液压支架千斤顶半环类零件等分锯切的分析研究
2016-12-05王纪磊杜小兵王玉杰
王纪磊 杜小兵 王玉杰
(郑州四维机电装备制造有限公司,河南郑州 450000)
液压支架千斤顶半环类零件等分锯切的分析研究
王纪磊 杜小兵 王玉杰
(郑州四维机电装备制造有限公司,河南郑州 450000)
基于郑州四维机电装备制造有限公司设计的液压支架千斤顶用半环类零件标准件,对半环类零件(包括半环、卡环、卡键、外卡键)进行统计分析、归纳分类,在由原来的铣削加工改为现在的锯切加工的基础上,设计等分锯切专用工装,提高生产效率,提升产品质量,从而更好地辅助车间生产。
半环类零件;锯切;铣削;等分;专用工装
目前矿用液压支架千斤顶按结构主要分为螺纹式和卡键式2种[1]。卡键式结构因具有结构紧凑、质量小、成本低、拆装方便等优点,在立柱、千斤顶中普遍采用。半环类零件是卡键式立柱千斤顶结构中的重要组成部分,包括半环、卡环、卡键、外卡键等,主要起到承压的作用[2]。
1 结构分析
统计分析郑州四维机电装备制造有限公司矿用液压支架千斤顶半环类标准件,按作用可分为半环、卡环、卡键、外卡键4种,按外形可分为两半环、三半环、四半环3种[3]。结构示意图如图1、2、3所示。图1、2、3所示零件等分间距S大小不一,一般S在2~6mm范围内,零件厚度一般在5~40mm范围内。半环类零件在千斤顶中的安装配合示意图如图4所示。

图2 三半环示意图

图3 四半环示意图
2 加工方式分析
对于此类零件等分加工时,一般采用铣削及锯切2种加工方式。
2.1 铣削加工方式
铣削加工时,可根据设计图纸等分间距S的大小,选取同等尺寸立铣刀,刀数即为半环等分数量,加工示意简图如图5所示。

图5 铣削加工示意图
如图5所示,使用专用工装时,可一次加工多件,为防止零件悬伸过长产生颤动,可用顶尖抵紧芯轴。以三半环为例,使用分度头卡爪卡紧芯轴,将半环零件套在芯轴上,一般保证零件总厚度120mm范围内,使用压紧螺母拧紧(螺母外形为三叶草型,避开被铣削),立铣铣刀找正后,按图纸尺寸铣断,一次铣削完成后,分度头卡爪依次旋转120°,完成后续2次铣削过程,松开压紧螺母,取下零件,此工序完成。
两半环及四半环铣削原理同此,只需按零件大小,重新设计调整芯轴大小及压紧螺母外形即可。但零件外径过大时,需选取大规格分度头。
2.2 锯切加工方式
当采取锯切加工方式时,采用普通立式带锯锯床,常用锯条厚δ为1.1、1.3、1.6mm。以三半环为例,锯条厚度δ小于等分间距S,为满足设计图纸尺寸要求,锯切示意图如图6所示。即如图6所示应锯切4次,图示三半环弧长L为设计图纸尺寸,由于锯切间距S1<S,所以多余出来一段小半环,舍弃。

图6 锯切加工示意图
在没有专用工装的情况下,加工方式如下:一次装夹多件,总厚度一般控制在120mm以下,压紧后锯断,控弧长L,划锯切线,旋转零件找正锯口,依次锯断。
2.3 示例
40Cr材质零件为例,车间生产加工过程中,铣削速度V1=23.5mm/min,锯切速度一般取V2=19~26mm/min。以同时加工10付零件为例,若壁厚a=20mm,单个零件厚δ= 15mm,则:铣削行程L1=10δ=150mm,加工时间T1=L1/V1= 6.4min;锯切行程L2=a=20mm,加工时间T2=L2/V2=0.8~1.1min。由此可知,锯切要比铣削耗时少得多,且操作简单方便,没有局限性,所以车间现在一直采用锯切方式。但一直没有配套的专用工装辅助加工,造成锯切需要重复找正,多次测量弧长划线,真实加工效率并不太高。

图7 半环工装示意图
3 专用工装设计
针对上述锯切问题,设计半环类零件等分锯切专用工装,方便操作加工,提高生产效率。等分锯切工装整体结构示意图如图7所示。
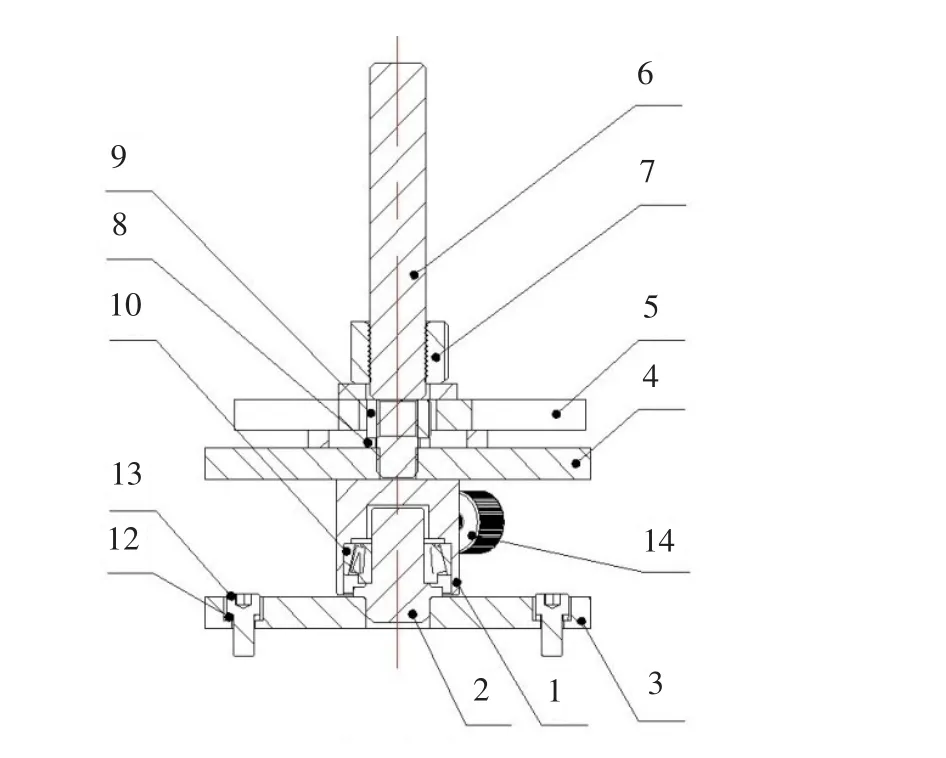
图8 三半环锯切工装剖视图
仅以三半环等分锯切工装为例,进行结构分析。图8为三半环锯切工装剖视详图,各零部件间配合及工作原理说明如下:底座与锯床工作台通过螺钉连接固定;连接轴底部与底座焊接固定;连接轴与连接套通过圆锥滚子轴承配合,可相对旋转运动;支撑板与连接套通过3个螺钉连接固定,以便根据零件外形大小更换支撑板;螺杆一头与支撑板上的M16螺纹孔连接,通过螺母配合弹垫固定死螺杆,顶紧螺钉在零件旋转角度后顶紧连接轴,起固定作用;上活后,拧转夹紧螺母压紧压板,起到固定零件的效果;夹紧工件后,开始锯切零件,然后旋转一定角度,再次锯切,直至零件加工完成。两、四半环等分锯切工装工作原理同上。
其优点是连接套带有刻度,可正确旋转任意角度;支撑板与压板可互换,满足多种半环加工;只需一次装夹,即可完成加工,大大缩短了加工调试准备时间;工装轻便,操作简单。
4 结论
同等条件下,锯切加工的效率要比铣削高很多,配合专用工装辅具的使用,更能大大提高车间的生产力。所以,加工此类零件时,车间生产应尽量安排锯切的加工方式,简化生产过程,提高生产效率。
[1]王国法.液压支架技术[M].北京:煤炭工业出版社,1999.
[2]数字化手册编委会.机械设计手册(新编软件版)2008[M].北京:化学工业出版社,2008.
[3]丁绍南.采煤工作面液压支架设计[M].北京:世界图书出版公司,1992.
Analysis and Research on Equal Division Sawing of Semi Ring Parts for Hydraulic Support Jack
Wang JileiDu XiaobingWang Yujie
(Zhengzhou Four Dimensional Mechanical and Electrical Equipment Manufacturing Co.Ltd.,Zhengzhou Henan 450000)
Based on the standard parts of semi ring parts for hydraulic support jack,which was designed by Zheng⁃zhou four dimensional mechanical and electrical equipment manufacturing Co.Ltd.,semi ring parts(including half ring,ring card,card key,key card)were statistically analyzed and categorized,on the basis of the current sawing pro⁃cess instead of the original milling process,sawing and cutting special tooling was designed,to improve production ef⁃ficiency and improve product quality,so as to better assist production workshop.s
semi ring parts;sawing;milling;equal parts;special tooling
TD355.4
A
1003-5168(2016)10-0077-03
2016-09-07
王纪磊(1987-),男,本科,工程师,研究方向:机械设计制造。