熔化极气体保护焊电流与电压调节
2016-12-07杨新华
杨新华
(陕西工业职业技术学院,陕西咸阳712000)
熔化极气体保护焊电流与电压调节
杨新华
(陕西工业职业技术学院,陕西咸阳712000)
在应用熔化极气体保护焊的基础上,分析焊接电流和电弧电压对焊缝成形的影响,探究焊接电流与电弧电压匹配对焊接电弧特性的影响规律,总结正确调节焊接电流与电弧电压的基本方法和操作技能,正确调节焊接电流与电弧电压是熔化极气体保护焊技术推广与应用的关键因素。
熔化极气体保护焊;焊接电流;电弧电压
0 前言
熔化极气体保护焊是20世纪80年代发展起来的一种高效焊接方法,因其具有生产率高、焊接变形小、无需清渣等优点,在碳素钢、低合金结构钢、有色金属焊接中广泛使用[1]。但这种方法对焊接电流和电弧电压的调节有较高的要求,同时焊接电流和电弧电压的调节受母材种类、焊丝牌号及保护气体种类等多种因素的影响,正确调节、判断焊接电流和电弧电压的匹配问题,对于初学者有一定的困难,甚至对于有一定经验的操作者也非易事[2]。
1 焊接电流和电弧电压对焊缝成形的影响
1.1 焊接电流对焊缝成形的影响
焊接电流增大时(其他条件不变),焊缝熔深和余高增大,熔宽变化不明显(或略为增大)[3-4]。原因为:
(1)电流增大后,工件上的电弧力和热输入均增大,热源位置下移,因而焊缝的熔深增大。熔深与焊接电流近乎正比关系。
(2)电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,焊缝的熔宽几乎不变。
(3)电流增大后,焊丝熔化量呈比例的增多,由于焊缝熔宽近于不变,所以余高增大。
焊接电流与焊缝成形关系示意(其他工艺参数不变)如图1所示。

图1 焊接电流与焊缝成形关系示意Fig.1Welding current and welding seam forming relationship diagram
焊接电流的大小对焊接质量和焊接生产率的影响很大。电流过小,电弧不稳定,熔深小,易造成未焊透和夹渣等缺陷,生产率低;电流过大,则容易产生咬边和烧穿等焊接缺陷,引起飞溅。一般可根
据焊丝直径按经验公式进行选择,再根据焊缝位置、接头形式、焊接层次、焊件厚度等适当调整。
1.2 电弧电压对焊缝成形的影响
电弧电压增大后,电弧功率加大,工件热输入有所增大,同时弧长拉长,分布半径增大,焊缝熔深略有减小而熔宽增大[3-4]。电弧电压与焊缝成形关系示意(其他工艺参数不变)如图2所示。
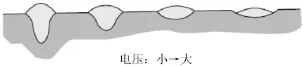
图2 电弧电压与焊缝成形关系示意Fig.2Arc voltage and welding seam forming relationship diagram
电弧电压由弧长决定,电弧变长,电弧电压高;电弧变短,则电弧电压低。焊接过程中电弧不宜过长,否则电弧燃烧不稳定,增加金属的飞溅,还会因空气的侵入使焊缝产生气孔。因此,焊接时力求使用短电弧,一般要求电弧长度不超过焊条直径。电弧长度对焊缝成形影响示意如图3所示。
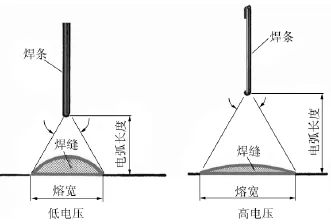
图3 电弧长度对焊缝成形影响示意Fig.3Effect of arc length on weld shaping sketch map
2 焊接电流和电弧电压对焊接过程的影响
CO2/MAG/MIG焊接时,调节焊接电流即调节焊丝的给送速度,调节电弧电压即调节焊丝的熔化速度;而熔化极气体保护焊电源为恒电压电源,焊丝的熔化速度和送进速度一定要匹配才能保证电弧稳定,即焊接电流和电弧电压要严格匹配才能保持焊接稳定。
2.1 电流偏大,电弧电压偏低
如果电压偏低,握枪的右手会感觉到焊枪头部的强烈振动(顶丝),听到电弧“啪啪”的爆断声,飞溅很大,焊缝成形明显偏高。这是因为电压太低,送丝速度远远大于熔化速度,电弧引燃后又被焊丝踏灭时发出了尖的飞溅响声,且电流越大,飞溅越明显。电流偏大、电弧电压偏低时产生的扎丝现象如图4所示。

图4 扎丝现象示意Fig.4Phenomenon of wire stub diagram
2.2 电流偏低,电弧电压偏大
如果电压偏高,电弧可以引燃,但弧长过长,焊丝端部形成巨大熔球,并且熔池太宽焊缝不饱满;如果熔化速度超过送丝速度太多,电弧会一直返烧到导电嘴,将焊丝和导电嘴熔化在一起(焊丝回烧),送丝终止,电弧熄灭。这对导电嘴和送丝机构都会造成损坏,同时在这个过程中爆断的噼啪声渐渐变成平稳的沙沙声,同时焊接过程出现反复断弧引弧且飞溅很大的熔滴过渡现象。焊丝回烧后的实物如图5所示。
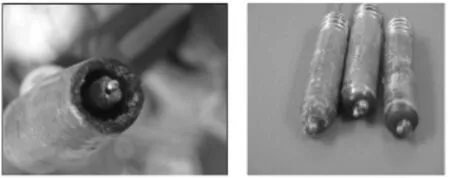
图5 焊丝回烧实物Fig.5Physical map of wire back to burn
2.3 最佳焊接规范的主要特征
(1)熔滴过渡频率高,飞溅最小,焊缝成形美观。
(2)焊接时焊机的电流表、电压表的指针稳定,摆动小。
2.4 焊接规范匹配不良现象及排除
(1)当焊丝端头始终有滴状金属小球存在,且过渡频率偏低,此情况说明焊接电压偏高,此时应加大送丝速度(焊接电流)或降低电弧电压。
(2)当干伸长偏短时能正常焊接、稍长就出现顶丝问题,此情况说明焊接电流偏大,此时应降低送丝速度(焊接电流)或升高电弧电压。
3 焊接电流和电弧电压调节规范的影响因素
CO2/MAG/MIG焊接时,调节规范与母材种类、焊丝种类与直径、保护气体种类等众多因素有关,以下仅以焊丝牌号、保护气体种类为例做介绍。
3.1 焊丝牌号的影响
一般情况下CO2气体保护焊电流及电弧电压的调节规范如下。
(1)实心焊丝。当I≥300 A时,U=I×0.04+20±2;当I<300 A时,U=I×0.05+16±2。
(2)药芯焊丝。当I≥200 A时,U=I×0.06+20±2;当I<200 A时,U=I×0.07+16±2。
很明显,相同焊丝直径或焊接电流的情况下,药芯焊丝的电流电压高于实心焊丝。CO2气体保护焊在使用实心焊丝时的焊接规范如表1所示。
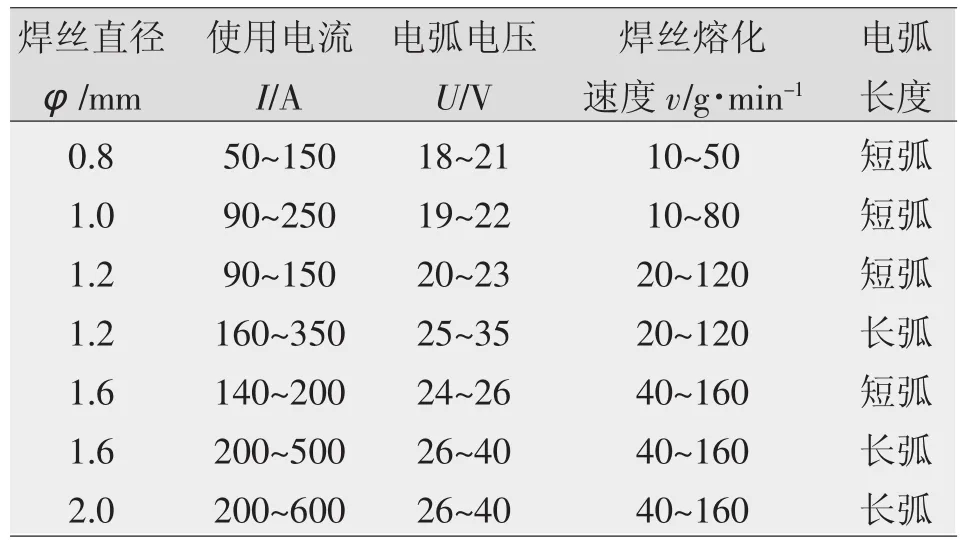
表1 不同直径焊丝电流与电压的选用规范Tab.1Selection of current and voltage of different diameter welding wire
3.2 保护气体种类的影响
保护气体特性对焊接过程会产生重要影响,进而影响到焊接质量[5-6]。熔化极气体保护焊通常所用的保护气体有单一气体和混合气体两种类型,其中单一气体主要有CO2、Ar、He,混合气体主要有CO2+ Ar、Ar+He、CO2+Ar+O2等。
焊接常用气体基本特性如表2所示。

表2 不同气体在焊接过程中的特性Tab.2Characteristics of different gases in welding process
常用保护气体的电弧能量、熔深、电弧稳定性与飞溅大小有较大的差别,不同保护气体焊缝外形与熔深对比如图6所示。
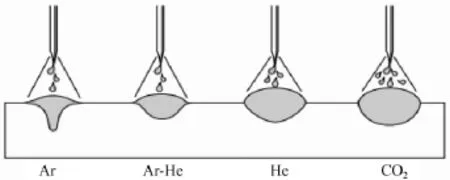
图6 不同保护气体焊缝外形与熔深对比Fig.6Bead contour and penetration patterns for various shielding gases
4 结论
(1)对于熔化极气体保护焊(CO2/MAG/MIG),调节焊接电流就是调节焊丝的给送速度,调节电弧电压就是调节焊丝的熔化速度。
(2)明确焊接电流和电弧电压对焊接过程的影响,并能根据焊接过程电弧特性正确判断焊接电流与电弧电压的匹配情况,是熔化极气体保护焊方法操作的基础。
(3)熔化极气体保护焊焊接电流和电弧电压的匹配与母材种类、焊丝牌号、保护气体种类等因素有关。
[1]陈祝年.焊接工程师手册[M].北京:机械工业出版业,2010.
[2]殷树言.气体保护焊工艺基础及应用[M].北京:机械工业出版业,2012.
[3]王滨涛.电焊工入门[M].北京:机械工业出版业,2011.
[4]高忠民.熔化极气体保护焊[M].北京:金盾出版业,2013.
[5]David J.Hoffman.Welding[M].NJ:Prentice Hall,2011.
[6]LarryJeffus.WeldingPrinciplesandApplications[M].Delmar Pub,,2011.
Welding current and arc voltage regulation on gas metal arc welding
YANG Xinhua
(Shanxi Polytechnic Institute,Xianyang 712000,China)
Based on the application of MIG welding,analyze the welding current and arc voltage effect on weld forming,explore the welding current and arc voltage matching the influence regularity of the characteristics of the welding arc,sum up the correct adjustment of welding current and arc voltage of the basic methods and skills,correct adjustment of welding current and arc voltage are the key factors to promote and apply the technology of gas metal arc welding.
gas metal arc welding;welding current;arc voltage
TG444
B
1001-2303(2016)09-0118-03
10.7512/j.issn.1001-2303.2016.09.28
2015-12-25;
2016-03-10
2015年陕西高等教育教学改革研究项目(15J41)
杨新华(1975—),男,山西五台人,硕士,主要从事焊接工艺及自动化方面的教学与研究工作。
