不锈钢复合板塔器的优化设计
2016-11-28郭成成贾娜
郭成成 贾娜
(陕西化建工程有限责任公司)
不锈钢复合板塔器的优化设计
郭成成*贾娜
(陕西化建工程有限责任公司)
从加氢裂化装置汽提塔的设计出发,对不锈钢复合板塔器的设计要点进行了分析,要点问题包括材料选择、焊接、无损检测和开孔接管的设计等方面。
汽提塔 复合板 塔器 优化设计 不锈钢
0 概况
与传统的不锈钢材料相比,不锈钢复合板在性能和成本等方面具有明显的优势,因此该类材料广泛应用于石油、化工、环保等许多工业领域中。在压力容器行业,不锈钢复合板的应用也越来越多。本文结合所设计的复合板塔器,对设计中的要点与难点进行阐述。
该塔器按照GB 150.1~150.4—2011《压力容器》[1]、JB/T 4710—2005《钢制塔式容器》[2]和TSG R0004—2009《固定式压力容器安全技术监察规程》[3]进行设计。
1 汽提塔简介
某项目加氢裂化装置中的2台汽提塔,是由陕西化建工程有限公司设计的复合板塔器。该塔主要材质为S32168+Q345R,塔体主要由大小两段筒体组成,两段筒体直径分别为ø1500/ø3600,筒体壁厚分别为(3+10)mm/(3+24)mm,塔器的总高度为33 310 mm,支撑为裙座结构,两段筒体中间采用锥形结构过渡。汽提塔的主要设计参数见表1,设备外形如图1所示。
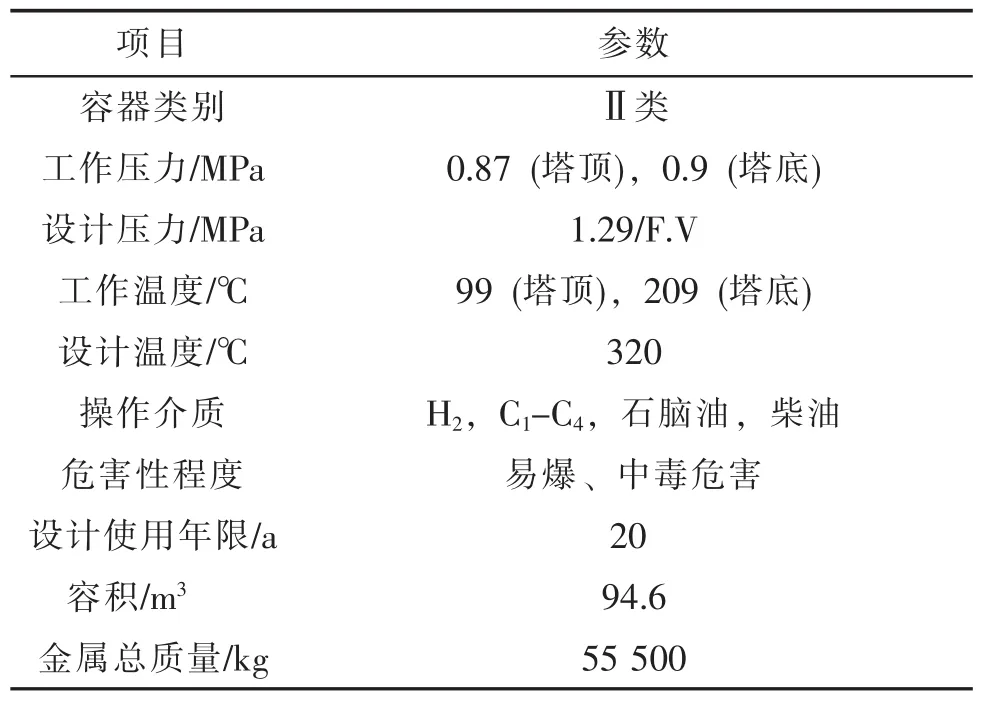
表1 汽提塔设计参数

图1 汽提塔结构
2 设计要求
该塔器采用压力容器设计软件PV Desktop 10.0进行强度计算,采用Autocad进行绘图。考虑到该塔器介质特性以及工作压力等,按照GB 150—2011[1]、JB/T 4710[2]标准要求,对该设备的设计要点和难点进行了分析,其要点、难点问题主要在塔器材料选择、焊接形式选择、无损检测要求和开孔接管的设计等方面。
2.1 材料的选择
壳体材质为复合板S32168+Q345R,材料应按NB/T 47002.1—2009《压力容器用爆炸焊接复合板第1部分:不锈钢-钢复合板》中B1级进行制造、检验和验收;基层材料为Q345R热轧钢板,覆层材料为S32168不锈钢板。
考虑到介质的腐蚀性,接管材质也需要采用基层加耐腐蚀层的结构。根据车间的加工能力,可以完成DN≥80 mm无缝接管的内壁堆焊。若选择的接管为80 mm≤DN≤400 mm,可采用碳钢无缝钢管和内壁堆焊S32168的结构。若DN>400 mm,可采用复合钢板卷制完成,以减少加工成本。若DN<80 mm,考虑到无法进行内壁堆焊以及复合钢管采购困难等因素,可直接采用整体不锈钢结构。另外,对于内伸接管,为避免介质腐蚀,也需要采用不锈钢钢管。
2.2 焊接形式及无损检测要求
复合钢板的焊接过程不同于一般钢板,它相当于进行异种金属的焊接,因此具有特殊性。为了保证复合钢板不因焊接过程而失去原有的性能,通常采用覆层和基层分别焊接,中间添加过渡层的方法进行焊接,以使整个接头焊缝具有良好的组织与性能,从而保证接头能同时满足强度及耐腐蚀性能的要求。
对AB类焊接接头采用的焊接坡口形式如图2所示。该节点分三个阶段进行焊接,即基层焊接、过渡层焊接和覆层焊接。首先进行基层的焊接,可以采用埋弧自动焊;焊接完毕后,采用碳弧气刨进行清根处理,需要将基层刨掉0.5~1 mm。然后进行过渡层焊接,过渡层焊接属于异种钢焊接,它是整个接头焊接质量的关键。最后进行覆层的焊接,采用氩弧焊焊接。
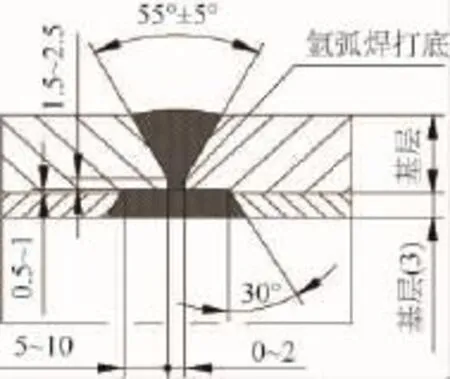
图2 焊接接头
为了保证焊接接头的质量,除了合理的焊接工艺以外,还需要进行相应的无损检测。复合板的焊接接头与常规接头不同,常规焊接接头一般在整个接头焊接完毕后进行无损检测,而复合板焊接接头需要在焊接过程中进行检测。基层是保证整个复合板强度的部分,在基层焊接完毕后,就需要进行严格的射线或超声波检测。由于覆层焊接过程复杂,焊材价格较高,且不宜经过较多的热过程,所以基层焊缝的检查一般在焊接覆层之前进行,若发现缺陷应及时返修。基层焊缝合格后再进行覆层焊接。
过渡层在焊接前,对修磨平整的焊缝表面,需要进行表面磁粉检测或渗透检测,以确保与过渡层的结合面无裂纹等缺陷存在。同样,在过渡层焊接完后、覆层焊接之前,以及覆层焊接完后,均须进行100%渗透检测,确保整个焊接接头质量合格。
2.3 开孔接管的设计
接管与筒体的焊接也是该塔器设计的关键之一。接管与筒体的焊接既要保证开孔补强的需要,也要考虑焊接接头的强度和耐腐蚀性能。
按照GB 150—2011中对补强圈使用限制的要求,该塔器均满足补强圈使用限制要求。对接管DN≥80 mm,采用无缝钢管带补强圈结构,详细的焊接节点如图3所示。首先,对接管、补强圈与筒体碳钢部分进行焊接。焊接完毕后,对内壁进行修磨,然后再进行不锈钢层堆焊。如果接管为内伸接管,不锈钢材质的内接管可直接与堆焊外表面焊接。

图3 带补强圈结构
对于DN<80 mm的接管,由于无法进行内壁堆焊,只能选用整体不锈钢接管。如果直接将不锈钢管与壳体进行焊接,这是属于异种钢焊接。由于不锈钢强度不如碳钢材质,加上工艺管道载荷的影响,在不锈钢管与壳体的角焊缝处很容易产生裂纹,导致泄漏,而且修补比较困难。为了避免这种情况发生,可以采用增加中间管座的方法,详细结构如图4所示。
在接管与壳体连接处,增加DN=100 mm的接管、法兰和法兰盖,接管、法兰和法兰盖内壁均堆焊耐腐蚀层。由于接管较大,主要由碳钢部分承担压力载荷,保证了接管与壳体连接接头的强度与稳定性。最后,在法兰盖上开孔,焊接DN<80 mm的不锈钢接管。此种结构很好地避免了异种钢焊接接头易发生泄漏的问题。如果不锈钢管与法兰盖处发生泄漏,可以直接将不锈钢管和法兰盖一起更换,操作很方便。这样结构设计极大地延长了复合板壳体的使用寿命。

图4 中间管座结构
3 结论
本文结合该汽提塔的设计经验,简述了塔器筒体与接管材质的选择、焊接接头形式的选择、无损检测的相关要求,以及接管与壳体焊接接头形式的设计,分析了设计要点和需要注意的问题,优化了塔器设计,可为类似的复合板塔器设计提供一定的参考。
[1]全国压力容器标准化技术委员会.GB 150.1~150.4—2011压力容器[S].北京:中国标准出版社,2012.
[2]全国压力容器标准化技术委员会.JB/T 4710—2005钢制塔式容器[S].北京:新华出版社,2005.
[3]中国特种设备检测研究院.TSG R0004—2009固定式压力容器安全技术监察规程[S].北京:新华出版社, 2010.
哈尔滨石化催化烟机长周期运行创纪录
截至2016年3月29日,哈尔滨石化公司I催化烟机连续运行28个月,创出国内同类装置长周期运行新纪录。
2008年5月,哈石化I催化装置烟机正式投入运行。2014年2月24日,该公司将静叶数量调整为41片,叶形设计改为高效弯扭复合叶形,重新设计动静叶围带。同年9月16日,改造后的烟机正式运行,实现长周期无故障运行。装置2015年实现发电量1000万kW·h,比2014年多发电700万kW·h,在以往不发电的夏季也能每月发电70万kW·h,实现效益420万元。
(金书文)
Optimal Design of Tower with Stainless Steel Composite Panels
Guo ChengchengJia Na
Based on the design of the stripping tower of the Hydro-cracking Unit,the design essentials of the tower with the stainless steel composite panels are analyzed which contains the selection of the material,the welding, the nondestructive testing,the design of the opening tubing connection and etc.
Stripping tower;Composite panel;Tower;Optimal design;Stainless steel
TQ 050.2
10.16759/j.cnki.issn.1007-7251.2016.08.004
2015-11-25)
*郭成成,男,1985年生,硕士研究生,工程师。杨凌市,712100。