液压铸件清理生产线布置探讨
2016-11-26郜业见董文波
李 亮,郜业见,董文波
(机械工业第一设计研究院,安徽合肥230601)
液压铸件清理生产线布置探讨
李亮,郜业见,董文波
(机械工业第一设计研究院,安徽合肥230601)
以某液压车间铸件清理生产线为例,对如何保证液压铸件的清理质量、提高清理各工序的机械化和自动化水平、降低工人劳动强度、改善工人劳动环境进行论述,为液压行业铸件清理工艺及技术提供参考。
液压铸件;清理质量;机械化与自动化;劳动强度;劳动环境
液压件作为工业的基础件,使用广泛,包括航天、航空、造船、冶金、国防军事装备等,特别是工程机械配套的中高压液压阀、液压泵、液压马达等液压元件,需求量大,功能重要,是目前发达国家控制中国工程机械行业发展的主要手段,对关键产品采取拒绝供应,限量供应,拖延供应,大幅度提价等手法,使我国产品失去市场竞争力。高档次液压件产品多处在欧美日国家,如力士乐、欧林格尔、日本油研等公司,而我们国家的液压民族企业,如北京华德、长江液压、榆次液压等,在工艺、技术、管理等方面与国际巨头存在很大差距。大国重器中的太多装备,其使用的液压件不是来自国产品牌。液压铸件是液压件的重要组成部分,其质量虽较过去有很大提高,但普遍存在基础研究薄弱、产品质量不稳定、寿命周期短,液压油跑冒滴漏现象时有发生等问题,与国际发达国家的技术水平差距较大。
由于液压件在高压、密封和相对摩擦运动的条件下工作,故对其铸件毛坯内腔表面的粗糙度和清洁度要求很高,加上内腔结构复杂,所以清理难度大,清理工艺与一般铸件有所不同。另外,由于铸件品种多,阀件和泵件清理特点不同,对清理工艺装备的选择及平面布置都有较大的影响。
本文以某液压件铸造车间清理线的设计为例,阐述了清理线设计思路、设备特点、改进效果,对清理工部改进中的几个共性问题进行了探讨。
1 传统清理工部存在问题
铸件清理往往不被重视,认为只要能将铸件生产出来,清理靠人工打磨就能完成,铸件越多,人员越多。铸件后处理、清理工序,大多数企业还是以传统的普通砂轮机研磨方式为主。这种方式存在着工作效率低下、劳动强度大、作业环境恶劣、安全隐患严重、成品质量残次不齐、和由此带来的人力资源紧张诸多问题;难以与造型及浇注的高效率相适应,严重影响了造型线的效率发挥。每个铸造厂最不能看的就是清理工部,环境恶劣、劳动强度大、安全性差。目前,老的铸造车间清理工部普遍需改进的方面如下。
1.1清理能力不足、效率低
在新建的铸造项目中,清理车间的投资只占工艺总投资的8.6%左右,致使清理车间普遍落后。车间内,清理的打磨工部普遍存在水平低下,设备自动化程度低,前序生产的铸件堆积清理工部,完全靠人工打磨。整个车间内只见一空壳厂房,只零星布置几台设备,需要设备完成的工作普遍由人工代替。由于近年人力成本上涨,普遍存在超负荷工作,清理车间内总的来说能力不足,效率低下。
1.2工艺流程不畅
清理车间内普遍存在的布线方式为串联式布线,该类方式的优点为工序库存量少、降低生产成本和便于生产管理,但是该方式缺乏柔性,受到整个流程上每个环节的影响较大。此种方式适用于铸件品种单一、生产效率不高的情况。串联式布线经常会由于设备故障、工人操作熟练度、各工序设备能力不匹配等因素影响,造成整个清理工部铸件等待、积压。更有一些布置无序,流程上迂回、转折、返流多,不仅效率低、成本高,还造成现场积压、混乱;工位器具、工装夹具更换多,无效劳动时间长;还造成生产组织、管理上的困难。
1.3作业环境恶劣
粉尘多、噪音大、现场杂乱是老的清理车间通病。打浇冒口及打磨等都在地面上进行,抛丸机、打磨机、焊补等工序均产生大量粉尘,各种设备和风动工具的噪音,地面散落的钢丸、铁屑、工序间堆积的铸件、来回穿梭的叉车等,整个车间缺乏通风设施,工人劳动强度大,环境差,铸件的一致性很难保证。既危害职工安全,也造成生产管理混乱。
1.4劳动强度大
除抛丸、除芯及搬运采用的行车、叉车、葫芦等机械化设备外,大量的工序还得依靠手工工具和电弧气刨、手提或悬挂式砂轮机等半机械化设备,辊道上铸件翻滚也由人工完成,清理工部生产过程中机械化和自动化的程度低,劳动强度可想而知。
2 改进措施
2.1采用的清理工艺
新设计的车间用于生产液压铸件,目前我国液压铸件的生产规模基本呈现出品种多,产量偏中小的特点。这种生产特点在清理工艺和对设备的要求方面都会有或多或少的影响。所以,选择生产工艺必须的具有一定的灵活性,以满足多品种生产的需求。为提高组织生产的效率,应该做好车间工艺装备工作以适应多品种生产的需求。清理工序设计根据液压行业的铸件特点、生产性质、前部工艺等主要生产因素,拟采用的清理工序如图1所示。
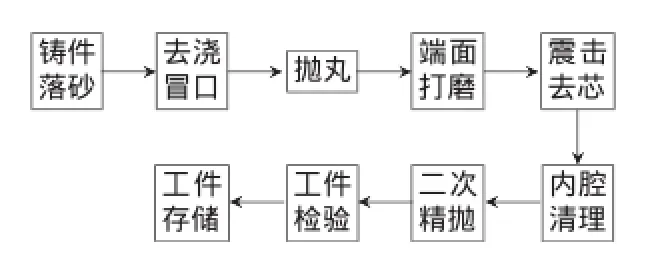
图1 液压铸件清理工序
2.2采用的清理生产线布局
现尝试一种新的清理方式,清理工位及设备如图2布置,为便于说明,将其简化为如图3.
2.3新的清理线物流体系分析
铸件的清理有3条物流体系,分别是铸件、浇冒口和废砂。本方案最大的特点是实现了铸件和废砂周转的半自动化。
2.3.1铸件物流体系
本方案中带浇冒口的铸件由p向的一大一小两条鳞板线过来。小件与大件分别在A与B处经人工切割浇冒口。铸件被检出来成筐放置在A与B周围,然后由叉车将成筐的铸件运送到A1与B1处,经过A1与B1的上料装置进入A1与B1进行粗抛。粗抛后的工件被4S吊车放置在辊道上。A2与B2为打磨房,打磨房内的工人可用电动葫芦在中间的辊道上成筐取下铸件进行打磨;打磨好的工件再成筐放在另外一侧的辊道。成筐铸件会经过A3、B3的振动击芯后返回原来的辊道。工人用电动葫芦将上下两侧辊道上的成筐铸件拿到A4、B4里进行内腔清理,然后将清理完成的铸件成筐放置在另一侧的辊道上。最后成筐铸件会由此辊道进入A5和B5进行精抛。精抛完成的工件会由叉车运到铸件暂存区。至此,铸件的整个清理工序完成。整个清理过程中,工序间铸件的周转全部由电动葫芦和辊道完成;每个清理工序都在固定地点的封闭房间内或设备上完成,每个房间或设备都配有除尘设施。因此,该方案最大限度地收集了清理过程中产生的烟尘,保证了车间内的干净整洁。
2.3.2废砂物流体系
一共七条输灰皮带,在每个清理工位下方都有溜管,清理出来的废砂都通过溜管汇集到输灰皮带上。输灰皮带最终将废砂都输送到E点集中处理。所有的废砂回收都是自动完成,减少人工成本,车间环境整洁。
2.3.3浇冒口物流体系
浇冒口分别在A、B位置与铸件分离后会沿鳞板机输送到C、D处,掉落到收集筐中,随之一起掉落的废砂经栅格网漏到输灰皮带上,进行回收。实现浇冒口与废砂初步分离,成筐的浇冒口会由叉车运送到E处经破碎机破碎,回收利用。
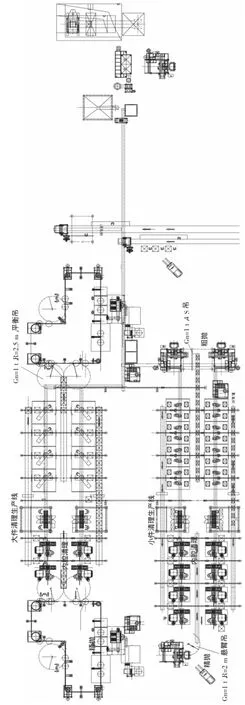
图2 某液压有限公司铸造车间清理工部布置图

图3 某液压有限公司铸造车间清理工部简化图
3 使用情况
本次设计的清理工部建成生产后,车间的清理效率、工艺流程、作业环境、劳动强度等方面均有明显改善。
3.1清理效率
清理效率方面,通过大幅度提高一次抛丸的能力,再结合流程上的改善、避免了不必要的迂回、转折、等待,使得整个清理线从粗抛、磨削、人工精整、精抛、检查、防锈到入库等各工序的能力得到匹配。同时,根据铸件工艺特点,注重人工精整单元定位夹具、悬链及天车吊具等的快换技术或者通用性,加上手持式抛丸机本身的特点,整线具备多品种、柔性化生产特征。
3.2工艺流程
工艺流程方面,根据铸件的大小重量特点,对铸件进行了简单的分类,与前序造型线生产品种相匹配,避免了铸件混流生产而流程上迂回、转折多带来的低效、现场混乱等问题,各清理工序能力匹配,避免了无效等待;再者,两条清理生产线单元并联,避免了以前人工流水线作业方式易产生的堆积、等待现象。
3.3作业环境
作业环境方面,通过将各设备及人工精整单元等封闭在隔音密封罩内再通风除尘,以及流程上铸件少落地、尽量减少叉车转运、废弃物集中由地下室皮带系统输送处理、抛丸机的新结构密封等等措施,改造后的清理工部从根本上改变了传统清理工部粉尘多、噪音大、现场乱的问题,现场环境有了极大改善。
3.4劳动强度
劳动强度方面,借助悬臂吊、回转台、机动辊道等设备,将工人从以前繁重的体力劳动中解放出来,除精整工序仍需人工操作、部分工序的衔接由人操纵天车外,其他工序都由设备自动完成,减轻了工人的劳动强度。
4 结束语
铸造工厂清理工部一贯存在的环境恶劣、劳动强度大、人工作业多、自动化程度低、效率低下等诸多问题已引起国内同行的重视,本清理工部采用的清理线方案做了一些有益尝试,现场环境、清理效率得到根本性改观。若在人工精整工序以及清理流程各工序的衔接上,采用自动化、机械化设备,将会彻底改变清理工部的落后面貌。
[1]铸造车间和工厂设计手册编委会.铸造车间和工厂设计手册[M].北京:机械工业出版社,1995.
Discussion on the Layout of the Hydraulic Casting Cleaning Production Line
LI Liang ,GAO Ye-jian,DONG Wen-bo
(First Design&Recearch Institute,Hefei Anhui 230601,China)
Taking the cleaning production line in a hydraulic casting plant as an example,it is expounded how to guarantee the casting cleaning quality,improve themechanization and automation of every cleaning process,lower workers labor intensity and improve their working condition,which provides references for casting cleaning process and technology in hydraulic industry.
hydraulic casting,cleaning quality,mechanization and automation,labor intensity,labor environment
TG28文献识别码:A
1674-6694(2016)05-0007-04
10.16666/j.cnki.issn1004-6178.2016.05.003
2016-05-15
李亮(1986-),男,四川绵竹人,工程师,从事工厂设计与研究,E-mail:lilianglij@126.com