焊接过程信息定量分析
2016-12-07彭亚萍
彭亚萍
(成都电焊机研究所,四川成都610051)
焊接过程信息定量分析
彭亚萍
(成都电焊机研究所,四川成都610051)
研发了一种具有弧焊专家知识库支持的焊接过程信息分析平台,通过对焊接过程电流电压的记录,并与焊接速度、焊接材料、送丝速度等信息集成,为用户提供焊接过程任何时段(或整个过程)的统计分析结果,包括焊接工艺的稳定性,焊接材料的工艺性、焊接电源的动态特性以及各因素对焊接制造质量的影响。使用户在人机交互环境下对焊接过程各种特征量实现可分析、可对比、可评估。
焊接;定量分析;知识库支持
0 前言
随着计算机、电子、信息等新技术的迅速发展与应用,促进了包括焊接在内的传统制造业向以信息为基础的数字化和智能化方向转型。以信息技术为基础的数字化分析设备已日益成为提升传统焊接制造技术的一种必不可少的工具。尤其是现代重大装备的使役正趋向各类“极限”工作环境,以及对大型、超大型装备和结构提出的长寿命、高可靠要求,从而使焊接制造所包含的材料信息、工艺信息、装备信息的数据量显著增加,同时也对这些信息分析和评估的需求亦日益迫切,从而促使焊接制造质量分析和管理工作的信息化和智能化[1]。
研发了一种基于弧焊专家知识库的焊接过程信息分析平台,通过对焊接过程电流电压的记录并与焊接工况信息的集成分析,为用户提供焊接过程任何时段(或整个过程)的统计结果,包括焊接工艺的稳定性,焊接材料的工艺性、焊接电源的动态特性以及各因素对焊接制造质量的影响。使用户在人机交互环境下对焊接过程各种特征量进行实时的分析、对比和评估。
1 仪器的硬件功能
分析仪的硬件是采用FPGA(现场可编程逻辑阵列)+以太网构建了高速数据采集系统,如图1所示,其中包括PC主机、FPGA、高速ADC、高精度ADC参考电压源、DC-DC电源等。FPGA构建了以太网MAC模块负责与PC主机的通讯;ADC接口模块、参考电压源接口模块、ADC采样频率模块构成了ADC数据采集子系统,并在FPGA上构建了处理器和采集控制状态机,配合编写的高速数据采
集固件一起形成了整个采集系统。系统并扩展了外部触发以及通用IO,可以灵活的与其他系统无缝集成。通过向数据采集系统发送控制指令以及接收采集系统发送回来的采样数据,实现采集数据进行处理、分析以及显示(包括显示实际信号的时域波形、统计信息等)。主机选用了15英寸工业触摸屏+平板式工控机(CPU i3,内存8G,固态硬盘SSD 128G);用千兆级工业屏蔽数据线传递电流和电压的数字量信息。数据信息由用户根据需要自行设定或起始-终止记录并自动保存;对电流和电压并行采样,其频率为根据不同分析精度有10 kHz或100 kHz两种可选。数据连续记录时长可达10 h。

图1 高速数据采集系统的结构示意图
2 分析软件的知识化
所开发的数据分析软件包括两部分。
第一部分是运行在PC主机上的App以及运行在FPGA上的嵌入式RTOS固件,两者之间通过以太网络进行通讯(如图2所示)。数据采集子系统固件基于嵌入式实时操作系统FreeRTOS构建,包括通讯任务、数据采集系统状态机调度任务、指令解析任务,并构建了系统参数数据库(保存在Flash),可以在上电后自动的恢复上次的工作模式。PC App主要负责发送控制指令和接收采集数据并进行数据基本处理与显示等。

图2 数据分析软件
第二部分是对焊接过程信息的专业化分析与评估。焊接过程信息分为确定性和非确定性两大类;前者是指可以定量设置和明确表达的,如电弧方法、焊接材料、焊接速度、保护气体、送丝速度、焊丝直径以及用户自定义量等工况信息;而后者具有随机性特点,如焊接过程的电流与电压、熔滴短路时间、短路频次、短路周期等。为此,在分析中,第一步需要根据已知工况并借助统计分析方法,提供信号的均值、均方差、方差、变异系数、概率密度函数等[2];第二步则需要焊接知识库来支持深度分析与评估,例如,对不同焊接方法及电弧实际能量条件下的单位时间热输入计算,熔敷率计算、飞溅量的计算,焊接材料工艺性分析,焊接电源在不同电流区间动态特性分析以及焊接工艺的优化依据等,为用户提供焊接过程各影响因素的定量指标。用户可对同一焊接过程不同时段信息进行“自对比”或者对不同焊接过程信息的“互对比”以及各个对拼样本的定量评估。
3 分析与评估实例
图3是对CO2气保焊工艺条件下的一个检测分析界面,由图可见,分析仪实时给出了观测对象的焊接过程基本信息,其中包括电流、电压的实测值及各统计量,焊接线能量,熔敷率以及可选择焊接过程任何时段的各量统计结果。同时,在所示的
电流波形和U-I关系图中易见所使用的弧焊电源对焊接过程的影响,在燃弧时段出现电压值的瞬间升高以及电流值的突降,由于控制器误判导致电弧的失稳,不利于焊丝末端熔滴的稳定形成和正常过渡,并造成飞溅量增大。

图3 对焊接过程的影响分析示例
图4是CO2气保焊工艺条件下的另一个实例,从图4结果可见,由于焊接电源输出回路的电感偏小,导致焊接电流波形伴有300 Hz的特征谱,在燃弧阶段的电流较大波动。常见于手工焊的气保焊电源,如在自动化焊接装备上使用,尤其当焊接速度较快时,不利于熔滴的平稳过渡,对焊接过程的稳定性将产生不利影响。

图4 电流波动的分析示例
对铝合金焊接过程的在线检测如图5所示,采用高频耦合脉冲TIG工艺,可直接观测在脉冲电流EN时段高频能量的耦合叠加情况以及过程的稳定型。同时也提供了变极性交流电弧在EN和EP时段的不同电压现象,在对铝合金焊接线能量的计算中对材料厚度的计入等。
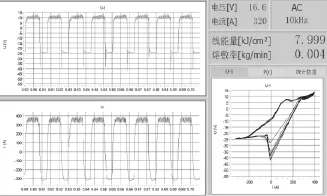
图5 铝合金焊接过程的在线检测示例
因此,一个较为稳定的周期性熔滴过渡及焊缝成形过程,一方面是对弧-源系统动态特性的精量控制要求,根据不同电流区域的熔滴过渡特点,建立起基于恒压或恒流等反馈控制方式;另一方面是熔滴与熔池之间的协同,即对焊接规范所涉及的各工艺因素的选择和优化。对一个焊接过程的评价,就是对焊丝质量、焊接电源以及工艺参数等的综合评价[3]。
4 结论
传统焊接制造由能量驱动型已开始向信息驱动型转变,本研究是对焊接过程信息在线分析的一个探索和努力,包括对焊接材料质量、焊接电源性能以及焊接工艺参数等在线检测、集成分析和定量评估,并依靠强大的软件分析功能,使以往的小样本抽查提升为焊接全过程信息的整体分析,促进传统焊接制造的“经验定性思维”转变为“数字定量思维”,成为焊接制造信息化的一种新的有效工具。
[1]宋天虎.走向焊接制造的数字化[A].IFWT2016绿色智能焊接国际论坛[C].北京:2016,6.
[2]Rehfeldt D.Verfahren und Analysiereinrichtung zur Untersuchung der Schweiβspannungsschwankungen bei Elektroschweiβverfahren[D].TU Hannover,1969.
[3]王宝.焊接电弧现象与焊接材料工艺性[M].北京:机械工业出版社,2012.
Quantitative analysis for welding process information
PENG Yaping
(Chengdu Electric Welding Machine Intitute,Chengdu 610051,China)
A kind of quantitative analyzer for welding process information is developed and supported by expert knowledge base in arc welding.By information integration containing electrical signals,welding speed,consumables,wire-feeding rate,It provides statistical analysis results of selected period of a welding process,and includes the process stability,welding consumable quality and the dynamic characteristics ofweldingpower source.It makes weldingprocess comparable and appreciable.
arc welding;quantitative analysis;knowledge base
TG409
A
1001-2303(2016)07-0001-03
10.7512/j.issn.1001-2303.2016.07.01
2016-07-01
彭亚萍(1962—),女,四川蓬溪人,高级工程师,学士,主要从事电阻焊、弧焊设备及相关焊接工艺研究,以及焊接技术发展工作。
