太阳能焊接技术的发展现状及展望
2016-12-12史维琴陈保国周德禄
张 鑫,史维琴,陈保国,周德禄
(1.常州工程职业技术学院机电与汽车工程学院,江苏常州213164;2.山东荣城曙光齿轮有限公司,山东威海264300)
太阳能焊接技术的发展现状及展望
张 鑫1,史维琴1,陈保国1,周德禄2
(1.常州工程职业技术学院机电与汽车工程学院,江苏常州213164;2.山东荣城曙光齿轮有限公司,山东威海264300)
太阳能焊接技术作为21世纪的一种绿色加工技术,理论上可达到对电力的零依赖,对减少化石燃料的消耗具有重要意义,发展潜力巨大。但受材料及技术方面的限制,实际应用并没有得到广泛的推广。阐述太阳能焊接技术的原理及优势,通过工艺研究和实际应用两方面分析讨论太阳能焊接技术的应用及发展现状,并展望了该技术的发展方向。
太阳能焊接;能源;实际应用;趋势
0前言
随着全球人口的持续增长以及全世界发展水平的逐步提高,以化石燃料为首的能源消耗越来越快,对环境造成的压力与日俱增。化石燃料的储备有限而且其形成是一个漫长的过程,是不可再生资源。因此,可再生能源和清洁能源越来越被重视。其中太阳能因其成本低、利用率高、清洁无污染以及可再生等特点受到青睐[1],在各行业中得到了广泛的探索及应用。
焊接在工业中占有重要的地位。目前世界生产的钢材40%~60%是通过焊接加工而成产品。焊接要消耗大量能源,例如安装一台12.5万kW汽轮发电机组的400 t/h锅炉,要耗电13.25万kW·h;生产一条万吨游轮耗电达65万kW·h。
在日本造船厂,电焊机耗电量约占总用电量的60%;在我国造船工业中电焊机耗电量也占总用电量的50%以上[2]。
利用太阳能作为热源对材料进行焊接一方面能极大地减少电力消耗,另外能显著降低部分施工地区的作业成本,如电力输送不便的深山及海洋。随着太阳能利用技术的发展,太阳能焊接作为一种清洁加工技术正受到越来越多科研工作者的关注。本研究阐述了太阳能焊接的发展状况,并简单介绍国内外太阳能焊接的发展趋势。
1太阳能焊接原理
在阳光的照射下,定日镜接收的太阳辐射中大约90%被反射至聚光器,聚光器将约94%来自定日镜的太阳辐射进行反射聚光,最终形成一直径可调的焦点。通过调节光闸,控制太阳辐射的入射流量,从而控制工件上的能量密度。甚至可以通过计算机控制系统与光闸进行对接,起到脉冲调节的作用。工作原理如图1所示[3]。此类太阳能焊接方法通常保持其他装置固定不动,通过移动工作台来完成焊接工作。但太阳能聚热系统过于庞大,如聚光器宽度约十几米,且高度达到几十米,使得太阳能聚热焊的推广应用十分困难。另一种形式为将太阳能转换为电能,通过连接特定的焊机以获得合适的输出电压和电流,从而完成材料的焊接。
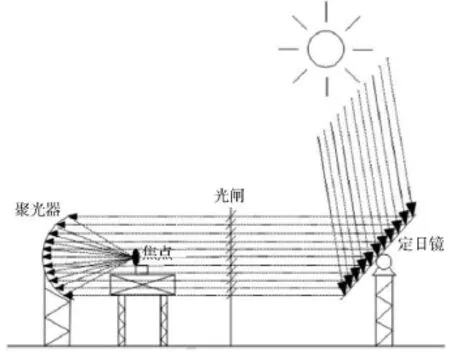
图1 太阳能聚热焊接原理
2太阳能焊接的国内外研究现状
2.1国外研究现状
致力于改善人类潜力的欧洲计划,对太阳能在焊接、加工中的应用做了较深入的研究。PantelisD.I等[3]利用其建设在阿尔梅里亚的太阳能焊接平台聚光太阳能,成功对304L不锈钢进行表面合金化。发现若采用7.2℃/s加热速度将工件加热到1300℃,合金化区存在未熔化的钼粉颗粒,导致表面层硬度不稳定,在700~500HV之间变化。当加热速度为3.6℃/s,且对工件进行急冷或将工件在1 300℃下保温6 min时均能获得分布均匀、与基体结合致密的表面合金层,如图2所示。这说明通过控制加热速度、最高温度、峰值温度维持时间等工艺参数能获得满足预期要求的试验效果。早在PantelisD.I之前就有众多学者研究了利用太阳能作为热源进行的表面处理[4-8],当聚集后的太阳能束能量密度提高到一定数值后,即可用于焊接领域。

图2 太阳能处理304L不锈钢表面Mo合金化
Karalis D G等[9]使用位于法国东南部的CNRS太阳能装置研究7075铝合金的焊接。发现沿着试板长度方向均能获得焊透性良好的焊缝。但从显微结构上看,焊后接头显微结构与焊前相比发生了变化,晶粒尺寸变得杂乱无章,且接头显微硬度与母材相比下降了约20%。由于太阳能束能量密度可以通过光闸进行控制,故太阳能焊接对材料熔点的适应性好。Cambronero L E G等[10]采用多孔铝-硅合金作为填充材料,将其置于两板中间,利用太阳能对商业泡沫铝板进行了连接,并分析焊缝组织。研究表明,第一道次焊缝并未使填充材料完全泡沫化,进行第二道次焊接后,填充材料完全泡沫化,且母材与填充材料形成冶金结合;拉伸试验显示断裂发生在母材,说明力学性能较好。Romero A等[11]利用太阳光能透过玻璃的特性,采用充保护气的玻璃罩作为保护装置,探索TC4钛合金的太阳能焊接。发现在焊接速度0.15mm/s、太阳能能量密度1000W/cm2时能获得全熔透无缺陷的齐平角接接头;且接头显微硬度无较大起伏变化(约为310HV),与采用其他焊接方法获得的试样显微硬度相比可知,采用太阳能焊接减少了TC4焊接过程中产生的马氏体数量。利用玻璃罩充保护气的方式能极大地降低H2、N2、O2等对钛合金接头的影响,且焊接过程更加环保。Romero A采用同样的试验方法分别成功地对H13工具钢和316L不锈钢进行了太阳能焊接。
发达国家对太阳能焊接的研究起步较早,现已从理论分析、系统装备发展为对实例的试验。但是,受光伏技术的限制,使得太阳能板对太阳辐射的利用率不高,限制了太阳能焊接在工业中的应用。
2.2国内研究现状
改革开放以来,我国综合国力显著提高,GDP已不再是追求的唯一目标,低碳环保意识越来越深入人心,新能源的应用愈发广泛。2025战略的提出使得诸如新能源等技术得到大力的发展。光伏产业作为新能源的典型代表,其应用领域必将得到拓展。
20世纪70年代,我国成功研制出TH773太阳能焊机,它由太阳能——凹面玻璃聚光镜、跟踪调节系统和焊接头、机架组成,具有操作方便、所焊接的刀具性能良好的特点;设备庞大,移动不便,使其应用推广困难。天津焊接研究所的白津生[12]设计的太阳能储能多用焊机具有体积小、携带方便的特点,且能在无阳光条件下连续工作4 h,但只适用于小型工件的焊接。为了解决太阳能焊机的适应性,西南交通大学的王元良对太阳能工程车进行了长期的研究,并取得了诸多成果。图3为其所设计的太阳能工程车运行态和工作态示意,利用太阳能电池组发电,对储电池进行充电。储能系统输出的低压直流电在交换器和逆变器的作用下,可以用于直流和交流驱动进行工作。为了克服天气变化对工作的影响,在太阳能工程车中引入了离网太阳能发电系统,如图4所示,此系统能够储存光照充足时的富余电量,以供阴雨天光照不足时使用。

图3 自行式太阳能工程车运行态和工作态

图4 离网太阳能发电系统
3结论与展望
太阳能焊接作为一种绿色加工方式,对减轻能源消耗具有重要意义。在国内外众多科研工作者的努力下,太阳能焊接技术被越来越多的人所接受。但现阶段因各种技术的限制,使得所研制的太阳能焊机适应性差,尚未得到大规模的工业应用。但可预见的是,随着新材料的不断发展,新技术的不断出现以及各学科的交叉发展,太阳能焊机将朝着小型化、多功能化方向发展,其应用也将越来越广泛。
[1]张群力,矫振伟,金英爱.浅析能源与利用[J].科技创新与应用,2013(32):122-122.
[2]朱连生,俞尚知,赵颖.焊接与能源[J].造船技术,1986,(4):8.
[3]Pantelis D I,Griniari A,Sarafoglou C.Surface alloying of pre-deposited molybdenum-based powder on 304L stainless steel using concentrated solar energy[J].Solar energy materials and solar cells,2005,89(1):1-11.
[4]Yu Z K,Lu J T.Microstructure and properties of nodular cast iron surface alloyed with tungsten carbide by concentrated solar energy[J].Surface engineering,1987,3(1):41-46.
[5]Franck M,Blanpain B,Oberlander B C,et al.Surface modification of TiN hard coatings with concentrated solar energy [J].Solar energy materials and solar cells,1993,31(3):401-414.
[6]Yang Y,Torrance A A,Rodriguez J.The solar hardening of steels:Experiments and predictions[J].Solar energy materials and solar cells,1996,40(2):103-121.
[7]Fernandez B J,Lopez V,Vazquez A J,et al.Cladding of Ni superalloy powders on AISI 4140 steel with concentrated solar energy[J].Solar energy materials and solar cells,1998,53(1):153-161.
[8]Pantelis D,Griniari A,Choundri A.Surface alloying of ceramic powders on ferrous substrates using concentrated solar energy[C].Fourteenth International Conference on Surface Modification Technologies,2000:353-359.
[9]Karalis D G,Pantelis D I,Papazoglou V J.On the investigation of 7075 aluminum alloy welding using concentrated solar energy[J].Solar energy materials and solar cells,2005,86(2):145-163.
[10]Cambronero L E G,Canadas I,Ruiz-Román J M,et al. Weld structure of joined aluminium foams with concentrated solar energy[J].Journal of Materials Processing Technology,2014,214(11):2637-2643.
[11]Romero A,García I,Arenas M A,et al.Ti6Al4V titanium alloy welded using concentrated solar energy[J].Journal of Materials Processing Technology,2015(223):284-291.
[12]白津生.太阳能储能多用焊机的研制[J].电焊机,2003,33(1):18-20.
Research progress and prospect of solar welding technology
ZHANG Xin1,SHI Weiqin1,CHEN Baoguo1,ZHOU Delu2
(1.Institute of Mechanical and Auto Engineering,Changzhou Vocational Institute of Engineering,Changzhou 213164,China;2.Shandong Rongcheng Shuguang Gear Co.,Ltd.,Weihai 264300,China)
As a green manufacturing technology in 21st century,solar welding has great development potentials since it can achieve zero dependence on electric power theoretically that lead to reduce the consumption of fossil fuel.But unfortunately,the actual application has not been widely promoted because of limit in material and technology.In this paper,principle and advantages of solar welding are described,moreover,the development and application status of solar welding through the research of process and practical are discussed,in addition,the development direction of this technology is prospected.
solar welding;energy;practical application;trend
TG456.9
C
1001-2303(2016)11-0031-03
10.7512/j.issn.1001-2303.2016.11.05
献
张鑫,史维琴,陈保国,等.太阳能焊接技术的发展现状及展望[J].电焊机,2016,46(11):31-33.
2015-12-07;
2016-06-30
江苏高校品牌专业建设工程资助项目
张鑫(1990—),男,湖北潜江人,硕士,助理讲师,主要从事异种金属焊接的教学及研究工作。