可调螺距螺旋桨造型生产线
2016-11-26陈斌
陈 斌
(镇江中船瓦锡兰螺旋桨有限公司,江苏镇江212009)
可调螺距螺旋桨造型生产线
陈斌
(镇江中船瓦锡兰螺旋桨有限公司,江苏镇江212009)
介绍了一条可调螺距螺旋桨造型生产线,包括:生产线产能计算、设备参数确定、生产线平面布置。对砂输送系统、混砂机系统、机动辊道输送和振实台、砂箱翻转机、涂料喷涂机等铸造生产线关键配套设备的性能要求进行了详细阐述。该生产线是单件、小批量、手工铸造生产升级、改造的典型案例。
可调距螺旋桨;铸造生产线;关键铸造设备
可调螺距螺旋桨(简称调距桨)作为一种新型船舶推进系统,是船舶动力装置关键配套产品,与普通定距桨相比,可调距桨结构更先进,技术含量更高,是船舶推进系统的高端产品,采用柴油机-齿轮箱-变螺距螺旋桨的船舶动力系统也逐渐成为一个发展趋势[1]。
可调距桨由桨叶、桨毂机构(包括毂体、法兰盖、缸盖、拔叉)、配油器、液压系统及电子遥控系统等五大部件或系统组成[2]。其中的桨叶、桨毂机构由铜制铸件加工,目前各个生产厂家的桨叶、桨毂机构铸造都停留在单件、少批量、手工制作的工艺水平,工艺和质量很难控制。本文介绍一种可调距桨铸造生产线,可极大提高铸件质量和生产效率。
1 生产线产能及设备参数确定
1.1设计依据
1)设计年产铸件产能:800个叶片、800个底座、200个毂体、200个法兰盖、200个缸盖、200个拔叉;
2)上述每件产品按三个砂箱设计,砂箱规格:2.50m×2.50m×0.35m;
3)年240个工作日,生产线每天运行6h;
4)造型工艺:水玻璃工艺加碱酚醛工艺。
1.2设备选型计算
1)根据上述的产能要求,计算出生产线平均单个工作日完成的铸件产量:
叶片:800/240=3.3个;
底座:800/240=3.3个;
毂体:200/240=0.83个;
法兰:200/240=0.83个;
缸盖:200/240=0.83个;
拨叉:200/240=0.83个。
每工作日铸造砂箱数量:
(3.3+3.3+0.83+0.83+0.83+0.83)×3=29.8箱;每小时铸造砂箱数量:29.8箱/6h≈5箱/h.
2)混砂机吨位的选择
每件箱砂箱的吃砂量为:2.50m×2.50m×0.35m ×1.50t/m3≈3.28t/箱(砂子密度1.50t/m3);
每小时的砂子需求量为:3.28 t×5箱/h= 16.40t/h.
选择一台20 t/h的混砂机搅拌水玻璃砂即能满足要求,由于碱酚醛砂量比较少,选择一台10 t/h的混砂机搅拌碱酚醛砂。
3)机动辊道载荷及数量
工艺部门提供的砂箱重量为:2.70 t/件,砂箱底板的重量为:3.10t/件.
三只砂箱重叠在一起使用时砂箱的吃砂量为:3.28t/箱×3箱=9.84t.
总承载荷为:2.70 t+3.10 t+9.84 t=15.64 t,机动辊道的载荷确定为18t.
水玻璃砂吹CO2后工艺硬化需耗时60 min,每个砂箱的填砂时间为12 min,配套的硬化工位确定为5个,起模工位需要1个工位,填砂震实1个工位,准备工位按5个配套,总工位为:5+1+1+5=12个工位。
4)外部贮砂罐容量
每天混砂机用砂量为:3.28 t/箱×5箱/h×6 h =98.4 t砂,外部储砂斗一般储砂为2天的砂使用量,则储砂量为98.4 t×2=196.8 t,最终外部贮砂罐的容量按200 t计。
5)外部储砂斗的外形尺寸及斗提机的型号选择
一般大容积的贮砂罐的直径4 500 mm比较合适,外部贮砂罐的直段高度经计算确定为9.5 m,另再加下锥斗2.5m,贮砂罐的腿高2.0m,整个外部贮砂罐高度为:9.5+2.5+2.0=14m.
对于200 t容积的砂斗,需要在6 h实际工作时间内装满整个砂库,则每小时需要的输送量为:200 t÷6 h=33.3 t/h,所以即可选择斗提机的型号为DA350,该斗提机的提升能力为40t/h.
6)气力输送装置:
根据每天的砂使用量为98.4 t,计算出每小时需要发送的砂量为98.4 t÷6=16.4 t/h,可选择气力输送罐的型号为XNS2000,该种型号每小时输送量为20t/h.
7)人员配备数量:
造型混砂工位2人,起模翻箱工位2人,准备套砂箱工位2人,喷涂工位1人,合箱工位1人,生产线需求的人员数量共计8人。
2 生产线平面布置
可调距桨造型生产线平面布置如图1所示,整个生产线由砂输送系统(2)、混砂机系统(1)、机动辊道输送及砂箱振实台(4)、砂箱翻转机(6)、涂料喷涂机(5)及电气控制系统(3)等组成。
生产工艺流程为:在每节辊道上放置一块专用转运板,在五个准备工位(02)上依次摆放好砂箱,砂箱内放置造型模具,模具与砂箱和转运板间做适当固定;准备好模具的砂箱由机动辊道和转运小车(03)运至(04)或(05)工位,在此由混砂机加树脂砂或水玻璃砂并由振实台高频振动,振动紧实后的砂箱在(06)工位扎气孔、吹二氧化碳,水玻璃砂经二氧化碳化学反应后硬化成型;再由转运小车(06)输送至起模工位(01)处,由砂箱翻转机和行车吊运至涂料喷涂作业,转运板经清理后进入下一个循环,至此一套砂箱的造型工序完毕。
由于工厂厂房及生产场地条件限制,造型后续的浇铸,以及倒箱落砂工序在车间其他区域另行布置,此举也有利于改善造型生产线的工作环境和生产效率。

图1 造型线平面布置图
3 生产线主要设备描述
3.1混砂机系统
该系统由混砂机、水玻璃和树脂发送装置、除尘装置组成,如图2所示。混砂机大臂送砂皮带和小臂搅笼,以及大臂、小臂的转动均采用电机减速机驱动,混砂搅笼采用水平180°对开结构,并设有耐磨、耐腐蚀衬料,混砂搅刀可调、耐磨、固定可靠、装拆方便,搅刀与衬套间隙3 m~5 m,混砂搅刀镶焊WC硬质合金刀片,搅刀的使用寿命大于3 000 h[3].混砂要求均匀性好,型砂试样强度偏差<±5%,头尾砂≤2 kg.水玻璃和树脂发送装置包括液料输送泵、管路、换向阀、过滤器、液料桶、加热装置,液料桶采用水浴加热,液料温度控制在15℃~25℃,液位自动报警,输送泵选用进口齿轮泵,液料定量精度误差<±1.5%,液料经雾化喷嘴雾化后喷入混砂搅笼,确保液料与砂均匀混合。混砂机与砂输送系统合用一台除尘器,选用压缩空气脉冲喷吹布袋除尘器。

图2 混砂机系统
3.2砂输送系统
砂输送系统如图3所示,当室外储砂罐的低位料位计发出信号,砂从加砂格栅板加入,进入斗提的砂量由比例调节阀控制,当该贮罐上料位计发出信号,加砂结束。
室内贮砂罐的砂由发送罐、经砂发送管道加入。发送罐为间歇工作制,发送罐上的上、下料位器处于自由状态时,砂从发送罐的进料口进入,当上料位器被淹没时,控制砂进料的阀门关闭,然后打开气阀使压缩空气进入发送罐并推动砂料沿送砂管道发送。当料位降低到下料位器恢复自由状态时,继续送气一段时间将送砂管道内的砂料全部吹清,然后控制送砂气阀关闭,进砂阀门重又打开放砂进入下一循环。
该砂输送系统的特点一:采用球形结构的弯头、三通、增压器、卸料器,物料输送时在球体内自然形成一层滞留砂层保护球体外壳免受砂料冲刷磨损;特点二:物流速度很慢(输送气流速度约为0.5 m/s~2 m/s),减少了管道的磨损和物料颗粒的破碎[4],这两点对延长设备使用寿命和保证砂的质量极为有利。
3.3机动辊道输送和砂箱振实台
辊轮采用翻边形式,辊道机架采用焊接结构形式,主要以槽钢、板材为主,与轴承座接触面通过龙门加工中心加工,辊道整体支架支腿高度可调,水平度≤1 mm/m,全线≤2 mm,平面度≤2 mm/m2.机动辊筒间铺设花纹钢板,可防止砂落到辊道下方,有利于安全和清洁生产。
平面振实台由工作台、底座、橡胶弹簧、振动电机等组成,振实台机架、底座焊接完毕后进行整体回火热处理消除焊接应力,防止工作过程中变形,振实台采用低振幅、高频率振动电机、无极调速,保证振实平稳[5],振动过程中不伤害模型,砂箱振实后砂型紧实度和均匀性达到工艺要求。
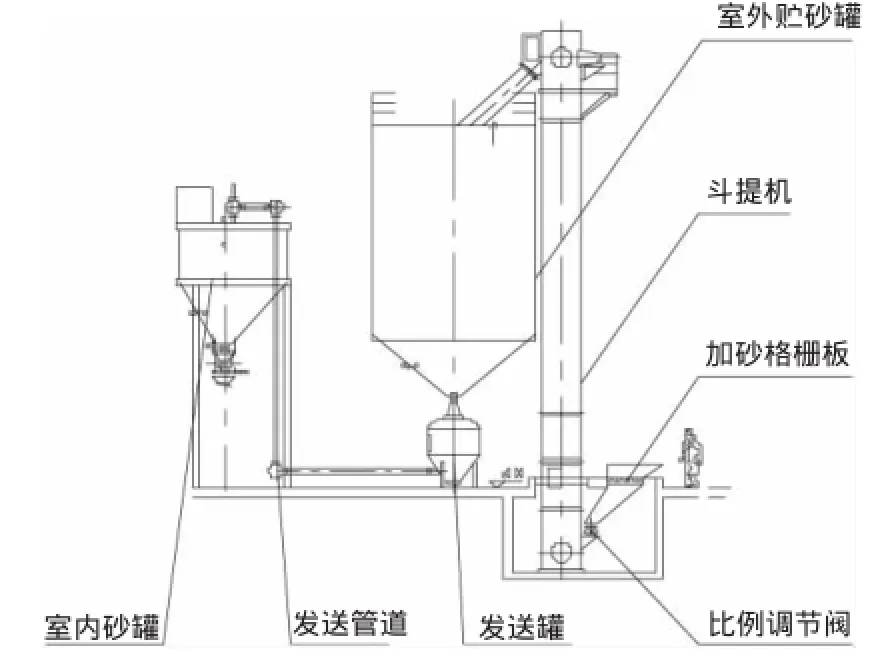
图3 砂输送系统
3.4砂箱翻转机
砂箱翻转机用于铸造车间砂箱翻箱、合箱、砂箱倾斜喷涂,适用于尺寸不一、重量不同的砂箱。该设备主要由主梁、传动机构,翻转机构、电控系统等部件组成(见图4),对重心特别偏的砂箱需要调整砂箱翻转支点。砂箱翻转机附作行车使用,电源由行车配电系统供给,卷线电源装置保证砂箱翻转机上下移动的需求,该机遥控操作。
砂箱翻转机为长箱式结构,机体顶端配有一个吊环以供行车吊装,主梁上安装有调距电机和翻转电机,调距电机调节两个吊链盒的位置,使被吊件重心与电动翻箱机吊环基本保持同一垂线内,主梁保持水平,操作翻转电机进行翻箱。
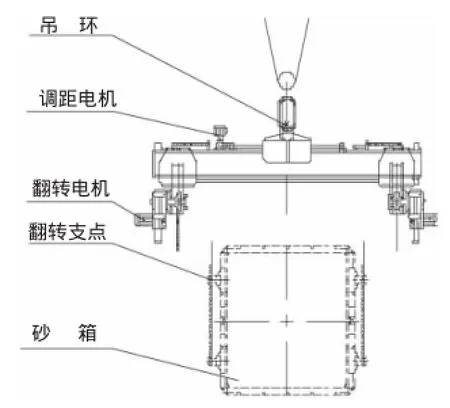
图4 砂箱翻转机
3.5涂料喷涂机
设备由涂料贮液罐、涂料搅拌器、滤网、涂料泵及喷枪等组成,具有防爆、喷涂压力可调、雾化效果好、均匀喷涂效率高、适用不同粘度涂料、移动方便等特点。该机充分考虑到各类铸造涂料中基料(石英粉、滑石粉、石墨粉、锆英粉、镁砂粉等)与辅助材料比重的差异,以及铸造涂料的沉淀特性,设制了涂料搅拌器,使用不锈钢柱塞泵作为喷涂泵,保证了涂层的均匀性。考虑到醇基涂料的因素,整机设计全部采用气动及防爆电机,保证了安全性。
4 结语
经过各设备的单机调试和全线联动调试,该生产线运行正常、设备间的连接良好。经批量生产考核,生产线满负荷运转正常,完全满足生产纲领的要求。
目前可调距桨铸造的绝大多数停留在单件、少批量、手工制作的生产水平。本文介绍的可调距螺旋桨造型生产线有利于可调距桨产品的批量化、标准化,有利于产品质量和效益的提高,有利于清洁生产。
[1]全国船用机械标准化技术委员会.GB/T13411可调螺距螺旋桨技术条件[S].北京:中国标准出版社,1992.
[2]陈永道.船舶动力系统现状及发展趋势[J],机械制造与自动化2013,41(2):164-166.
[3]邹卫.镶焊硬质合金片的混砂机刮板[J],铸造技术,1984(04):53-56.
[4]张继军,桂晓莉.桨体管道磨损机理研究[J],甘肃科技,2011,27(1):60-62.
[5]叶伟.高频震实台在消失模铸造生产线上的应用[J],铸造设备研究,2003(6):23-25.
Controllable Pitch Propeller Molding Line
CHEN Bin
(Zhenjiang Wartsila-CME Propeller Co.,LTD.,Zhenjiang Jiangsu 212009,China)
The molding line for manufacturing controllable pitch propeller is described,which includes line capacity calclation,equipments parameters determination,line plan layout.The performance requirements of key foundry equipments such as sand conveying,sand mixer,roller conveyor and vibrating platform,sand tipper,coating machine are further introduced in detail.This line is a typical example for updating one-piece,small batch and handcraft mold process.
controllable pitch propeller,molding line,key foundry equipment
TG231.6
A
1674-6694(2016)05-0014-03
10.16666/j.cnki.issn1004-6178.2016.05.005
2016-06-02
陈斌(1968-),男,本科,从事设备引进与技改,设施改造工作。E-mail:chenbin@wartsila-cme.com.cn