SX780CF细晶粒结构钢的埋弧自动焊
2016-12-07周友龙彭智祥加富俊李厚一
周友龙,彭智祥,加富俊,廖 琪,谢 威,李厚一
(1.西南交通大学材料学院,四川成都610031;2.成都阿朗科技有限公司,四川成都611100;3.中国葛洲坝集团机电建设有限公司,湖北宜昌443002)
SX780CF细晶粒结构钢的埋弧自动焊
周友龙1,彭智祥2,加富俊3,廖 琪1,谢 威1,李厚一1
(1.西南交通大学材料学院,四川成都610031;2.成都阿朗科技有限公司,四川成都611100;3.中国葛洲坝集团机电建设有限公司,湖北宜昌443002)
国产细晶粒结构钢SX780CF首次被应用于水电系统大型压力钢管。采用大型水工钢管智能化组焊专机和多功能滚焊台车以及埋弧自动焊提高了生产效率,降低了生产成本。介绍大型水工钢管智能化组焊机的状况,针对SX780CF埋弧自动焊接头的焊接性能、力学性能、力学不均匀性和微观组织进行试验和分析。结果表明,SX780CF埋弧自动焊接接头的拉伸强度、弯曲性能和硬度值均满足标准GB 50766-2012要求,在水电站大型压力钢管工程中值得进行推广。
SX780CF;细晶粒结构钢;埋弧焊;大型水工钢管智能化组焊专机
0 前言
细晶粒结构钢SX7800CF屈服强度和抗拉强度较高,应用于水电系统中能减小管道厚度并保证强度[1]。乌东德水电站将SX780CF应用于厚度56~64 mm的主管,为了提高焊接效率,采用埋弧自动焊完成焊接。针对水电系统超大直径管道,采用大型水工钢管智能化组焊专机和多功能滚焊台车在隧道内对主管焊接,在提高生产效率的同时减少了生产成本。这些高效率、低成本的生产方法对于水电系统的焊接有很大的借鉴意义,值得在水电系统焊接中推广。
1 焊接设备
乌东德水电站采用大型水工钢管智能化组焊专机,实现隧道内超大直径钢管智能机械化组对和自动焊接,免除了传统技术工艺在洞外制造大直径
钢管需要建厂、规划专用运输道路导致的资源投入,提高工作效率[2]。大型水工钢管组焊专机设备可焊直径为9~13.5 m的钢管,设备简图如图1所示。
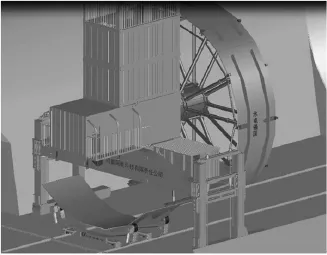
图1 大型水工钢管组焊专机设备简图
为了提高效率,方便在隧道内的运输和安装,乌东德水电站运用多功能滚焊台车运输钢管。多功能滚焊台车可以两台配合使用,其4个滚轮通过智能化遥控操作,实现瓦片或管节上下、前后、左右6个方向自由度的调整,方便了瓦片的组圆和管节对口焊接;也能用于大直径管节或钢管隧道(场内)极限空间内的运输,方便钢管安装,提高工作效率。多功能滚焊台车可适应9~11 m的钢管直径,其设备简图如图2所示。
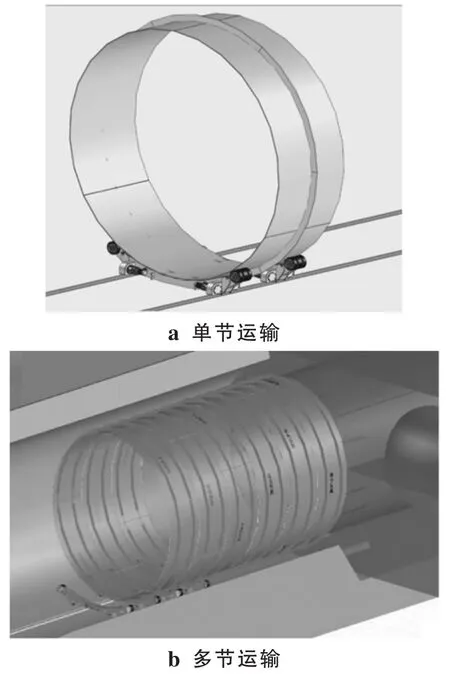
图2 多功能滚焊台车
2 试验方法
SX780CF的碳当量Ceq=0.50%,板厚大于等于56 mm,故焊前需预热,预热温度100℃~150℃。采用埋弧自动焊(SAW)进行压力钢管的焊接,焊接线能量35~45 kJ/cm,焊丝型号CHW-S80,焊剂型号CHF606。试件坡口形式为不对称X型坡口,焊接接头焊道分布如图3所示。焊接接头经过MT、UT、TOFD探伤合格后,根据GB 50766-2012标准,对焊接接头进行力学性能、硬度试验和微观组织观察。
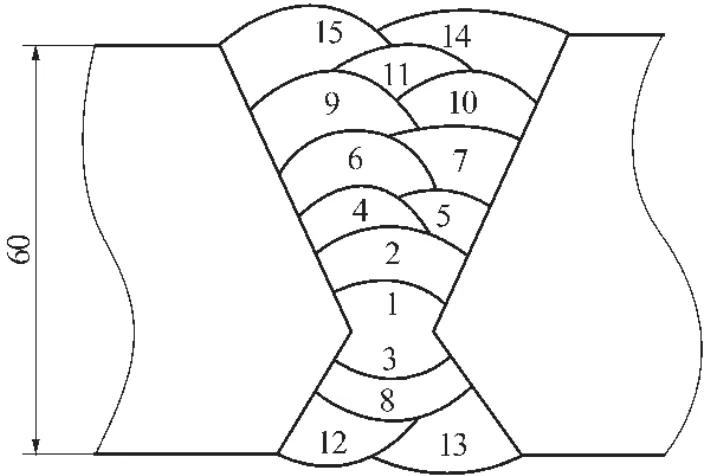
图3 埋弧焊焊接头
SX780CF焊条电弧焊接头示意如图4所示。可以看出,埋弧焊所用焊道数少于焊条电弧焊,且由于埋弧焊焊接电流大(SX780CF钢许用焊接电流:焊条电弧焊不大于190 A,埋弧焊不大于650 A)、速度也高于焊条电弧焊,故较大地提高了生产效率,节约了压力钢管的焊接加工成本和缩短生产周期。

图4 焊条电弧焊接头
3 试验结果和分析
3.1 焊接接头力学性能
对焊接试件进行力学性能试验,结果如表1所示。接头强度满足标准GB 50766-2012要求785~ 930 MPa,且断裂位置均位于母材;弯曲试验未出现开裂;低温冲击功也满足标准GB 50766-2012要求的47 J。接头热影响区冲击功较高,故接头的抗裂性和止裂性良好[4]。

表1 力学性能试验结果[3]
3.2 焊接接头不均匀性
细晶粒结构钢通过调质处理获得了较高的强度,在焊接过程中由于焊接热循环的作用,发生回复和再结晶,降低了调质处理的作用,易造成热影响区产生软化现象。焊接接头的硬度分布曲线如图5所示。
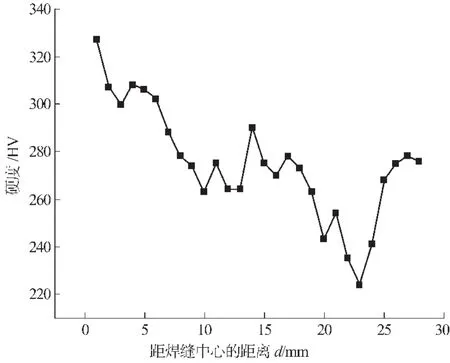
图5 末道焊缝硬度曲线
SX780CF埋弧自动焊微观金相如图6所示。
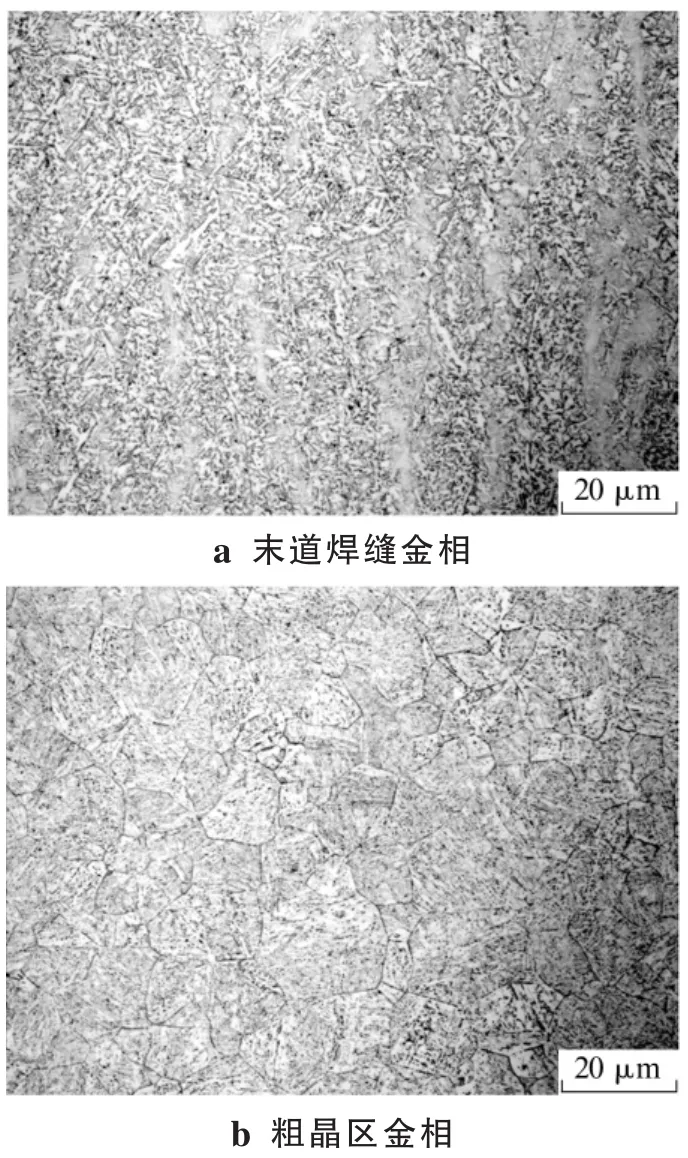
图6 SX780CF埋弧自动焊微观金相
焊缝中心硬度较高,这是因为后一道焊缝对前道焊缝的热处理作用细化了晶粒,出现了较多的粒状贝氏体。但是由于焊缝区是粗大的柱状晶,组织为先析铁素体和贝氏体,因此焊缝的低温冲击功较低。
热影响区的硬度值较母材更低,原因是焊接热循环改变了该区域母材的调质状态,造成该区域存在软化现象。粗晶区组织主要是较粗大的贝氏体组织,而贝氏体组织一般具有较为良好的冲击韧性,因此该区域的低温冲击功高于焊缝。
4 结论
(1)SX780CF高强钢的埋弧自动焊焊接接头力学性能满足标准GB 50766-2012的要求。
(2)大型水工钢管智能化组焊专机和多功能滚焊台车较大地提高了焊接生产效率,有效降低成本。
(3)接头热影响区冲击韧性较好,热影响区硬度比母材小,存在软化现象。
[1]杨莉,郑军,黄小婷.800MPa高强钢的焊接性试验研究[J].郑州纺织工学院学报,1999(06):55-58.
[2]段利明.超大型钢管制造新技术在梨园水电站的应用[J].水力发电,2015,41(5):88-90.
[3]周友龙.乌东德水电站焊接接头力学性能检测报告[R].2015.
[4]刘自成,孙震,郭文,等.低温韧性及焊接性优良的780MPa级大型水电站用钢板开发[A].第八届全国水电站压力管道学术会议论文集[C].成都:2014.
SX780CF fine grain structural steel by SAW
ZHOU Youlong1,PENG Zhixiang2,JIA Fujun2,LIAO Qi1,XIE Wei1,LI Houyi1
(1.Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China;2.Chengdu Alang Scinece and Thenology Co.,Ltd.,Chengdu 611100,China;3.Gezhouba Group Mechanical and Electrical Construction Co.,Ltd.,Yichang 443002,China)
It's the first time for homemade fine grain structure steel SX780CF to be used in the pressure pipes of the hydropower unit.By large hydraulic pipe's group welding machine and multifunctional welding trolley,automatic submerged arc welding is also used to improve the productefficiency.In order toensure the qualityin the high production,the weldabilityofthe SX780CF steel is analyzed.The mechanical properties of the joints are carried out,the hardness distribution of the joints is tested.Meanwhile,the microstructure is observed.The results showthat the properties of the joints of the SX780CF steel could satisfy the demand of the GB 50766-2012 standard.The research work could promote the application ofSAW technology for the fine grain structure steel SX780CF in the large pressure pipe engineering in hydro-power station.
SX780CF;fine grain structure steel;SAW;large hydraulic pipe′s group welding machine
TG445
A
1001-2303(2016)09-0111-03
10.7512/j.issn.1001-2303.2016.09.26
2016-03-22
周友龙(1970—),男,四川成都人,副教授,硕士,主要从事水电、火电、车辆、压力容器管道等行业的焊接工艺与装备研究,失效分析等工作。
