基于PLC+触摸屏技术的多通道信号检测和存储研究
2016-12-10夏金伟许连阁于晓云郭海林
夏金伟 许连阁 于晓云 郭海林
辽宁机电职业技术学院(丹东 118000)
基于PLC+触摸屏技术的多通道信号检测和存储研究
夏金伟 许连阁 于晓云 郭海林
辽宁机电职业技术学院(丹东 118000)
基于MCGS组态软件和S7-200PLC为控制核心,设计完成一个测试装置,可以对某敏感元件厂的温度开关产品进行温度测试和质量控制。本课题利用MCGS组态软件对现场工况进行组态,完成现场生产线的动态仿真画面;利用PLC控制器进行数据采集、处理并与MCGS平台进行通讯,最终实现对温度开关进行全面监控;利用MCGS组态软件的统计功能,对现场数据的进行存储、并实现数据索引、历史报表和历史回放、打印与导出等功能。
S7-200PLC;MCGS组态软件;数据存储
近年来,随着计算机控制技术和PLC控制技术的不断发展,越来越多的企业将从前的人工操作转换为计算机控制和自动化生产,自动化程度较大地提高[1]。本课题主要针对丹东鸭绿江敏感元件生产厂,该厂主要生产各种类型的温度开关,温度继电器和温度传感器。传统的产品检测方式自动化程度较低,并且在产品质量检测上始终没有实现自动化设计。本课题设计的48路温度开关产品试验控制系统采用触摸屏技术和MCGS组态技术和PLC控制器,实现了温度开关的自动化测试。
1 总体构成
本系统控制部分利用S7-200系列PLC作为控制核心,完成对加热炉内油温的精确控制的同时,通过I/O口扩展模块对多路温度开关的开关量信号进行采集管理;上位机采用昆仑通态TPC7062触摸屏作为人机界面,完成现场监控、历史数据的查询和打印功能;现场控制部分则包括在气动运动控制系统,油温控制系统。该系统整机集成性好,无须其它辅助控制。本系统操作方便、智能化高,实现了产品测试系统自动化运行,并且实现了产品质量的可靠控制。
2 MCGS监控系统
工业自动化控制组态软件MCGS(Monitor and Control Generated System,通用监控系统)是集动画显示、流程控制、数据采集、设备控制与输出、数据与曲线等诸多强大功能于一身,目前是国内主要的上位机组态监控软件。该系统支持国内外众多数据采集与设备输出,通过对现场数据的采集处理,以动画显示、报警处理、流程控制和报表输出等多种方式向用户提供解决实际问题的方案,在自动化的各个领域起着极其重要的作用[2]。
MCGS监控系统包括组态环境和运行环境两个部分,用户所有组态配置过程都在组态环境中进行,它帮助用户设计和构造自己的应用系统。运行环境是一个独立的运行系统,它按照组态结果数据库中用户指定的方式进行各种处理,完成用户组态设计的目标和功能。运行环境必须与组态结果数据库一起作为一个整体,才能构成用户应用系统。
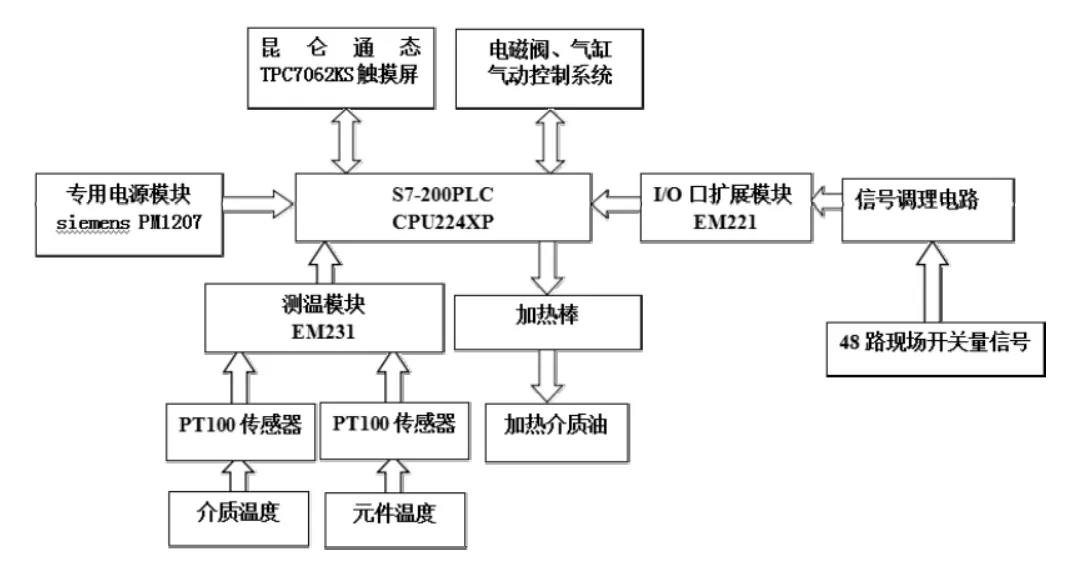
图1 控制系统构成框图
3 西门子S7-200系列
SIMATIC S7-200系列是西门子公司20世纪90年代投入市场的小型可编程序控制器,它主要是由CPU、电源、存储器和专门设计的输入输出接口电路等组成。CPU由控制器、运算器和寄存器组成,通过数据总线、地址总线和控制总线CPU与存储单元、输入输出接口电路相连接[3]。
S7-200采用循环扫描方式,一个扫描周期一般包括五个阶段:输入处理、执行程序、处理通讯请求、执
行CPU自诊断测试和写输出。
4 MCGS组态界面
用户窗口是由用户来定义的、用来构成MCGS图形界面的窗口。用户窗口是组成MCGS图形界面的基本单位,所有的图形界面都是由一个或多个用户窗口组合而成的,它的显示和关闭由各种策略构件和菜单命令来控制[4]。本课题的上位机界面由10个界面组成,分别是主界面、实时显示、历史报表、参数设置和其他窗口等,如图2所示。
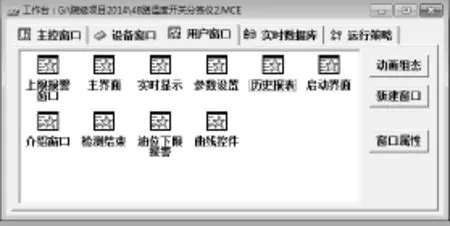
图2 用户窗口图
“主界面”是上位机的主要显示界面,该界面由控制部分,显示部分、执行过程仿真部分和控制按钮部分组成。其中控制部分由手动控制和自动控制两部分重叠显示,界面由屏幕右侧的切换按钮控制;显示部分则利用下来菜单显示出各种产品的型号、产品检测的批次、每次检测的48个温度开关中合格数目和本次的测试温度;屏幕下方为元件落盘测试的仿真显示部分,该界面可链接到现场环境,监控现场设备的运行,如图3所示。
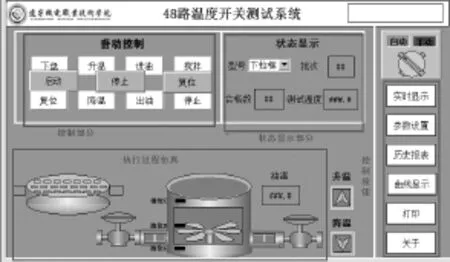
图3 主监控界面
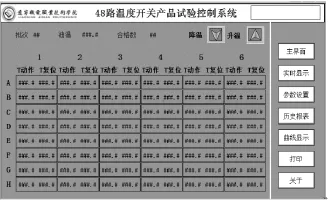
图4 温度开关动作温度和复位温度监控界面
“实时显示”界面实时记录48路温度开关的动作温度和复位温度,用户可在此界面中监视本次测试的48个温度开关的状态、动作温度和复位温度,这些数据都具有历史存储功能,可存储在实时数据库中的动作温度和复位温度的数据组中,为显示历史表格使用,如图4所示。

图5 参数设置监控界面
“参数设置”界面则由温度设置和产品设置两部分组成,“温度设置”用于设置测试油的温度上限和温度下限,产品设置则用于设置产品型号以及合格温度,如图5所示。
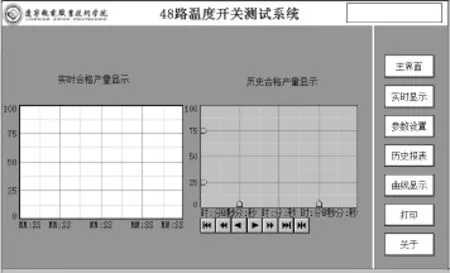
图6 实时和历史合格产量曲线显示界面
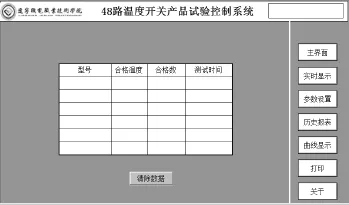
图7 历史数据表格显示界面
MCGS组态软件还提供了实时曲线构件和历史曲线构件[5],利用该构件可以关联相应的油温,产量等变量,实时显示这些数据。历史曲线构件则可以浏览历
史数据,对历史数据的变化可以很好的体现和描述。实时和历史合格产量曲线用于显示每个批次测量的合格产品数和历史合格产品数,通过历史曲线可以观察到,如图6所示。
MCGS组态软件可以利用数据库保存和处理数据,用户通过历史报表可以监控过去的一年时间里,该测试系统测试的每一次批温度开关的状态,包括型号、合格温度、合格数和测试时间等。

图8 温度控制模块转换程序
5 PLC程序设计
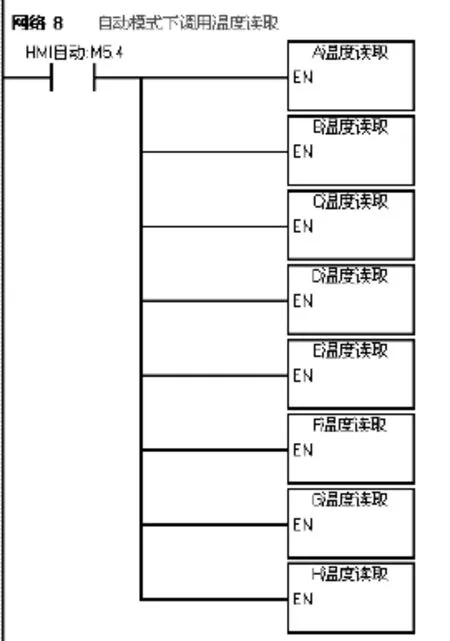
图9 温度读取转换程序
设计采用CPU224XP控制器,主要用于信号控制系统、测试盘下方系统和加热控制系统。其中温度控制系统采用PT100热电阻将温度信号装换成4-20mA的模拟量,并传送到EM231中,EM231处理后变为数字信号送入PLC存储器中,本程序中设计了一个100ms的中断程序来读取当前的温度值,并进行标度变化送入PID模块,与预设温度比较后完成PID运算,运算结果变成PLC标准信号后,经模拟量处理模块EM23转换成模拟信号送入温度控制单元,从而改变加热棒的加热速度,在冷却风扇的作用下,使温度稳定,完成温度控制。下图为温度控制模块的转换程序和温度读取程序,如图8,图9所示。6结语
(1)MCGS组态软件设计的监控画面具有的动态效果,可以模拟工业现场的执行过程,还可以对现场的控制器参数值进行设定和修改,
(2)利用MCGS可监控温度开关的实时状态,利用实时曲线、历史曲线和历史报表可以观察出产品的合格率,提高产品质量。
(3)利用S7-200系列PLC可作为现场控制器,采用PLC和MCGS双重控制的方式,合理分配了现场监控和现场数据采集及控制的任务,发挥各自的优势,大幅度降低了工程时间和人力物力的消耗。
[1]中泰技术研究所.MCGS组态软件手册.[EBOL]http://wenku.baidu.com/view/965db878a26925c52cc5bf ed.html
[2]罗宇航.流行PLC实用程序及设计[M].西安:西安电子科技大学出版社,2006.
[3]SIEMENS(Chinese)LimitedCompanyAutomationand Actuation group.S7-200 English System handbook[DB].
[4]王永华,宋寅卯,陈玉国,郑安平.现代电气控制及PLC应用技术[M]北京:北京航空航天大学出版社,2003,9
[5]袁秀英.组态控制技术[M].北京:电子工业出版社,2003.
(责任编辑:文婷)
TN911.23
A
1003-3319(2016)04-000015-03
10.19469/j.cnki.1003-3319.2016.04.0015
