一种浓香型白酒丢糟的洗糟方法研究
2016-12-03李河张宿义杨平敖宗华黄文毛洪川杨艳李德林罗杰
李河,张宿义*,杨平,敖宗华,黄文,毛洪川,杨艳,李德林,罗杰
(1.四川理工学院生物工程学院,四川自贡643000;2.泸州老窖股份有限公司,四川泸州646003;3.国家固态酿造工程技术研究中心,四川泸州646003;4.天津科技大学生物工程学院,天津300457;5.西南科技大学生命科学与工程学院,四川绵阳621000;6.泸州保诺生物科技有限公司,四川泸州646006)
一种浓香型白酒丢糟的洗糟方法研究
李河1,张宿义2,3*,杨平2,3,敖宗华2,3,黄文4,毛洪川5,杨艳6,李德林6,罗杰6
(1.四川理工学院生物工程学院,四川自贡643000;2.泸州老窖股份有限公司,四川泸州646003;3.国家固态酿造工程技术研究中心,四川泸州646003;4.天津科技大学生物工程学院,天津300457;5.西南科技大学生命科学与工程学院,四川绵阳621000;6.泸州保诺生物科技有限公司,四川泸州646006)
利用酿酒蒸馏冷却水对浓香型白酒丢糟进行洗糟处理,通过单因素及正交试验研究丢糟:冷却水、冷却水温度、洗糟时间对洗糟效果的影响。试验结果表明,影响丢糟洗糟效果的因素依次为洗糟时间>丢糟:冷却水>冷却水温度,洗糟最佳条件为丢糟∶冷却水1∶2(g∶g)、冷却水温度70℃、洗糟时间40 min,在此条件下,得到的洗糟水微量成分丰富,包括酯类9种、酸类6种、醇类4种和醛类3种,其中,总酸达到75.3 mg/100 mL、总酯达到19.6 mg/100 mL。
浓香型白酒;丢糟;洗糟;正交试验;冷却水
白酒丢糟是以高粱、小麦、玉米等谷物为原料经过固态发酵、蒸馏取酒后的不再用于发酵的酒糟。据统计,我国白酒酿造行业每年产生约2 500万t的丢糟[1]。随着白酒产量的增长,丢糟量也在不断的增加,丢糟含水量大、酸度高,堆积储放时极易霉变腐烂,若随意丢弃或焚烧,会造成严重的资源浪费和环境污染[2]。
目前的蒸馏方式,糟醅固态发酵过程中产生的呈香物质难以完全提取出来,导致丢糟中仍含有大量的有机酸、酯类、醇类、羟基化合物、酚类化合物、含氮化合物、杂环类化合物等呈香呈味物质[3]。如果能够将这些成分提取出来,并进一步利用,得到更多的呈香物质,将会为丢糟的综合利用拓宽道路,提高其经济价值。但现在酒厂大都没有对丢糟香味物质进行有效利用,这样既没有经济效益,又带来环境污染,严重制约了白酒行业可持续循环经济的实现,丟糟的综合利用成为行业共性技术难点。有部分酒厂重视其利用价值的开发:如利用其开发成为酯化液、串蒸液、回窖发酵液等[4-5]。同时,浓香型白酒蒸馏冷却热水产生量大[6],温度可达80℃以上,除了打量水和少部分清洗使用到这部分资源,酒厂对蒸馏冷却水的利用并不大,造成了水资源和热能的巨大浪费。本试验利用冷却水对浓香型白酒丢糟进行洗糟处理,通过单因素和正交试验[7-11]确定丢糟洗糟的最佳条件,为进一步充分利用丢糟中的有用成分奠定了基础。
1 材料与方法
1.1材料与试剂
鲜丢糟、冷却水:取自某公司酿酒车间;氢氧化钠、浓硫酸(均为分析纯),己酸乙酯、乳酸乙酯、乙酸乙酯、丁酸乙酯、己酸、乙酸、丁酸、乙醛、乙缩醛、甲醇、叔戊醇、乙酸正戊酯、2-乙基丁酸(均为色谱纯):国药集团化学试剂有限公司。
1.2仪器与设备
Agilent7890A气相色谱仪:安捷伦科技(中国)有限公司。
1.3方法
1.3.1工艺流程及操作要点

鲜丢糟:浓香型白酒质量糟经蒸馏取酒后,不再用于酿酒发酵的糟醅,要求放置时间不超过12 h,无霉变;
冷却水:蒸馏取酒时所用冷却水,温度80℃左右;
搅拌:使用玻璃棒每隔10 min充分搅拌一次;
过滤:采用脱脂棉过滤;
冷却静置:在常温条件下静置冷却1h,洗糟水变得澄清。
1.3.2单因素试验
影响丢糟洗糟效果的因素主要有鲜丢糟:冷却水、冷却水温度、洗糟时间,根据丢糟洗糟处理技术路线进行单因素试验,以洗糟水中总酸含量为指标,分别研究不同鲜丢糟∶冷却水(1∶1、1∶2、1∶3、1∶4、1∶5、1∶6(g∶g))、不同冷却水温度(30℃、40℃、50℃、60℃、70℃、80℃)、不同洗糟时间(10 min、20 min、30 min、40 min、50 min、60 min)对丢糟洗糟效果的影响,所有试验均重复3次,以确定正交试验因素的水平。
1.3.3正交试验
在单因素试验的基础上进行L9(33)正交试验,以洗糟水中总酸含量作为评价指标,确定丢糟洗糟的最佳工艺条件,正交试验因素与水平见表1。
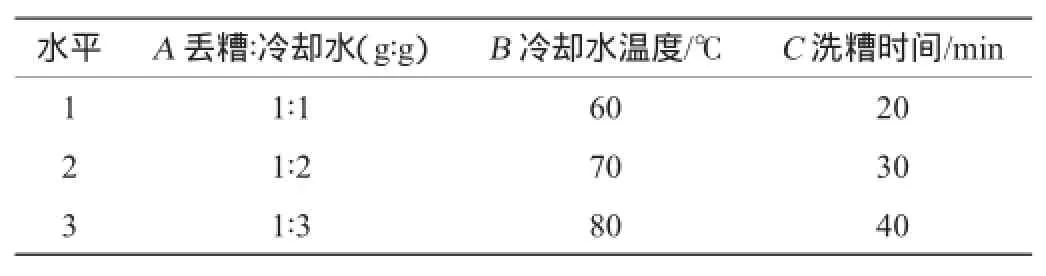
表1 洗糟工艺优化正交试验因素与水平Table 1 Factors and levels of orthogonal test for optimization of grains washing technology
1.3.4测定方法
总酸、总酯、微量成分测定:按GB/T 10345—2007《白酒》中的分析方法[12]。
2 结果与分析
2.1不同丢糟与冷却水比例对丢糟洗糟效果的影响
称取100 g鲜丢糟,分别按丢糟∶冷却水为1∶1、1∶2、1∶3、1∶4、1∶5、1∶6(g∶g)加入冷却水,冷却水温度为70℃,洗糟30 min,每隔10 min充分搅拌一次,按照工艺流程得到洗糟水,测定其总酸含量,考察不同丢糟冷却水比例对洗糟效果的影响,结果见图1。
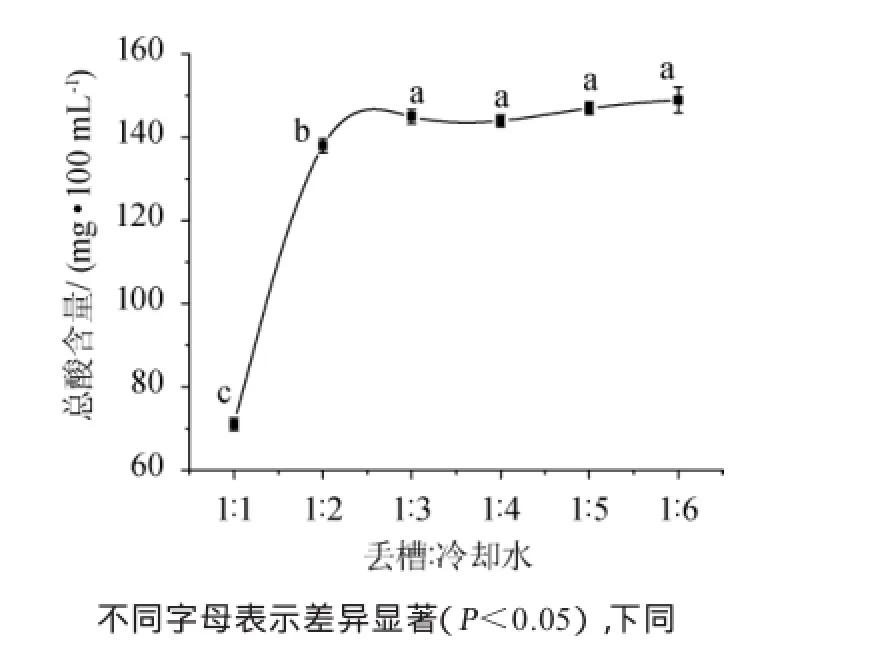
图1 不同丢糟与冷却水比例对洗糟效果的影响Fig.1 Effect of distiller’s grains-cooling water ratio on grains washing
由图1可知,洗糟水中总酸绝对含量(总酸含量×稀释倍数)随着冷却水用量的增大呈现先上升后平稳的趋势,当丢糟∶冷却水达到1∶2(g∶g)之后,总酸绝对含量变化不大,能够把丢糟中的酸类物质几乎全部提取出来,因此选择丢糟∶冷却水比例1∶2(g∶g)作为正交试验的中间水平。
2.2不同冷却水温度对丢糟洗糟效果的影响
称取100 g鲜丢糟,按丢糟∶冷却水1∶2加入冷却水,冷却水温度分别控制为30℃、40℃、50℃、60℃、70℃、80℃,洗糟30 min,每隔10 min充分搅拌一次,按照工艺流程得到洗糟水,测定其总酸含量,考察不同冷却水温度对洗糟效果的影响,结果见图2。

图2 不同冷却水温度对洗糟效果的影响Fig.2 Effect of cooling water temperature on grains washing
由图2可知,洗糟水中总酸含量随着冷却水温度增加而呈现先上升后稍有下降的趋势,说明冷却水温度越高越有利于丢糟总酸的洗出。冷却水温度为70℃和80℃时总酸含量变化不大,可能是丢糟中的酸类物质已完全洗出。因此选择冷却水温度70℃作为正交试验的中间水平。
2.3不同洗糟时间对丢糟洗糟效果的影响
称取100 g鲜丢糟,按丢糟∶冷却水1∶2(g∶g)加入冷却水,冷却水温度为70℃,洗糟时间分别控制为10 min、20 min、30 min、40 min、50 min、60 min,每隔10 min充分搅拌一次,按照工艺流程得到洗糟水,测定其总酸含量,考察不同洗糟时间对洗糟效果的影响,结果见图3。
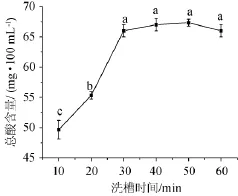
图3 不同洗糟时间对洗糟效果的影响Fig.3 Effect of washing time on grains washing
由图3可知,洗糟水中总酸含量随着洗糟时间增加而呈现先上升后平稳的趋势,洗糟时间增多更有利于丢糟微量成分的提取。但达到30 min后,总酸含量增长不明显,说明洗糟时间在30 min时即能较好的洗出丢糟中的酸类物质。因此选取洗糟时间为30 min作为正交试验的中间水平。
2.4正交试验结果与分析
在单因素试验的基础上,选取丢糟∶冷却水(A),冷却水温度(B),洗糟时间(C)L9(33)正交试验,以总酸为考察指标,结果见表2,方差分析结果见表3。

表2 丢糟洗糟工艺优化正交试验结果与分析Table 2 Results and anlaysis of orthogonal tests for optimization of grains washing technology
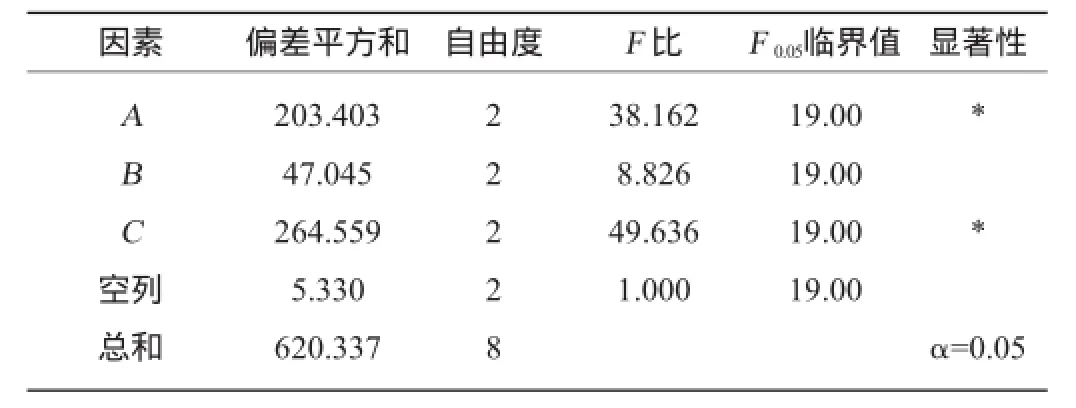
表3 正交试验方差分析结果Table 3 Variance analysis of orthogonal test results
由表2可知,影响丢糟洗糟效果的主次关系为C>A>B,即洗糟时间>丢糟∶冷却水>冷却水温度,由极值R可知,丢糟洗糟最优的组合为A2B2C3,即丢糟∶冷却水为1∶2、冷却水温度为70℃、洗糟时间为40 min,在该条件下洗糟水中总酸含量为75.3 mg/100 mL。由表3可知,丢糟∶冷却水和洗糟时间对洗糟效果的影响都达到了显著水平(P<0.05)。
2.5最优条件下洗糟水中微量成分情况

表4 洗糟水微量成分测定结果Table 4 Determination results of trace elements in grains washing water
从表4可以看出,洗糟水蒸馏液的香味物质成分种类丰富,总共有22种,包括酯类9种、酸类6种、醇类4种和醛类3种。总酸含量达到75.3 mg/100 mL,总酯含量达到19.6 mg/100 mL。说明利用冷却水对丢糟进行洗糟,提取丢糟里面的有用成分是切实可行的。
3 结论
在单因素试验的基础上,通过正交试验优化了丢糟洗糟处理技术的工艺条件,影响洗糟效果因素的主次关系为:洗糟时间>丢糟:冷却水>冷却水温度,得到洗糟处理技术的最优条件:丢糟∶冷却水为1∶2(g∶g)、冷却水温度70℃、洗糟时间40 min,在此条件下,得到的洗糟水微量成分种类丰富且含量较高,总共有22种,包括酯类9种、酸类6种、醇类4种和醛类3种。总酸含量达到75.3 mg/100 mL,总酯含量达到19.6 mg/100 mL。本试验合理利用酒厂的资源,创造性的提出利用冷却水对丢糟有用成分的提取,效果较好。后续工作可以进一步研究对洗糟水的利用,如利用洗糟水生产酯化液[13-19]等,用于提高浓香型白酒的优质酒率,增大企业经济利益,使丢糟的有用成分得到充分合量的利用。
[1]张磊,刘念,边名鸿,等.丢糟制备生物质环保型燃料的研究[J].食品与发酵科技,2016,52(4):78-82.
[2]左上春,杨海泉,邹伟.白酒酒糟资源化利用研究进展[J].食品工业,2016(1):246-249.
[3]余有贵,李小芳,熊翔,等.丢糟中微量成分提取方法的研究[J].食品科学,2007,28(2):134-136.
[4]田艳花,任海伟,刘娜丽.Rhizopus oryzaeLS1利用丢糟水解液发酵生产乳酸[J].食品工业科技,2015,36(1):192-198.
[5]刘宝菊,张艳稳,刘晓峰,等.超临界萃取技术在酿酒生产中的应用进展[J].酿酒,2009,36(1):18-20.
[6]曹奇.白酒废水循环利用的治理技术研究[J].资源节约与环保,2015(11):62-63.
[7]孙海龙,王有旭,朱文众.南极假丝酵母脂肪酶B处理对白酒丢糟中有机酸酯化效果的影响[J].食品科技,2013,38(6):26-30.
[8]张吉祥,欧来良.正交试验法优化超声提取枣核总黄酮[J].食品科学,2012,33(4):18-21.
[9]张吉祥,赵文静,白晓杰,等.正交试验法优化黑米黑色素的超声辅助提取工艺[J].食品科学,2010,31(4):39-41.
[10]李宝玉.正交法金银花菊花植物凉茶饮料工艺优化研究[J].农产品加工,2016,28(7):33-36,39.
[11]徐佳,邱树毅,周鸿翔,等.酱香大曲中可培养的冠突散囊菌的初步研究[J].中国酿造,2016,35(6):55-59.
[12]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 10345—2007白酒分析方法[S].北京:中国标准出版社,2007.
[13]沈亮亮,冯学愚,尹礼国,等.丢糟中微量香气成分的萃取及分析[J].广东化工,2011(2):155-156.
[14]周平,罗惠波,黄丹,等.中温热处理对酒曲害虫杀灭效果的研究[J].中国酿造,2015,34(12):64-68.
[15]任海伟,李金平,张轶,等.白酒丢糟的酸酶联合水解糖化工艺[J].农业工程学报,2013,39(5):243-250.
[16]刘高梅,任海伟.白酒丢糟酸水解制备木糖及其结构变化[J].食品与发酵工业,2013,39(3):106-110.
[17]刘跃红,张文学,谭力,等.浓硫酸降解白酒丢糟制备降解糖液的条件研究[J].中国酿造,2011,30(1):82-85.
[18]任海伟,李金平,张轶,等.白酒丢糟糖化条件的优化及乙醇发酵[J].应用与环境生物学报,2013,19(5):838-844.
[19]游玲,颜胜涛,王涛,等.复合菌在浓香型白酒丢糟处理中的应用[J].微生物学通报,2014,41(8):1525-1531.
Grains washing method of Luzhou-flavor distiller's grains
LI He1,ZHANG Suyi2,3*,YANG Ping2,3,AO Zonghua2,3,HUANG Wen4,MAO Hongchuan5,YANG Yan6,LI Delin6,LUO Jie6
(1.College of Bioengineering,Sichuan University of Science&Engineering,Zigong 643000,China; 2.Luzhoulaojiao Co.,Ltd.,Luzhou 646003,China;3.National Engineering Research Center of Solid-State Brewing,Luzhou 646000,China; 4.College of Biotechnology,Tianjin University of Science and Technology,Tianjin 300457,China; 5.School of Life Science and Engineering,Southwest University of Science and Technology,Mianyang 621000,China; 6.Luzhou Baonuo Biotechnology Co.,Ltd.,Luzhou 646000,China)
The distiller's grains from Luzhou-flavorBaijiu(liquor)production were washed by cooling water from the liquor distillation.The effects of distiller's grains-cooling water ratio,cooling water temperature and washing grains time on the grains washing were studied through single factor and orthogonal tests.The results showed that the factors affecting grains washing in order was as follows:washing time,distiller's grains-cooling water ratio,cooling water temperature,and the optimal conditions for grains washing were distiller's grains-cooling water ratio 1∶2(g∶g),cooling water temperature 70℃,washing grains time 40 min.Under these conditions,the trace elements in grains washing water had abundant varieties,including nine kinds of ester,six kinds of acid,four kinds of alcohol and three kinds of aldehyde,in which the content of total acid was 75.3 mg/100 ml and total ester was 19.6 mg/100 ml.
Luzhou-flavorBaijiu;distiller's grains;grains washing;orthogonal test;cooling water
TS261.9
0254-5071(2016)10-0084-04
10.11882/j.issn.0254-5071.2016.10.018
2016-08-04
泸州市科技计划项目(2015CDLZ-S06)
李河(1991-),男,硕士研究生,研究方向为酿酒生物技术及应用。
张宿义(1971-),男,教授级高级工程师,博士,研究方向为酿酒生物技术及应用。