三聚结晶器的制造
2016-11-28杨连红郭志英赵丹金城宇
杨连红 郭志英 赵丹 金城宇
(中航黎明锦西化工机械(集团)有限责任公司研究所)
化机制造
三聚结晶器的制造
杨连红*郭志英 赵丹 金城宇
(中航黎明锦西化工机械(集团)有限责任公司研究所)
介绍了三聚结晶器的结构特点,并分析了其制造难点。有针对性地提出了采用透光法进行壳体组对安装的方案,以确保壳体各部件的同轴度。
三聚结晶器 筒体 封头 焊接 制造难点 制造工艺 透光法
0 前言
三聚结晶器是2万t/a聚甲醛项目的关键设备。该设备的主体材料为S32168,设备直径3400 mm,筒体壁厚12 mm。设备壳体由上封头组件、筒体、锥封头组件三部分组成,壳体外形规格尺寸为DN3400×12×7325。该设备为带底轴承的上传动机构搅拌设备。该设备的制造关键是壳体整体组焊完成后顶、底部法兰中心的同轴度允差≤2 mm,上部法兰密封面的垂直度允差≤1.5 mm,底部法兰端面的垂直度允差≤0.9 mm,壳体总长公差≤5 mm,总组装完成后确保底部搅拌器与锥封头间隙为20 mm。为确保壳体的顶、底法兰中心孔的同轴度要求,采用透光法进行壳体组对以替代整体二次加工。另外,壳体的直径大、厚度较薄,这也给设备的制造增加了难度。
三聚结晶器的结构如图1所示。
1 主要零部件的制造
由于设备搅拌部分是采用进口搅拌转动装置,在制造厂仅对设备的壳体部分进行制造,因而不能在制造厂进行整体组装及试运转。三聚结晶器的壳体结构如图2所示。
该设备壳体由上封头组件、筒体和锥封头组件三部分构成。由于设备的直径较大且壳体的壁厚较薄,控制筒节的圆度、部件的整体加工精度以及组对时对口错边量是确保壳体上、下同轴的关键。
1.1 上封头组件的制造
(1)封头内径为3400 mm,下料厚度为14 mm,旋压成形。上封头组件结构详见图3。
(2)封头成形经检验合格后,进行机加工。先将工装支撑圈点焊固定在封头大端口处,加工其大端坡口,再以封头大端为基准加工封头中心孔。然后将中心孔处的接管与法兰一次加工图组焊件、封头组焊,再对上封头组焊件进行整体二次加工。法兰密封面的同轴度允差≤1 mm,垂直度允差≤1.0 mm。
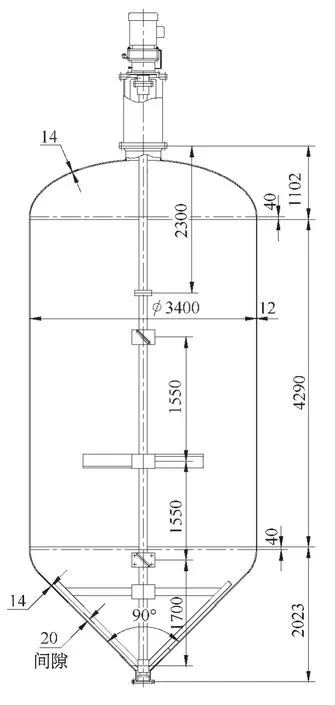
图1 三聚结晶器的结构

图2 壳体结构
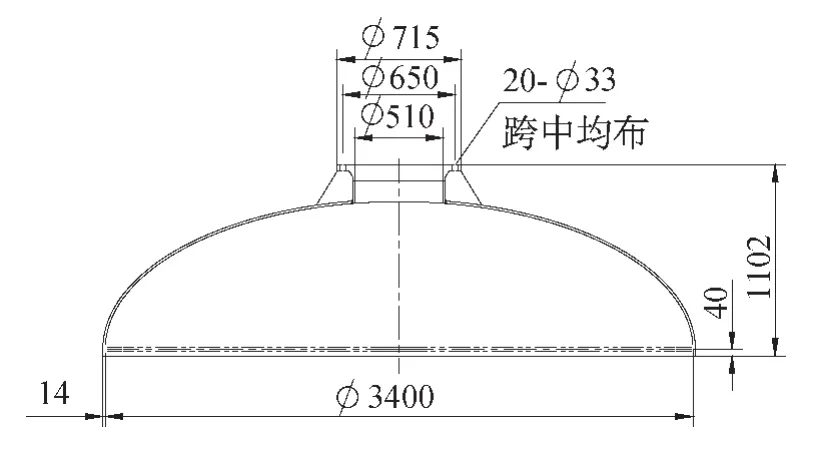
图3 上封头组件
1.2 锥封头组件的制造
(1)锥封头组焊件由锥体、接管、法兰组成。锥体大端内径为3400 mm,小端内径为207 mm,壁厚度为14 mm。锥封头组件的结构详见图4。

图4 锥封头组件
(2)锥封头分三段进行制造,大端和中间段冷滚成形,小端分两半压制成形,并分别对三段的锥节两端进行坡口配制加工。
(3)锥封头组焊时,为保证焊接质量,避免焊接变形,先在每段端口两侧分别用工装支撑圈固定,然后再将接管和法兰一次加工图组焊件与锥体进行组焊。
(4)对锥封头组件按施工图要求进行整体二次加工。首先加工锥体大端坡口,然后以大端为基准,按施工图要求加工小端法兰内孔及其密封面。小端法兰密封面同轴度允差≤1 mm,垂直度允差≤0.9 mm。
1.3 筒体的制造
筒体由各筒节组焊而成。筒节的制造是在上封头组件和锥封头组件加工完成后,按上封头和锥体大端的内径配作筒节下料展开长度。
2 壳体的制造
采用透光法进行壳体各段的组对安装,并进行焊接。所谓透光法,是一种利用光直线传播的特点来进行设备安装的方法。也就是说,利用激光经纬仪发射出光束(光斑直径为2 mm),在壳体上不同处安放光靶,使穿过壳体上不同处光靶上的光束均在2 mm的光斑直径范围内,按此方法对上封头组件、筒体和锥封头组件三部分进行组对焊接。壳体组对安装采用透光法,共设置4个光靶,其安放位置如图5所示。壳体制造的具体方法如下所述。
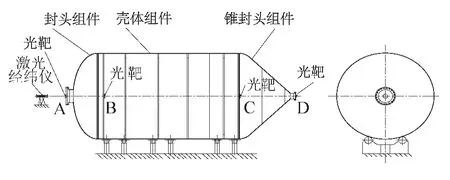
图5 光靶安放位置示意图
(1)在上封头组件的法兰端口、筒体的两端和锥封头组件的法兰密封面上,分别放置光靶组件。安装光靶时按八点法确定所装位置的圆心。光靶组件详见图6。
(2)首先将筒体放置在托滚架上,调整激光经纬仪光源中心与筒体的两端光靶中心重叠,要求三个位置的同轴度≤1 mm,并将激光经纬仪固定。然后将上封头组件与筒体进行组对,同轴度≤1 mm,并点焊固定上封头组件。再按同样的方法组对锥封头组件,四个位置的同轴度均≤1 mm,然后点焊固定锥封头组件。
(3)按本工程焊接工艺要求进行焊接。检测合格后,将设备立置找正,进行检测。上封头组件法兰密封面水平度≤0.2 mm/m,上封头、锥封头组件的法兰密封面同轴度允差≤2 mm,上封头法兰密封面的垂直度允差≤1.5 mm,锥封头法兰端面的垂直度允差≤0.9 mm。
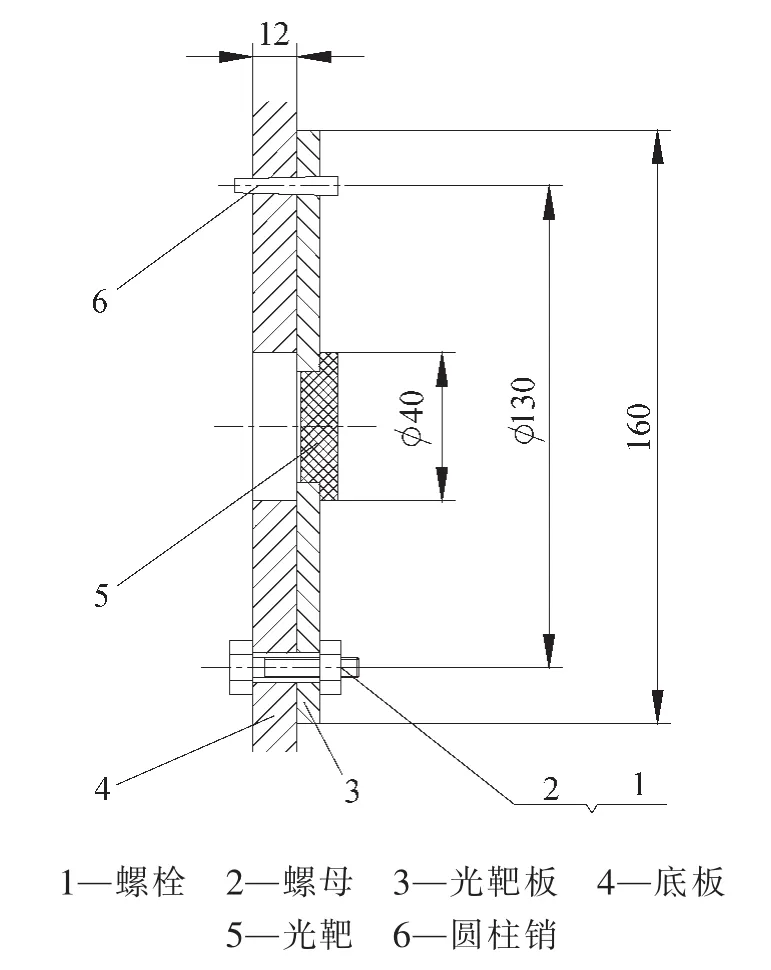
图6 光靶组件
3 结束语
该三聚结晶器设备已在用户现场一次组装试车成功。实践证明,用透光法进行壳体组对取代组焊后用整体加工方法保证同轴度的工艺措施是可行的。该方法的成功运用不仅缩短了制造周期、降低了制造成本,也为此类大型薄壁搅拌设备的制造提供了有益的借鉴。
[1]HG/T 20569—2013机械搅拌设备[S].北京:中国计划出版社,2014.
[2]HG 2367—2005氯乙烯聚合反应釜技术条件[S].北京:化学工业出版社,2006.
过滤器滤芯国产化开发应用项目通过评定
2016年5月19日,“催化裂化油浆过滤器滤芯国产化开发应用”通过项目评定。据介绍,燕山石化公司三催化油浆过滤器采用国外一家公司生产的金属粉末滤芯,价格昂贵,滤芯粉末体与连接头焊接部位开裂,导致滤芯多次发生断裂;过滤精度达不到设计要求;过滤器上压快,连续运行周期只有15天到6个月。为此,在中国石化科技部的支持下,安泰科技和燕山石化合作,开发了经济实用的国产滤芯。国产滤芯采用非对称复合结构,在结构设计、生产工艺控制及组装方式上均具有创新性,可降低过滤器运行压差,有效提高滤芯整体结构强度,避免滤芯变形、断裂,提高滤芯的可靠性。实验室评价结果表明,该非对称滤芯总体性能达到进口滤芯的水平。(高远)
Manufacture of Thrice Polymer Conglbutale Vessel
Yang LianhongGuo ZhiyingZhao DanJin Chengyu
The structural features as well as the manufacturing difficulties of the thrice polymer conglbutale vessel are introduced and analyzed.Moreover,the project of the paired assembly of the shells through the light transmitting method to ensure the coaxiality is proposed.
Thrice polymer conglbutale vessel;Shell;Head;Welding;Manufacturing difficulties;Manufacturing process;Light transmitting method
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2016.08.013
2016-03-01)
*杨连红,男,1968年生,高级工程师。葫芦岛市,125001。