高速列车用A6N01S-T5铝合金及其焊接接头高寒条件下的性能
2016-12-07陈辉刚
陈辉刚
(济南铁路局青岛机车车辆监造项目部,山东青岛266111)
高速列车用A6N01S-T5铝合金及其焊接接头高寒条件下的性能
陈辉刚
(济南铁路局青岛机车车辆监造项目部,山东青岛266111)
以高速列车车体用A6N01S-T5铝合金为研究对象,研究A6N01S-T5铝合金及其焊接接头在低温条件下(-50℃~0℃)的力学及疲劳性能,为高寒条件下车辆运行及设计提供基础数据。试验结果表明,随着温度的降低,铝合金材料的拉伸和疲劳性能均有所上升,在-50℃~0℃,母材的抗拉强度增长率为0.14 MPa/℃,焊接接头为0.52 MPa/℃,母材的疲劳强度均提高约8.7%;焊接接头在-40℃~0℃仅提高了1%,而在-50℃时提高了7.8%。
A6N01S-T5铝合金;焊接接头;高寒环境;力学性能
0 前言
A6N01S-T5铝合金为6XXX系列高强铝合金,因其具有优异的强度,成型性和可焊性好,而被广泛应用于高速列车车体生产中。中国高速列车从高寒到热带,从沿海到戈壁,拥有最复杂的运营环境,经受着复杂的环境考验。尤其是高寒地区冬季温度可达-40℃,车辆运行自然条件极其恶劣。而当前车体用铝合金材料高寒性能的数据资料却鲜见报道,因此高寒列车的材料选取设计仍以常温下材料的性能参数为依据,使得高速列车在高寒环境下的运行存在极大的安全隐患[1]。为解决以上问题,在此研究国产A6N01S-T5铝合金在低温(-50℃~0℃)下的力学及疲劳性能,分析低温下力学性能与温度的关系及低温强化机理,为高速列车在高寒条件下的运行提供理论支撑,具有重要的应用价值。
1 试验材料和方法
试验用材料为国产A6N01S-T5铝合金型材,化学成分如表1所示,供货状态T5(热加工+自然失效),厚度3.5 mm。材料组织为基体α-Al和Mg2Si强化相组成,焊缝金属为铸态组织,呈等轴晶状[2-3]。
A6N01S-T5铝合金母材及焊缝微观组织如图1所示。采用直径1.2 mm的ER5356焊丝进行焊接,化学成分如表1所示。
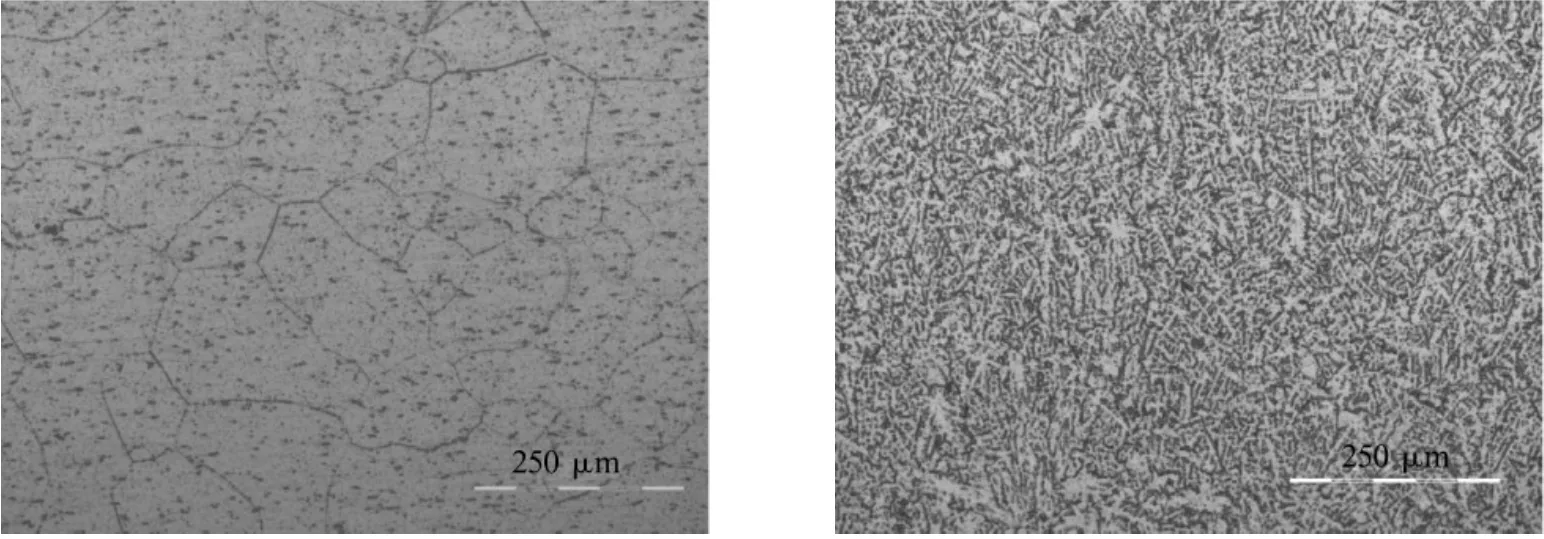
图1 A6N01S-T5铝合金母材及焊缝微观组织

表1 A6N01S-T5铝合金及ER5356焊丝化学成分%
根据GB/T13239-2006金属材料低温拉伸试验方法,在不同温度条件下,对母材和接头的拉伸性能进行测试。试验在WDW3100微机控制电子万能试验机上进行,试样在液氮中降温至一定温度后,保温10 min进行试验。根据JIS Z 2273-1978(金属材料疲劳试验方法通则)标准的要求,使用电-液伺服疲劳试验机在不同温度下(-50℃~0℃)测试试件疲劳性能,载荷种类为轴向拉伸,试验应力比R= 0,试验频率80~120 Hz。疲劳试验在恒温高频振动试验机箱体(型号:JA-1260-D)中进行,疲劳试验分别测试铝合金母材和平滑的焊接接头在不同应力级下的疲劳寿命。采用扫描电子显微镜SEM(JSM-6490LV)观察疲劳试样断口微观形貌。
2 试验结果和分析
2.1 低温拉伸性能
A6N01S-T5铝合金在不同温度条件下拉伸试验结果见表2。A6N01S-T5铝合金在0℃、-10℃、-30℃、-45℃条件下,其平均拉强度分别为279.3MPa、281.0 MPa、283.8 MPa、285.6 MPa,屈服强度分别为243.1 MPa、248.0 MPa、247.2 MPa、249.3 MPa,平均延伸率分别为8.4%、8.9%、9.3%、9%。
图2a为A6N01S-T5铝合金平均拉伸性能随温度的变化规律。由图2a可知,随着温度的降低,其抗拉强度略有上升,可获得拟合良好的线性关系:σb= 279.5-0.14T,即温度每降低1℃,材料抗拉强度增加0.14 MPa;其屈服强度、延伸率在-45℃~0℃变化不明显。试验结果表明,A6N01S-T5铝合金在-45℃~0℃下抗拉强度随温度的降低缓慢提升。
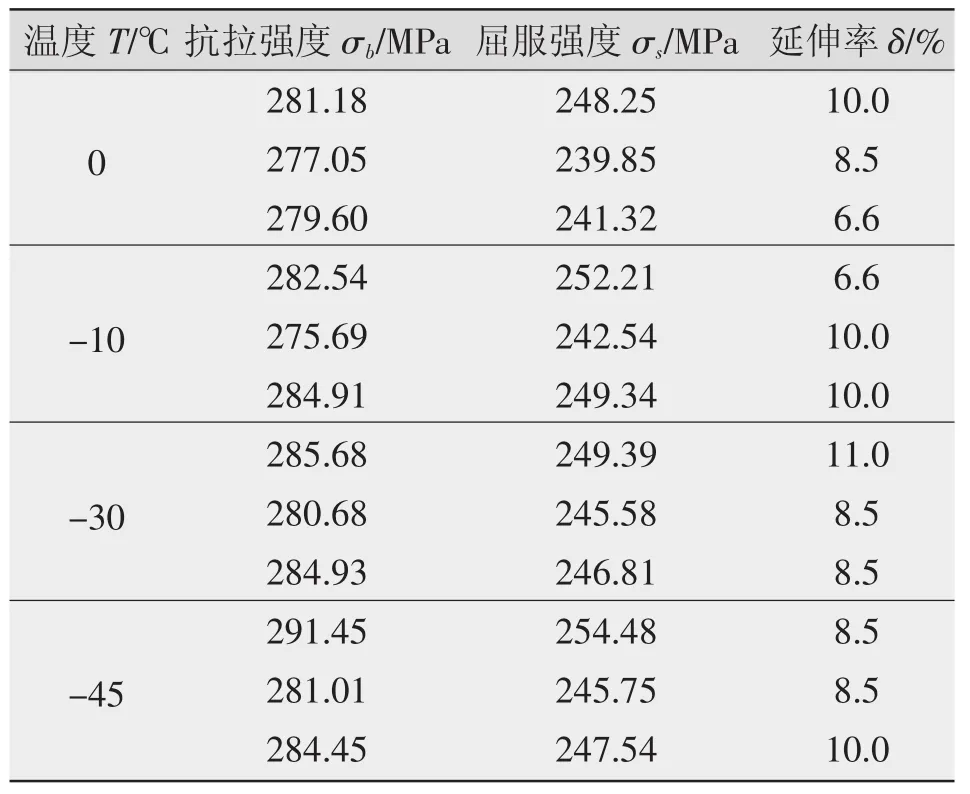
表2 A6N01S-T5铝合金在不同温度条件下拉伸试验结果
表3为A6N01S-T5铝合金焊接接头在不同温度条件下拉伸试验结果。图2b为A6N01S-T5铝合金焊接接头在不同温度下平均抗拉强度及拟合曲线,A6N01S-T5铝合金焊接接头平均抗拉强度在0℃、-10℃、-30℃、-45℃时,依次为188.7 MPa、200.1 MPa、202.5 MPa、214.2 MPa,曲线拟合公式为:σb=189.9-0.52T,即温度每降低1℃材料抗拉强度增加0.52MPa;屈服强度分别为161.68MPa、173.17MPa、169.28MPa、179.88MPa,平均延伸率分别为6.7%、7.9%、7.3%、9.3%,所有试样均断裂在热影响区。该结果表明,A6N01S-T5铝合金焊接接头的抗拉强度随温度降低而增加。
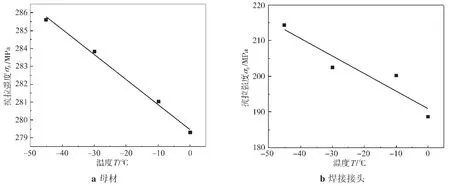
图2 A6N01S-T5铝合金母材及焊接接头平均拉伸性能随温度的变化规律
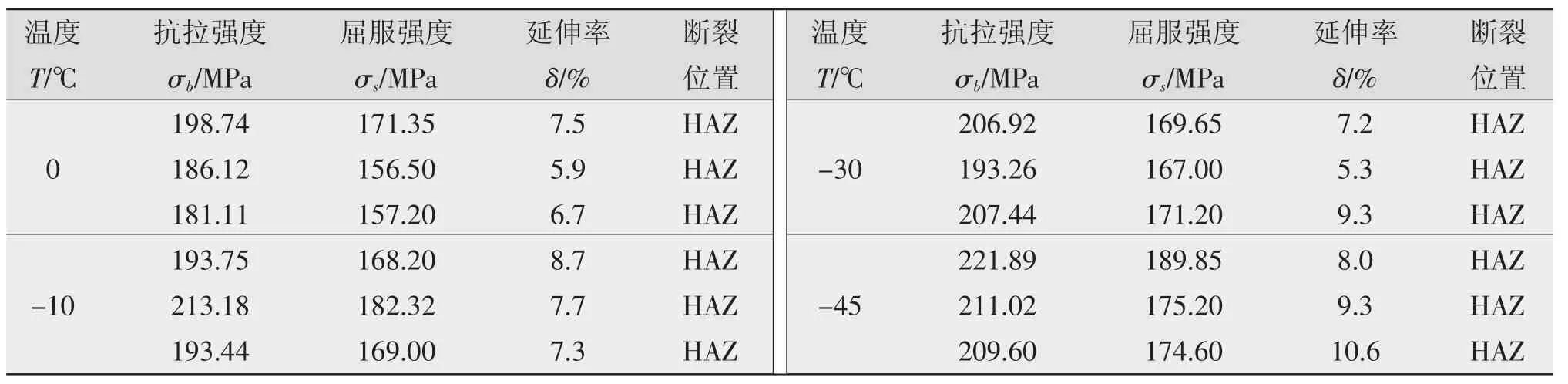
表3 A6N01S-T5铝合金焊接接头在不同温度条件下拉伸试验结果
2.2 低温疲劳性能
不同温度下A6N01S-T5铝合金母材疲劳试验数据拟合曲线如图3所示,A6N01S-T5铝合金在低温0℃、-25℃、-40℃、-50℃条件下,其疲劳极限分别为122.77 MPa、131.69MPa、128.75MPa、131.27 MPa。结果表明,A6N01S-T5铝合金材料在高寒条件下(-50℃~-25℃)的疲劳极限高于0℃,但在该温度区间内,疲劳极限变化不明显。
在-25℃、190 MPa条件下,A6N01S-T5铝合金疲劳断口SEM形貌如图4所示。一般而言,疲劳断口分为疲劳源区、疲劳扩展区和疲劳瞬断区三个区域[4]。但是本次试验所用A6N01S-T5试样的疲劳断口,发现其断裂源区特征不明显,未见明显光滑区域或有放射线汇聚或同心弧形条带。也未见扩展区及扩展特征辉纹或条带。整个断口平整,以沿晶断裂为主,呈冰糖状断口特征,局部区域发生穿晶断裂,呈韧窝状。
不同温度下A6N01S-T5铝合金焊接接头疲劳试验数据拟合曲线如图5所示。A6N01S-T5铝合金焊接接头疲劳断裂主要发生在焊缝区域,焊缝区为A6N01S-T5铝合金焊接接头疲劳性能的薄弱区域。在0℃、-25℃、-40℃、-50℃的温度条件下,A6N01S-T5铝合金焊接接头的疲劳极限分别为89.9 MPa、90.02 MPa、89.75 MPa、96.67 MPa,环境温度在-40℃~0℃时,温度对焊接接头疲劳性能几乎没有影响,但在-50℃的温度条件下,疲劳极限明显上升。
选取-25℃、120 MPa试验条件下A6N01S-T5铝合金焊接平滑接头疲劳断口进行SEM观察,如图6所示。由图6可知,疲劳断口由疲劳裂纹源区、疲劳裂纹扩展区和瞬断区三部分组成。裂纹在试样靠近近表面的地方形成,其后随着裂纹的扩展,裂纹张口变大,裂纹逐渐稀疏,扩展速率加快,当裂纹扩展至材料的临界裂纹长度时,材料瞬间断裂,形成不平坦的粗糙表面,在靠近表面的区域呈斜断口。裂纹源区可见放射状条纹,整个疲劳裂纹扩展区存在疲劳辉纹,瞬断区由韧窝组织组成,为典型疲劳断口特征[5]。
铝合金属于面心立方结构(FCC),其位错滑移系较多,位错运动阻力随温度变化不敏感,故一般
不显示低温脆性。通过低温拉伸试验发现,A6N01ST5铝合金在低温0℃、-10℃、-30℃、-45℃条件下,其平均拉强度分别为279.3MPa、281.0MPa、283.8MPa、285.6 MPa,材料抗拉强度增加率为0.14 MPa/℃;屈服强度分别为243.1 MPa、248.0 MPa、247.2 MPa、249.3 MPa,几乎不发生变化。这反映出A6N01S-T5铝合金对高寒温度并不太敏感。这是因为温度对合金强度的影响是通过位错与溶质原子或杂质交互作用引起的。金属流变应力τ=τP+τS+τI+τJ+τD,是由τP点阵阻力、τS位错应力场引起的阻力,τI位错交截所产生的阻力,τJ形成割阶时引起的阻力和τD点缺陷形成时的阻力共同决定。其中,τJ和τD为短程阻力,当温度下降时晶格热振动动能变小,位错移动跨越势垒所需的外力增大,即短程阻力随温度下降而增大[6-7]。一般而言,金属流变阻力随温度降低而增加,但铝合金属面心立方结构,位错宽度比较大,对温度不敏感且温度下降范围区间较小(-50℃~0℃),不足以引起短程阻力大幅度提升,因此,A6N01ST5铝合金在-50℃~0℃的低温条件下材料拉伸性能随温度缓慢提升。
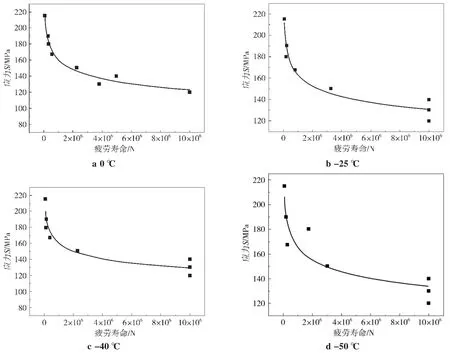
图3 不同温度条件下A6N01S铝合金材料疲劳数据拟合曲线
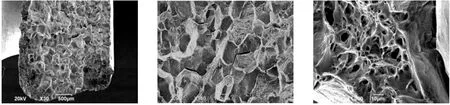
图4 -25℃,190 MPa条件下A6N01S-T5铝合金疲劳断口形貌
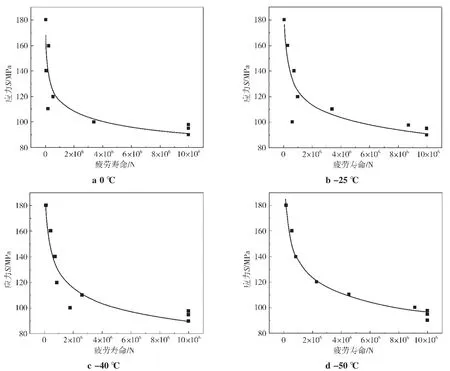
图5 不同温度条件下A6N01S铝合金焊接接头疲劳数据拟合曲线
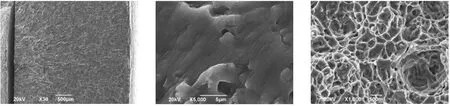
图6 -25℃、120 MPa条件下A6N01S铝合金疲劳断口形貌
通过低温疲劳试验发现,在0℃、-25℃、-40℃、-50℃的温度条件下,A6N01S-T5铝合金疲劳极限为122.77 MPa、131.69 MPa、128.75 MPa、131.27 MPa,高寒条件下(-50℃~-25℃)的疲劳极限高于0℃,但在该温度区间内,其疲劳极限变化不明显。这是因为低温疲劳性能与低温下疲劳裂纹的扩展速率相关。用空位吸收模型来解释在低温下铝合金疲劳裂纹生长速度和温度的关系,裂纹前端附近的应力梯度使得空位沿着位错线扩散并被裂纹吸收,从而使得裂纹得以生长,空位的移动支配着裂纹的生长,低温下疲劳裂纹扩展速率较室温疲劳裂纹扩展速率低,因而低温下的疲劳强度高于室温疲劳强度。A6N01S-T5高寒条件下(-50℃~-25℃)的疲劳极限变化不明显,这表明裂纹前端附近的应力变化在此范围对温度不敏感。
3 结论
以3.5 mm厚A6N01S-T5铝合金母材及焊接接
头为研究对象,开展了低温条件下拉伸性能和疲劳性能测试,分析环境温度对母材及接头拉伸、疲劳性能的影响规律,得出主要如下结论:
(1)A6N01S-T5母材拉伸性能在-45℃~0℃范围内,随着温度的降低缓慢升高,基本符合σb=279.5-0.14T的线性关系,即温度每降低1℃,材料抗拉强度增加0.14 MPa。母材屈服强度没有明显规律性变化,延伸率随着温度降低而上升。
(2)A6N01S-T5焊接接头拉伸性能在-45℃~ 0℃范围内,随着温度的降低缓慢升高,基本符合σb= 189.9-0.52T的线性关系,即温度每降低1℃,材料抗拉强度增加0.52 MPa。焊接接头的屈服强度没有明显的规律性变化,延伸率随温度降低呈上升趋势。
(3)A6N01S-T5铝合金在0℃、-25℃、-40℃、-50℃条件下,其疲劳极限为122.77MPa、131.69MPa、128.75 MPa、131.27 MPa,达到118.3 MPa的设计要求,母材疲劳极限随温度降低而上升。
(4)在0℃、-25℃、-40℃、-50℃的温度条件下,A6N01S-T5铝合金焊接接头疲劳极限分别为89.9 MPa、90.02 MPa、89.75 MPa、96.67 MPa,达到了89 MPa的设计要求,由于焊接缺陷等原因,温度对焊接接头疲劳强度的影响不是很明显。
[1]王元良.高速列车铝合金车体的焊接技术[M].四川:西南交通大学出版社,2012.
[2]杨尚磊,林庆琳,张峰.Al-0.6Mg-0.6Si铝合金MIG焊接接头显微组织与微区成分研究[J].上海工程技术大学学报,2011,25(4):300-303.
[3]杨尚磊,林庆琳.A6N01铝合金焊接接头的微观组织与力学性能[J].中国有色金属学报,2012(10):2720-2725. [4]刘雪松,李书齐,王苹,等.A6N01-T5铝合金焊接接头疲劳断裂分析[J].焊接学报,2009(10):25-28.
[5]刘新灵,张峥,陶春虎.疲劳断口定量分析[M].北京:国防工业出版社,2010:17-19.
[6]何肇基.金属的力学性质[M].北京:冶金工业出版社,1982.
[7]Basinski Z S,Christian J W.Mechanical pro per ties of metals at low temperatures[J].Advanced Cryogenic Engineering,1954(2):90-92.
Page 28
[10]王威,徐广印,王旭友,等.1420铝锂合金激光焊接气孔抑制技术[J].焊接学报,2008,29(2):5-8.
[11]Haboudou A,Peyre P,Vannes A B.Study of keyhole and melt pool oscillations in dual beam welding of aluminium alloys:effect on porosity formation[J].Proceedings of SPIE,2003(4831):295-300.
[12]Naeem M,Jesset R.Welding aluminum tailored blanks with Nd:YAG laser for automotive applications[J].Practical Welding Today,1999,3(1):24-28.
[13]韩德成,陈东方,刘胜龙,等.A5083铝合金焊接气孔敏感性研究[J].机车车辆工艺,2014(2):4-8.
[14]Kutsuna M,Yan Q U.Study on porosity formation in laser welds ofaluminumalloys(Report2)—mechanism of porosity formation by hydrogen magnesium[J].Journal of Light metal Welding and Construction,1998,36(11):1-17.
[15]PastorM,ZhaoH,DebroyT.Poreformationduringcontinuous wave Nd:YAG laser welding of aluminum for automotive applications[J].WeldingInternational,2000,36(2):108-117.
[16]Katayama S,Kawahito Y,Mizutani M.Elucidation of laser welding phenomena and factors affecting weld penetration and welding defects[J].Physics Procedia,2010(5):7-17.
[17]Kawahito Y,Mizutani M,Katayama S.Elucidation of highpower fiber laser welding phenomena of stainless steel and effect of factors on weld geometry[J].Journal of Physics D:Applied Physics,2007(40):5854-5859.
[18]王国振,王春明,王军,等.间隙对5754铝合金激光填丝搭接焊气孔的影响[J].中国激光,2012,39(12):1203001-1-1203001-6.
[19]赵琳,张旭东,陈武柱,等.光束摆动法减小激光焊接气孔倾向[J].焊接学报,2004,25(1):29-32.
Performance of the A6N01S-T5 aluminum alloy and the welding joint for high speed train at low temperature
CHEN Huigang
(Ji′nan Railway Administration,Qingdao 266111,China)
TakingA6N01S-T5 aluminumalloyused in high speed train as the research object,the research is focus on the tensile strength and fatigue strength of A6N01S-T5 aluminum alloyand the weldingjoint at lowtemperature(-50℃~0℃),provide basic information for vehicle operating at alpine conditions.The result showed that,with the decrease of temperature,the tensile strength and fatigue strength of A6N01S-T5 aluminumalloyand the weldingjoint both improved.Within-50℃~0℃,the growth rate oftensile strength ofbase metal was 0.14 MPa/℃while the welding joint was 0.52 MPa/℃.The fatigue strength of base metal improved about 8.7%,the fatigue strength of weldingjoint improved 1%at-40℃~0℃,while improved 7.8%at-50℃.
A6N01S-T5 aluminum alloy;welding joint;alpine conditions;mechanical property
TG406
A
1001-2303(2016)09-0077-06
10.7512/j.issn.1001-2303.2016.09.18
2016-03-28
陈辉刚(1963—),男,山东胶南人,工程师,主要从事高速列车铝合金车体监造等相关工作。
