
旋转速度2 000 r/min、焊接时间为6.5 s时,搅拌头的下扎深度对剪切拉力和交叉拉力的影响规律如图2所示。由图2可知,剪切拉力和交叉拉力的变化规律相似,随着下扎深度的增加,均是先增大后减小。当下扎深度为2.8 mm时,剪切拉力达到最大值14.12 kN,交叉拉力达到最大值4.57 kN。当下扎深度较小时,上下两层板连接面的塑形连接区域较小,直接影响受力面积的大小,此时接头的抗剪切能力和抗拉能力均较小;随着下扎深度的增加,搅拌区域变大,上下两层板的混合程度增大,剪切力和交叉拉力随之增大;当下扎深度超过一定值后,两层板连接面宽度不再增大,反而在较大的搅拌区面积内易产生组织缺陷,降低剪切力。

图2 下扎深度对试验力的影响规律
剪切拉力试验后断口的宏观和微观形貌如图3、图4所示。可以看出,在不同的下扎深度,试样均在上下两层板的结合面处断裂。在切应力作用下,上下两层板沿滑移面分离而造成滑移面分离断裂,虽然断后没有较大的塑形变型,但断裂面具有细小的凹凸,呈纤维状,属于典型的延性断裂。
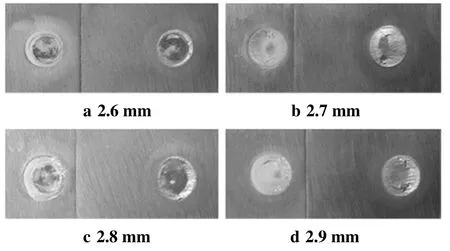
图3 剪切试样断口宏观形貌
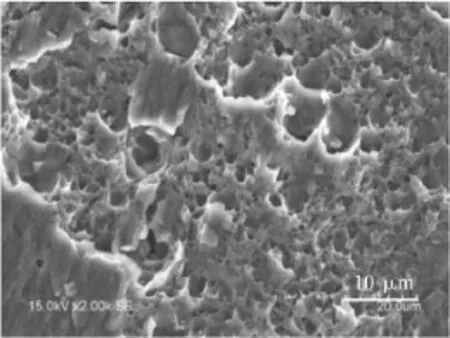
图4 剪切试样断口微观形貌(下扎深度2.6 mm)
交叉拉力试验后断口的宏观和微观形貌如图5、图6所示。在不同下扎深度下,试样同样从上下两层板的结合面处断裂,但与剪切断裂不同的是焊点的边缘塑形变型较大,中心处较平整。这是因为在正拉力作用下,较薄的上层板首先达到母材的屈服强度,逐步开始产生塑性变形,当达到接头能够承受的最大拉力后,接头从焊点边缘的某处开始产生裂纹,裂纹扩展到一定程度后,接头内部突然断裂。因此,焊点的边缘处有较多细小的韧窝,内部较平坦。
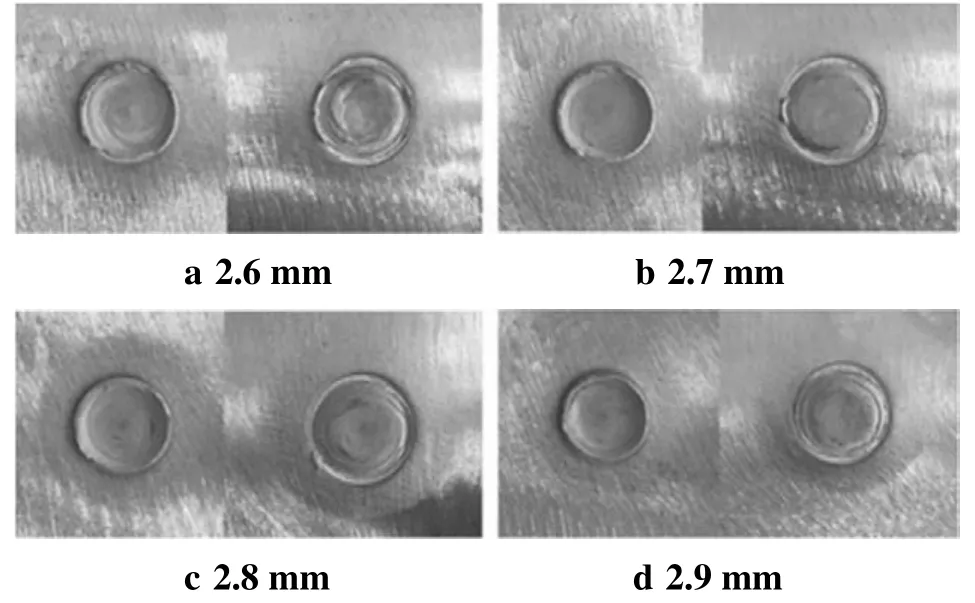
图5 交叉拉力试样断口宏观形貌

图6 交叉拉力试样断口微观形貌(下扎深度2.8 mm)
2.2旋转速度的影响
下扎深度2.8 mm、焊接时间6.5 s时,旋转速度对剪切拉力和交叉拉力的影响规律如图7所示。转速为2 000~2 500 r/min时,剪切拉力和交叉拉力的变化较小,随着旋转速度的增加,剪切拉力略微降低,交叉拉力略有提高。表明旋转速度在此范围内,均能使材料有较好的流动性,搅拌区组织致密,不会产生明显的缺陷。
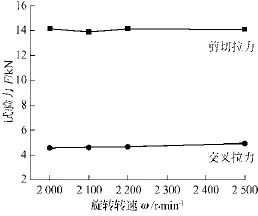
图7 旋转速度对试验力的影响规律
剪切拉力试验后断口的宏观和微观形貌如图8和图9所示。在不同旋转速度下,试样均在上下两层板的结合面处断裂。同样是切应力使上下两层板沿滑移面分离,断面呈纤维状并有细小凹凸,与不同下扎深度的影响规律类似。

图8 剪切试样断口宏观形貌

图9 剪切试样断口微观形貌(转速2 200 r/min)
交叉拉力试验后断口的宏观和微观形貌如图10和图11所示。当旋转速度为2000~2200r/mim时,试样在上下两层板的结合面处断裂,焊点边缘的塑形变型较大,中心处较平整;当旋转速度达到2500r/min时,焊点从上层板母材断裂,表明此时焊点能承受的应力大于母材的抗拉强度。从微观断口可以看出,焊点根部起裂源区的塑性韧窝特征较明显,随着正拉力的增大,接头发生塑性滑移,断裂面上的塑性撕裂特征较为明显,在拉力方向上存在大量的抛物线形韧窝和撕裂棱。

图10 交叉拉力试样断口宏观形貌
2.3焊接时间的影响
下扎深度2.8 mm、旋转速度2 000 r/min时,焊
接时间对剪切拉力和交叉拉力的影响规律如图12所示。随着焊接时间的增加,均是先增大后减小。当焊接时间为7.5s时,剪切拉力达到最大值14.62 kN,交叉拉力达到最大值5.49 kN。随着焊接时间的延长,焊接热量输入进一步增加,焊点接头材料流动性更充分,使抗剪切拉伸性能和抗正拉性能增强;但进一步增加焊接时间时,搅拌针粘连较严重,减少了回填金属量,使性能有所下降。

图11 交叉拉力试样断口微观形貌(旋转速度2 500 r/min)

图12 焊接时间对试验力的影响规律
在不同焊接时间下,剪切断口的宏观形貌和微观形貌特点与下扎深度、旋转速度的影响规律类似,试样在上下两层板的结合面处断裂,均属延性断裂。
头部拉力试验后断口的宏观形貌如图13所示。当焊接时间7~8 s时,焊点均从上层板母材断裂。可以看出,焊接时间对接头强度的影响较大,当焊接时间充分时,材料可充分回填,并在搅拌作用下有效流动而不产生缺陷,进而获得较好的性能。

图13 头部拉力试样断口宏观形貌
3结论
(1)当旋转速度为2 000 r/min,焊接时间为6.5 s时,接头剪切拉力和交叉拉力随着搅拌头下扎深度的增加均是先增大后减小。
(2)当焊接时间为6.5 s、下扎深度为2.8 mm、转速为2 000~2 500 r/min时,剪切拉力和交叉拉力的变化较小。
(3)当下扎深度2.8 mm、旋转速度2 000 r/min时,剪切拉力和交叉拉力随着焊接时间的增加均是先增大后减小。当焊接时间为7.5 s时,剪切拉力达到最大值14.62 kN,交叉拉力达到最大值5.49 kN。
(4)接头剪切试验均从上下两层板的结合面处断裂,属于延性断裂;而交叉拉力试验随着热输入的增大,焊点从上层板母材断裂。
[1]Iwashita T.Method and apparatus for Joining[P].U.S.Patent,6601.751,2003.
[2]Thomas W M,Kallee S W,Staines D G,et al.Friction stir welding process variants and developments in the automotive industry[C].SAE World congress,USA,2006.
[3]邓黎鹏,柯黎明,董春林.搅拌摩擦点焊技术的研究现状[J].热加工工艺,2014,43(17):10-14.
[4]王联凤,朱小刚,乔凤斌.Al-Mg合金填充式搅拌摩擦点焊性能研究[J].焊接学报,2014,35(2):99-105.
[5]ISO 14273-2000,电阻点焊、缝焊和凸焊抗剪试验用样品尺寸和程序[S].
[6]ISO 14272-2000,试样尺寸和(电阻)点焊,缝焊和浮凸的凸焊的交叉拉力试验程序[S].
Influence of process parameters on the joint strength by refill FSSW
DUAN Zhenzhen,WANG Yi,JIA Kunning
(Changchun Institute of Technology,Changchun 130012,China)
In this paper,the study object is aluminum alloy 5083 with the joint form of 2.5 mm+4.0 mm.Researched the influence of main process parameters such as pressing depth,rotational speed and welding time,on the shear tensile,cross tension and fracture mode by refill FSSW.The results show that the maximum shear tensile is 14.62 kN and the maximum cross tension is 5.49 kN when the pressing depth is 2.8 mm,the rotational speed is 2 000 r/min and the welding time is 7.5 s.
RFSSW;aluminum alloy;process parameters;joint strength
TG453.9
B
1001-2303(2016)11-0034-04
10.7512/j.issn.1001-2303.2016.11.06
献
段珍珍,王毅,贾坤宁,等.回填式FSSW工艺参数对接头强度的影响[J].电焊机,2016,46(11):34-37.
2016-04-04;
2016-06-06
段珍珍(1982—),女,河北石家庄人,博士,讲师,主要从事焊接工艺及先进材料连接的研究工作。