Ti-35合金设备的关键制造技术
2016-11-28原杰叶建林董斌袁敏哲
原杰 叶建林 董斌 袁敏哲
(西安优耐特容器制造有限公司)
Ti-35合金设备的关键制造技术
原杰*叶建林 董斌 袁敏哲
(西安优耐特容器制造有限公司)
Ti-35合金是后处理设备的新型用料。对Ti-35材料的焊接和机械加工性能进行了试验研究。采用新工艺、新技术成功地研制出国内首台Ti-35材料溶解器、蒸发器实验设备,满足各项技术要求并顺利通过验收。为Ti-35材料的商业化应用起到了积极的推动作用。
钛合金 焊接工艺 溶解器 蒸发器 制造技术 胀接
0 前言
Ti-35合金是西北有色金属研究院对Ti-Ta系合金长期系统的研究,优化出的一种具有优异耐沸腾硝酸溶液腐蚀的新型钛合金[1],其已被证明是替代超低碳不锈钢制造溶解器、蒸发器等后处理关键设备的理想用料。Ti-35合金作为一种新型化工设备用材,其在焊接、成形等方面的性能与传统的钛合金相比有了一定的改善。Ti-35合金是在传统的钛合金基础上加入了质量分数小于10%的Ta元素。由于Ta的熔点极高,加上Ta与Ti的密度相差极大,这就使得Ti-35合金与传统的钛合金在焊接性能等方面有所不同。西安优耐特容器制造有限公司利用长期从事稀有金属压力容器制造的丰富经验,针对Ti-35合金材料的特点,对Ti-35合金在加工、焊接、成形等方面的性能进行了试验研究,通过控制原材料及制造过程的关键环节并采用一些新工艺、新技术,成功地研制出Ti-35合金溶解器、蒸发器实验设备。经过多种检测和试验,该溶解器、蒸发器实验设备在性能和质量上均能满足相关标准和客户的图纸、技术条件的要求,最终顺利通过了客户的评审验收。
本次研制的Ti-35合金溶解器、蒸发器实验设备在材料、结构、关键制造工艺等方面均与正式产品相似,这就为后续Ti-35材料的溶解器、蒸发器正式产品的制造提供了成熟的工艺和经验,同时也为Ti-35材料在后处理关键设备中的工业化应用奠定了基础。
1 制造关键技术
1.1 焊接工艺
设备焊缝的质量好坏直接决定了整台设备的可靠性和安全性,因此在设备制造前,必须进行焊接工艺评定,从而确定正确的焊接方法和焊接参数。研究表明,焊接热输入量和热循环道次是Ti-35合金焊缝性能的关键因素[2]。通过长期、大量的焊接工艺试验,总结优化出了适用于Ti-35合金间焊接以及Ti-35与异种钛合金间焊接的工艺参数,如表1所示。
Ti-35合金的化学成分和力学性能决定了其焊接特性的复杂性:(1)高温时,Ti-35合金已与碳、氢、氧等杂质发生反应生成化合物,严重影响了焊缝质量和耐腐蚀性能。(2)Ti-35合金作为一种α合金,焊缝若在高于β相变温度之上的高温停留时间过长,会导致强度、塑性和冲击韧性下降。(3)铁的存在对Ti-35合金的耐腐蚀性影响很大,并且铁污染会导致加速吸氢,严重影响焊缝质量。针对以上特点,除了严格按照焊接工艺进行施焊外,还应采取以下有效的措施来确保焊接质量。

表1 焊接工艺参数
(1)焊前准备:所有的坡口应尽量使用机械加工的方式获得,并且严格控制焊缝坡口结构尺寸。焊接前焊缝坡口及焊缝两侧50 mm焊缝热影响区范围内用丙酮进行清理去油脂。
(2)焊接保护:焊接时需对熔池、焊缝及温度超过300℃的热影响区妥善保护。应针对不同的焊接结构,制作特殊结构的托罩和保护罩,形成均匀稳定的层流,对焊接接头部位进行良好的保护。
(3)Ti-35焊接区应以快速冷却为宜,因此在焊接过程中,除了严格控制层间温度外,还应使用铜板等措施加速焊接区域冷却速度。
(4)焊接环境:焊接均在洁净环境中进行,要对焊接区域进行“菲绕啉”试验检测,在保证无铁离子污染时方能进行施焊。施焊时相对湿度不大于60%,焊件温度不低于5℃。焊接平台、设备及工装等应清洁,必要时采用丙酮擦拭拖罩及背面保护装置、压板等。焊工及装配工戴洁净的纱布手套。
通过以上措施对焊接过程严格地控制,最终设备焊缝表面均呈银白色,PT、RT检测也均符合相关标准、图纸和技术文件的要求。此外,还对设备焊接试板进行了力学性能试验,结果均满足要求。有关试验结果如表2、表3所示。

表2 拉伸试验结果
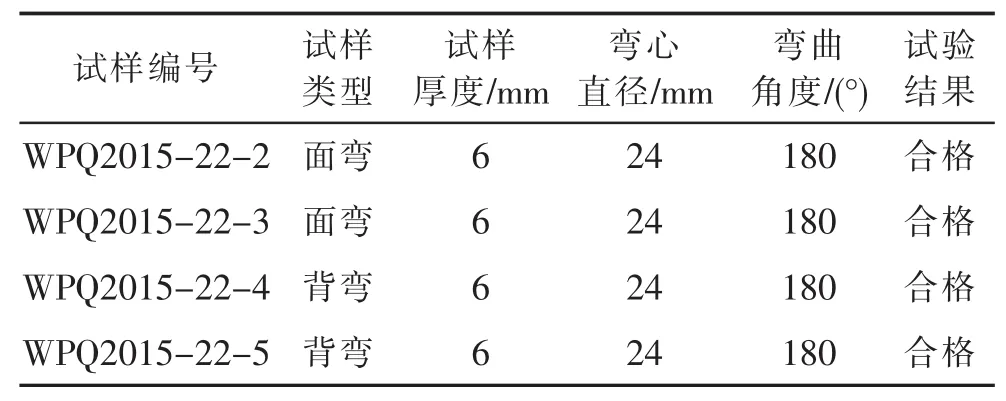
表3 弯曲试验结果
1.2 封头成形工艺
Ti-35合金具有强度高、变形抗力较大、回弹较大以及大量冷变形后会产生晶格畸变等特点[3]。鉴于Ti-35合金在一定的温度下其塑性得到明显改善,同时其变形抗力和回弹减小,成形性能显著改善,因此Ti-35封头成形宜采用热成形工艺。考虑其变形抗力和回弹因素,应保证一定的终压温度,且终压温度应尽量高。通过模拟试冲和试样分析,确定了封头加热工艺如图1所示。同时,还应对下料尺寸、压制方案、模具结构和预热温度等方面进行严格控制。成形后的封头不仅形状尺寸严格符合标准要求,还具有较好的力学性能。成形后封头力学性能如表4所示。
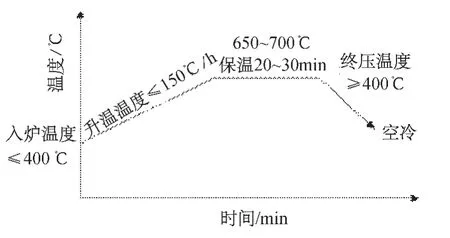
图1 封头加热工艺
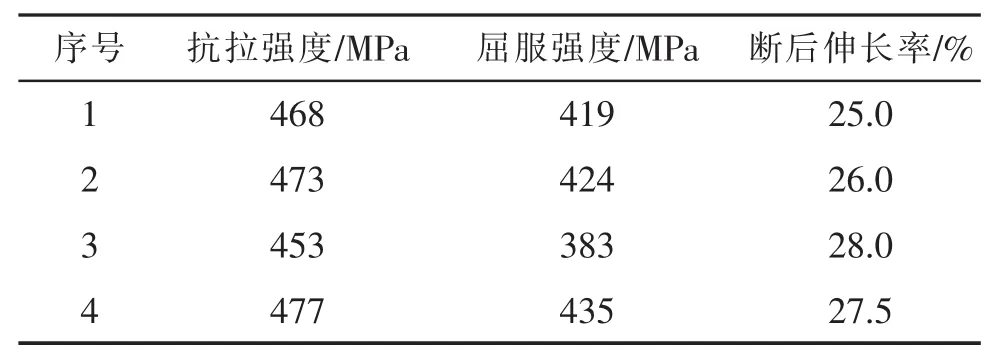
表4 封头力学性能
1.3 胀接工艺
为了保证管头与管板接头的质量,管头与管板接头采用胀接加强度焊的方式以保证连接强度和密封性,从而提高接头的抗疲劳性能,延长设备的使用寿命[4]。针对Ti-35合金的特点,应采用柔性胀接。与其他胀接方法相比,液压胀接具有管壁受压均匀、换热管轴向伸长率小、胀接段过渡光滑等诸多优点,因此本设备胀接方法采用液压胀接。
换热管发生屈服而管板发生弹性变形是最理想的胀管状态,因此采用下式进行胀接力的计算:

式中σs1——管材屈服极限,为438 MPa;
σs2——管板屈服极限,为441 MPa;
do——管子外径;
di——管子内径;
Di——管板上管孔直径;
B——孔桥尺寸。
由上式计算得到本设备所需的胀接力ps=391 MPa。根据计算的胀接压力并通过试胀接对胀接力进行修正,最终确定胀接力为400 MPa,此时胀接效果满足要求。由于管板上分布的管孔较多,在进行胀接时,采用从管板周边向内对称交替胀接的顺序进行胀接,严格控制管子伸出长度,同时避免多次反复胀接。胀接前和更换胀管器后必须检查胀接长度,防止管板背面壳体内换热管胀出,从而保证了胀接质量,也有效地控制了由于胀接引起的管板变形。
2 无损检测
无损检测是确保产品安全质量的重要技术手段。针对该类产品结构与Ti-35材料特点,除了严格按照标准、图纸技术要求进行无损检测外,还应制定针对性的无损检测策略。由于Ti与Ta原子排序相差较大,传统的像质计无法保证探伤的灵敏度和探伤底片的清晰度,因此通过研制Ti-35专用像质计、增加无损检测方法和次数、提高无损检测灵敏度与缺陷检出率等技术手段,确保了无损检测的质量。
3 结论
Ti-35作为一种新型化工设备用材,如何利用其制造出高质量的设备,并没有可借鉴的先例和经验。本公司依托多年的研究成果和经验数据,通过对Ti-35材料成形、焊接、胀接等关键工艺的大量试验研究,并对整个制造、检验环节进行严格控制,成功研制出国内首台Ti-35合金溶解器、蒸发器实验设备。该设备最终检测合格并顺利通过验收。目前该设备的中试阶段一切良好。该Ti-35合金设备的成功研制,为Ti-35材料的推广和工业化应用奠定了良好的基础。
[1]吴金平,杨英丽,赵彬,等.后处理设备用Ti-35合金材料研究[C].北京:中国核学会,2006:302-304.
[2]吴金平,杨英丽,赵恒章,等.焊接热循环对Ti35钛合金组织性能的影响[J].中国有色金属学报,2010,20(1):650-653.
[3]杨英丽,赵彬,林桥,等.冷加工率对Ti-35合金组织性能的影响[J].钛工业进展,2004,21(6):22-23.
[4]陆怡,颜惠庚,宋瑞宏,等.换热管与管板液压胀接接头疲劳性能[J].化工机械,2003,30(4):198-201.
Key Manufacturing Technology of Ti-35 Alloy Equipment
Yuan JieYe JianlinDong BinYuan Minzhe
Ti-35 alloy is a new-type material for the post processing equipment.Thus,the welding performance and the machining property of the Ti-35 alloy is studied.Then the first dissolver and evaporator laboratory equipment of the Ti-35 material in China,which meets all the technical requirements and passes the acceptance,is successfully developed by applying new technology.Meanwhile,it has played an active role in promoting the commercial application of the Ti-35 material.
Titanium alloy;Welding technology;Dissolver;Evaporator;Manufacturing technology;Expanded connections
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2016.08.014
2015-12-20)
*原杰,男,1989年生,硕士研究生,助理工程师。西安市,710201。