喂线法批量生产蠕墨铸铁的控制要点
2016-11-26许景峰姜爱龙张敏之刘继波
许景峰,鲁 栋,姜爱龙,房 夺,张敏之,刘继波
(1潍柴重机股份有限公司滨海铸造厂,山东潍坊261001;2潍柴动力股份有限公司,山东潍坊261041)
·铸造工艺·
喂线法批量生产蠕墨铸铁的控制要点
许景峰1,鲁栋1,姜爱龙2,房夺2,张敏之1,刘继波1
(1潍柴重机股份有限公司滨海铸造厂,山东潍坊261001;2潍柴动力股份有限公司,山东潍坊261041)
蠕墨铸铁成为柴油机升级换代的材料首选,它具有球墨铸铁的强度,又具有灰铸铁类似的防振、导热能力及铸造性能。本文介绍采用喂线法批量稳定生产不同牌号、重量蠕墨铸铁气缸体、缸盖、曲轴箱的工艺控制要点,并根据生产流程图对影响蠕化率因素进行了逐一分析。铸造生产过程由粗放式改为精细化管理,辅以先进的热分析仪技术及实用的超声波技术,潍柴蠕墨铸铁铸件实现了批量稳定生产。
蠕墨铸铁;喂线法;热分析技术;超声波
近年来,随着柴油机国家排放及节能要求的不断提高,产品升级换代的速度也不断加快。作为发动机关键零件,如气缸体、气缸盖、曲轴箱的性能提出了更高的要求,重量提出了更轻的要求。高牌号灰铸铁(HT300及以上)已不能满足上述要求,蠕墨铸铁作为灰铸铁很好的替代品解决了上述问题,它具有球墨铸铁的强度,和灰铸铁相比又有类似的防振、导热能力及铸造性能,而又比灰铸铁有更好的塑性和耐疲劳性能[1,2]。
制约蠕墨铸铁应用的主要因素就是其生产的稳定性,这也是蠕铁至今未被广泛应用的原因,其生产需要进行严格的成分和过程控制,才能保证其蠕化效果的稳定性。Mg和稀土元素作为蠕铁蠕化剂,在铸件中的残余量有极窄的范围(±0.004%),超出此范围就会变为灰铁或球铁,因此良好的蠕化处理工艺控制是蠕铁材料大规模应用的前提条件[2,3]。
目前生产蠕铁最常用的工艺为冲入法和喂线法,冲入法操作简单,稳定性差,不适合生产高端蠕铁铸件,喂线法球墨铸铁生产作为一种较先进的生产工艺在铸造工业中已经得到了较广泛的应用[4,5]。目前稍有规模的铸造厂普遍采用喂线法进行蠕墨铸铁的生产,表1为两种工艺的优缺点比较。
本文介绍采用喂线法批量稳定生产不同牌号和重量的蠕墨铸铁气缸体、缸盖、曲轴箱的工艺控制要点,并根据生产流程图(见图1)对影响蠕化率的因素进行了逐一分析。
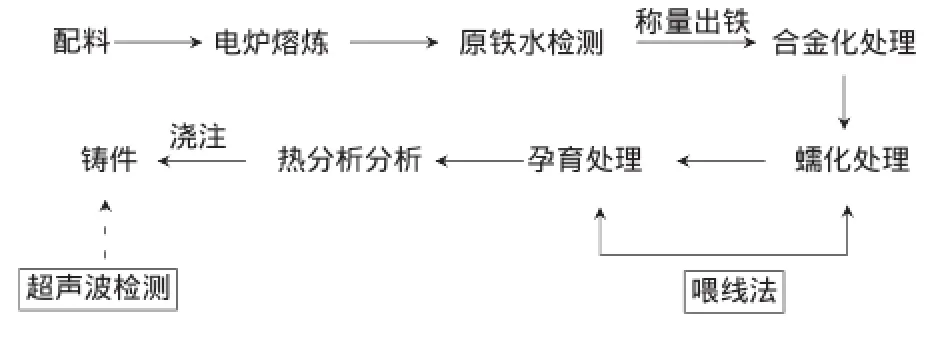
图1 生产流程图
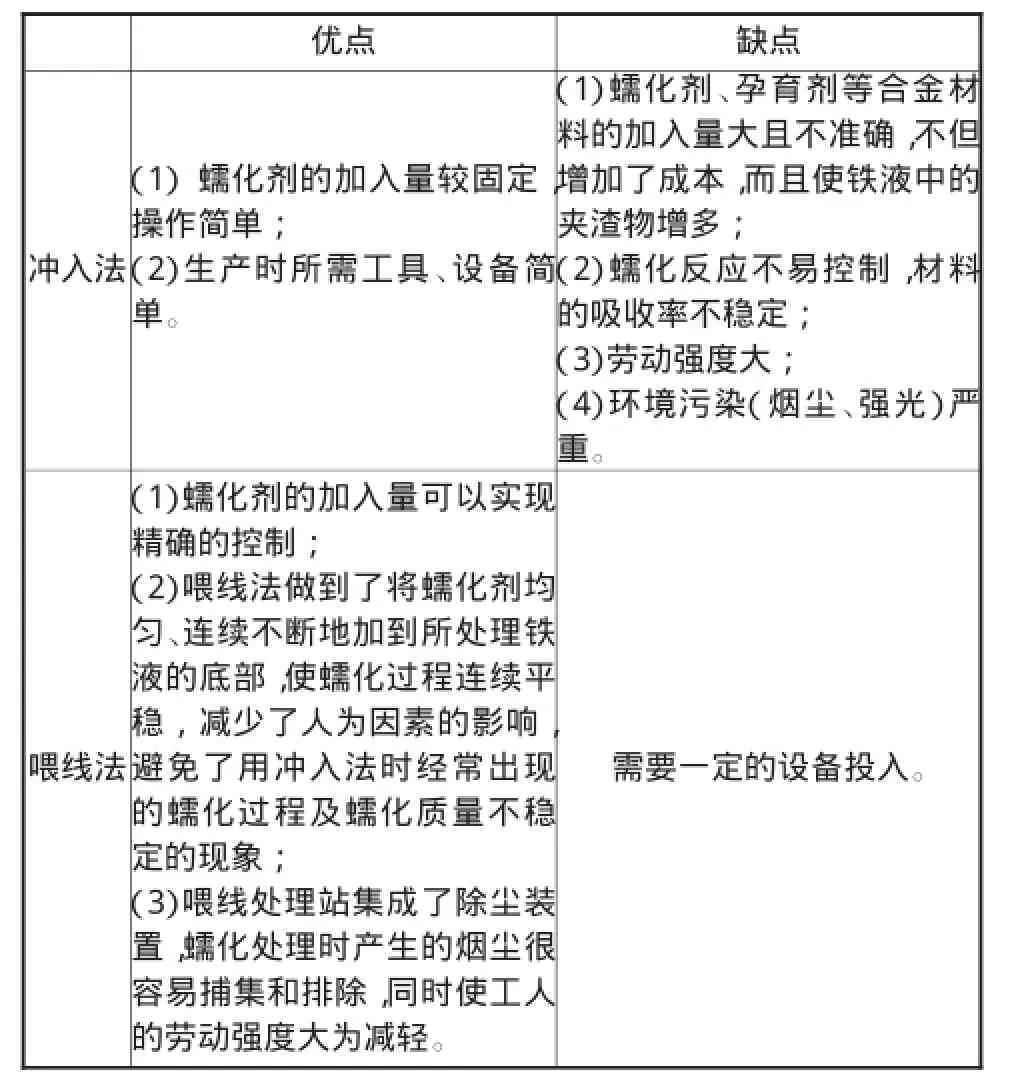
表1 冲入法与喂线法生产蠕铁优缺点
1 生产工艺控制要点
1.1原材料要求
蠕墨铸铁生产中主要原材料有生铁、废钢、回炉料、增碳剂、硅铁、锰铁等。
1)生铁:最好选用低硫、低磷和低钛且稳定,高碳低硅的生铁(如Q10、Q12).
2)废钢:建议采用形状规整、薄厚均匀,种类较稳定的碳素钢(如Q235、45等).
3)回炉料:需要经过抛丸破碎的蠕铁或铁素体球铁回炉料。
4)增碳剂:石墨化低硫增碳剂。
1.2电炉熔炼控制
感应电炉熔炼铁水特点:白口倾向大,收缩倾向大,适合生产不同产品铸件。由于过冷倾向大,需要高温静置,静置温度1 500℃~1 550℃,利于渣上浮,起到净化铁水问题。但静置时间过长会导致铁水氧化严重,一般静置时间5min~15min为宜。具体配料比例见表2.

表2 电炉铁料配料比例
1.3原铁水化学成分控制
熔化完毕后取样,能精确检测原铁水,一般采用C-S仪和直读光谱仪对原铁水的化学成分进行检测,具体化学成分如表3.

表3 蠕墨铸铁原铁水化学成分控制要求
1.4孕育处理及合金化处理
孕育处理是为了消除球化元素(Mg、RE等)引起的白口倾向,同时能细化组织,提高性能。但孕育量过大,产生晶核多,有利于产生过多球状石墨,加入量一定要适当。
目前生产气缸体、气缸盖、曲轴箱毛坯牌号多为RuT400、RuT450,基体组织以珠光体为主,需要通过合金化处理来提高珠光体含量,铜和锡是目前常用的两种合金化元素,加入量一般为0.4%~0.8%、0.04%~0.10%.
2 包芯线与铁水包匹配关系
蠕化处理过程是蠕墨铸铁生产的关键控制环节,稳定生产需要通过喂线法蠕化处理工艺保证。在蠕化处理过程中,铁液的硫含量、出铁量、蠕化处理铁水温度、包芯线加入量等可精确控制,喂线速度可以随时调整,使铁液的稀土和残余镁含量稳定控制在一个极窄的范围(±0.004%)[6].
2.1包芯线的成分控制
目前包芯线质量分数多为低镁(5%~8%)、稀土(6%~10%),具体含量根据铁水包吨位、出铁量及产品大小来控制。包芯线直径多为13mm.
2.2铁水包的选择
一般每包处理的铁液重量1 t~8 t,为提高吸收率,增加镁蒸气和铁液的接触时间,铁水包的高径比多为1.2~1.5.
2.3蠕化处理温度及时间
根据出铁量多少、初浇温度高低及铁水运输时间,处理温度控制在1 450℃~1 530℃范围内较为合适。为了充分反应,喂线速度不应过快(图2为蠕化反应速度与吸收率关系图),在充分保证吸收率的前提下,喂线结束后反应时间不应低于1min.
3 热分析仪应用
减少人为影响因素,铁液状态的波动也是无法避免的,如图1中的各个因素的变动都会影响蠕化结果。除这些因素外,活性氧和活性硫的含量也会改变蠕铁蠕化范围的大小和位置。铁液在包中的停留时间、运输时间及浇注时间的变化也将改变蠕化和孕育衰退时间。如此诸多的生产变数唯有靠在线过程控制才能保证蠕铁的稳定生产[7]。利用OCC热分析仪系统对蠕化处理后的铁水进行分析检测,根据热分析结果判断是否浇注。

图2 反应速度与吸收率关系图
4 检测试块的优化
由于蠕墨铸铁的壁厚敏感性问题,用同一包蠕铁浇注不同的铸件,往往薄壁铸件蠕化率偏低,力学性能高,厚大部位蠕化率偏高,力学性能低。选择检测铸件的性能原则是本体优于附铸,附铸优于单铸,附铸尺寸和位置因根据本体主要壁厚参考标准制定。以机体为例(牌号RuT400),检测单铸、附铸、本体(瓦口处)的力学性能见表4,金相组织图片分别见图3,图4和图5.

表4 本体及试块的机械性能与金相组织
从图3、图4、图5可以看出单铸试棒、附铸试棒、机体本体中石墨均主要以蠕虫状存在,同时存在少量的球状石墨,蠕化率均在80%以上,珠光体含量均在80%以上。从表4中可以看出单铸试棒的抗拉强度为490 MPa,附铸试棒和机体本体的抗拉强度在450 MPa左右,硬度为210 HB~230 HB,断后伸长率为2%,均满足RuT400性能要求。
5 超声波技术应用
通过对不同蠕化率的蠕铁试样进行测试,建立了蠕化率与声速的关系,是无损检测蠕铁铸件的较准确的一种方法。由于超声波经过蠕墨铸铁的声速降低比灰铸铁少,蠕化程度越高,超声波的声速就越高,其关系曲线如图6所示[8]。
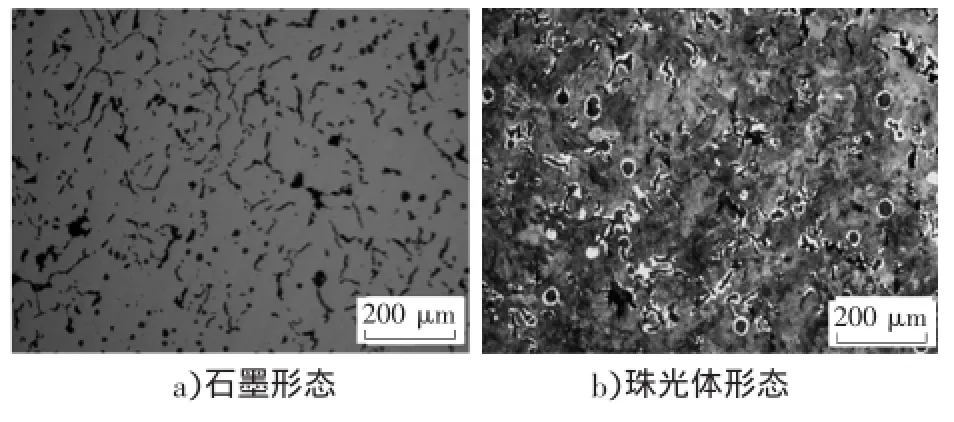
图3 单铸试块金相组织
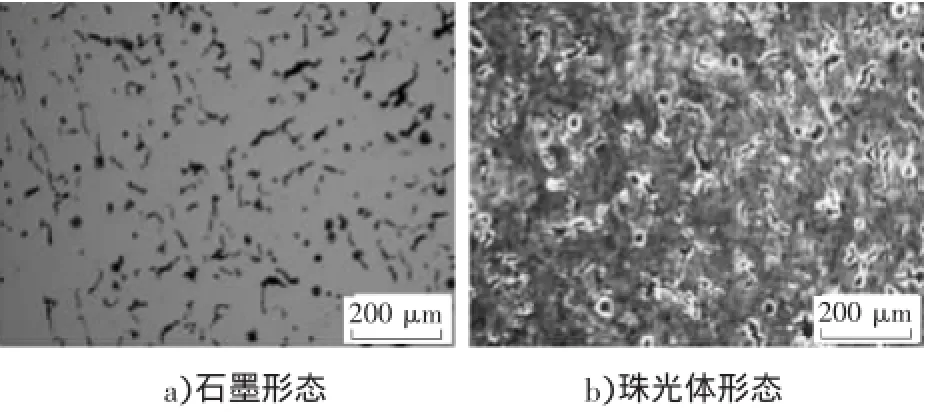
图4 附铸试块金相组织
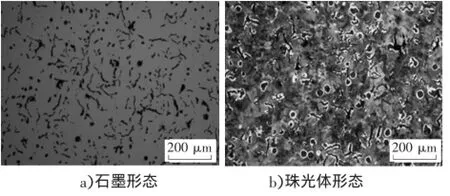
图5 本体瓦口处金相组织

图6 蠕墨铸铁蠕化率与声速率的关系
6 结论
利用喂线法生产蠕墨铸铁,严格控制各生产环节,铸造生产过程由粗放式改为精细化管理,辅以先进的热分析仪技术及实用的超声波技术,潍柴蠕墨铸铁铸件实现了批量稳定生产,为柴油机更新换代提供可靠的毛坯保障。
[1]张伯明.蠕墨铸铁最新发展[J].现代铸铁,2006(1):14-18.
[2]邱汉良.蠕墨铸铁及其生产技术[M].北京:化学工业出版社,2010.
[3]张敏之.蠕墨铸铁柴油机气缸体喂丝蠕化稳定生产工艺[J].铸造设备与工艺,2015(4):8-10.
[4]李培.蠕墨铸铁生产工艺控制及应用[J].铸造,2002,51(2):119-120.
[5]王有清,胡飞,施华武,等.蠕墨铸铁在气缸体铸件上的应用和发展[J].现代铸铁,2010(6):23-25.
[6]刘春.蠕墨铸铁柴油机气缸体的生产工艺[J].铸造,2012(9):59-60.
[7]于化顺.蠕墨铸铁生产技术及工艺[J].现代铸铁,2002(3):38-41.
[8]李明.蠕墨铸铁蠕化率超声波检测的应用研究[J].华东四省一市内燃机学会联合学术年会,2011:53-57.
Control Points of Batch Production of Compacted Graphite Iron with Feeding Cored-wire Technology
XU Jing-feng1,LU Dong1,JIANG Ai-long2,FANG Duo2,ZHANG Min-zhi1,LIU Ji-bo1
(1.Weichai Heavy Machinery Co.,LTD.,Weifang Shandong 261001,China;2.Weichai Power Co.,LTD.,Weifang Shandong 261041,China)
Compacted graphite iron(CGI)has the same strength with the nodular cast iron and similar vibration control,thermal capacity and casting performance with gray cast iron,having become the preferred material of diesel engine upgrade.In this paper,control points of batch production with feeding cored-wire technology of compacted graphite iron cylinder block,cylinder head and crankcase with different grades and weight were introduced,and the factors affecting vermicular graphite according to the flow chart of production were analyzed.Weichai vermicular cast iron realized stable batch production with the change from vulgar to fine management and supplemented by advanced thermal analyzer technology and practical ultrasonic technology.
compacted graphite iron,feeding cored-wire,vermicular graphite,thermal analysis technique,ultrasonic testing
TG253
A
1674-6694(2016)05-0017-03
10.16666/j.cnki.issn1004-6178.2016.05.006
2016-04-18
许景峰(1981-),男,硕士,工程师,主要从事铸造熔炼技术及新材料工艺方面的研究。
