高铬铸铁材质的鉴别与适用的切割办法
2016-11-26刘文华
于 涛,刘文华
(烟台恒邦泵业有限公司,山东烟台264100)
高铬铸铁材质的鉴别与适用的切割办法
于涛,刘文华
(烟台恒邦泵业有限公司,山东烟台264100)
简单介绍了金属材料化学分析仪器的工作原理,分析了各牌号高铬铸铁材质的检验方法,并根据实际工作经验,提出铸件断面的几种特征形貌,辅助对工程现场或生产车间回炉料的筛选;同时从技术性及经济性要求等方面探讨了高铬铸铁材质适用的的切割方法,用于指导试验与生产。
高铬铸铁;检测手段;断口;切割
我公司生产的渣浆泵、挖泥泵、脱硫泵等过流部件均广泛采用具有特殊性能的高铬铸铁材质制造。经公司几代科研人员的不断改进,材料已形成多种用途的系列产品,如常见的BTMCr28、BTMCr15Mo3、BTMCr22Mn3、A49、Cr30A等,服役至今,均在相关行业内有着突出表现,得到广大客户的一致认可。
由于高铬铸铁生产占有量大,材质中且含有相当比例的贵重金属元素,从而对回炉料的合理归类,准确控制炉料成分,保证产品质量等相关工作是十分必要的。笔者根据工作经历提出若干辅助性的检测手段,可供相关人员参照运用。这些方法也同样适用于销售或技术支持人员的现场辨认分析。
此外,无论是对高铬铸铁材质试块还是复杂铸件,合理的切割加工方法也是保证产品成品率的有效手段,故本文也针对高铬铸铁件在切割方法的适用性方面进行了分析讨论,希望给业内人士提供一些帮助。
1 材料检测技术手段论述
1.1利用电火花光谱仪
电火花直读光谱仪是一种炉前试样的定量分析仪器[1]。它的工作原理是通过数千度高温的火花柱激发待检测炉前试样,快速捕捉汽化金属所释放的光的特征波长,经信号转换及计算机处理后直接显示化学成分含量。金属化验前表面需要进行适当磨削,保证测试部位相对平整及无污染。设备广泛用于在钢铁企业里金属的一般化学元素快速的检验分析,检测结果相对准确可靠,有效保证企业的产品质量。
我公司的铸钢铸铁试件的炉前成分均凭借电火花光谱仪来进行化验,也可以采用这种手段在高铬铸铁件的混料上取样来检测成分含量,虽然热处理状态铸件的化验结果相对失真,但通过观察特征元素的差别可清晰地区分几种材质。
2 利用便捷式看谱镜
手持式看谱镜主要应用于工程现场黑色金属或有色金属的定性及半定量成分分析,它以圆盘电极的电弧(火花)放电激发被测试件,收集相关元素特定光源谱线同时显示在观察窗口内[2]。定性分析是通过搜寻元素的最灵敏线来实现,可借助标准样块来减少误判率;半定量的分析是观察特征谱线的亮度即强度的大小差异来粗略估计的。该方法可在铸件无损状态下进行,检测结果的准确度依赖检测人员的技能水平,它也是在工程现场分析金属材质较为经济有效的一种方式。
3 金相分析或XRD能谱分析等显微分析
金相分析及电子显微分析也是实验室级别的分析手段。如表1所示对于化学成分跨度较大的高铬铸铁材质如BTMCr28与A49[4],BTMCr18Mn3与CR30A等[5],它们的初生相是有明显的形态差异,而且在热处理状态初生相是保持铸态原貌的,通过光学金相分析法可有效辨认几种特殊材质。
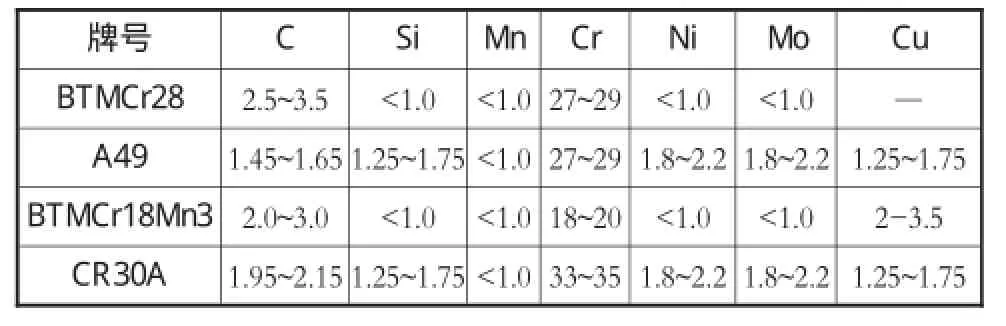
表1 有关高铬铸铁材质主要化学成分(质量分数,%)
4 利用手持式X荧光光谱仪
手持式X荧光光谱仪是基于X射线荧光光谱分析原理的设备,对金属或矿物具有定性和半定量检测功能[3]。它相对台式机有体积小,便捷,准确度高等突出特点。随时随地可以对金属工件无损检测,在5 s~10 s内测定30多种元素含量,读数可精确显示至0.01%.精度高且操作十分简便,但本身价格较高,定期还需更换X射线等元件,开销费用也在数千到数万元不等,高维护成本影响了它的适用性。
能谱仪EDS一般是扫描电镜的配套仪器,是对样品特定微观区域的定量分析,其分析置信度较高。待检样品需要送检至专业检测机构,检验费用较高且检验周期较长,该方式对于粗略归类的铸件材料其实并不适用。
5 断口简易目测
通过观察铸件断面的新鲜断口,进而区分几种高铬铸铁材质也较为方便可行。需要一些业务积累方可提高判断结论的置信度。不同高铬铸铁材质中,物相的组成及体积含量是有明显差异的,有的相显微硬度高,脆性大,有的则相对韧性好。铸件在断裂后,由于这些因素导致所呈现的宏观断口形貌也截然不同,捕捉断口的特征组织结构是区分高铬铸铁材质的关键。如图1所示,A49材料的宏观断口样貌,光线照射下会明显发现独立存在闪闪发光的组织结构,这种片状结构类似六边形,晶粒的大小取决于炉前孕育方法或是铸件的壁厚。A49的韧性断口区域占有比例大,在日光下呈浅灰色;Cr30A与A49的宏观断口较为相似,有时大断面的情况甚至难以区分,如图2所示Cr30A的断口样貌,有光亮的粗大枝晶片结构。通过金相显微分析发现,这种脆性断面或沿初生相晶界或是脆性相自身整片晶团的穿晶撕裂而形成的,由于Cr30A的碳化物占有比例较大,与A49相比断裂机理略有不同,所以宏观断口目测下,会认为晶粒十分粗大,但经微观分析比较这种结论未得到证实。当然这种视觉上差异也成为了一种有效的辨认手段。

图1 高铬铸铁A49材质铸件断面
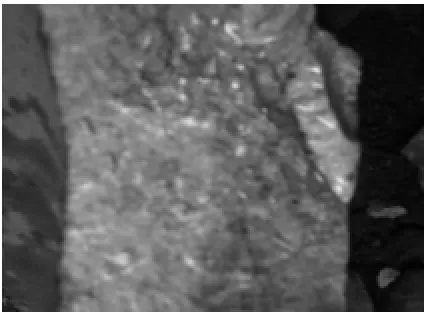
图2 Cr30A材质铸件宏观断口
绝大多数情况BTMCr28的断口形貌具有如图3所示的特征,因为铸件未经特别细化处理(技术难点)初生碳化物晶粒粗大,以至肉眼便可发觉它的针状结构,在厚壁断面中更为明显,这也是在现阶段我公司生产的高铬铸铁材质中唯一具有的特征,借助该方法可以很容易做到区分。
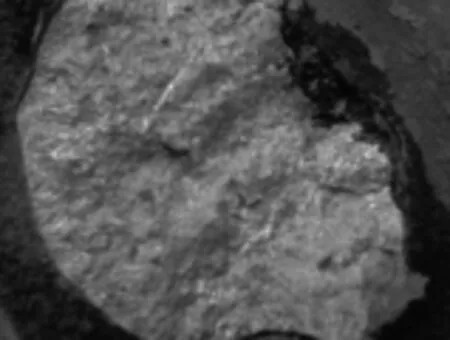
图3 BTMCr28材质铸件宏观断口
BTMCr18Mn3,BTMCr22Mn3等亚共晶铸铁材料通过宏观断口观察较难以辨别,细微的差异要辅以金相分析。它们的宏观断口样貌的共同特征是局部具有放射针状的组织形态,而且基体表面凹凸不平,与岩石断口类似,适当的角度观察就像很多小火山口,这种材料的断裂是沿着聚集的M7C3合金碳化物晶面扩展的,继而形成特有的宏观断口形貌。
2 高铬铸铁材料切割方法的讨论
2.1乙炔氧气火焰切割
在对金属气割时,保证坯料燃烧产物的熔点应低于本体,形成的熔渣应易吹剥。高铬铸铁材质经高温灼烧表面易形成熔点较高的Cr2O3保护层,使切割作业难度上升,尽管有资料显示可以先对材质预热后便可顺利进行[6],但笔者尝试多种方法都未实现,而且该方式对铸件本体破坏程度较大,鉴于燃料消耗及切割难度等方面的考虑,并不推荐这种方式。
2.2碳弧气刨
碳弧气刨是利用碳棒接触电源后产生超高温电弧瞬间加热高铬铸铁本体,结合压缩空气把溶渣去除的方法。虽成本低,且简单易实现,但对脆性较大的高铬铸铁件的加工安全性无法保证,故只适用于对切割精度不高、基体以奥氏体为主的A49材质铸件冒口的清理作业,其他有耐磨要求的高铬铸铁件,尤其是复杂铸件如采用此方法需要谨慎对待。
2.3电火花线切割
线切割机大体可分为快走丝与慢走丝两种。快走丝机床的走丝速度在6 m/s~12 m/s,其机构中配制轴向移动的储丝筒,可以往复两方向旋转,电极丝多为φ0.06mm~φ0.25mm的钼丝,这类耗材拉伸强度大,耐热性与抗磨损性较好,故可以多次使用。快走丝的金属表面加工后粗糙度一般为Ra1.25μm~2.5μm级[7],目前可以顺利切割的最大厚度为50cm.
慢走丝方式一般是以低于0.2 m/s的速度作单向运动,电极丝多为黄铜材质,导电性好,只能使用一次。利用慢走丝机床加工的部件,表面粗糙度最佳可达暗光泽面程度的Ra0.2μm级[8],但该方法一般不宜加工大厚度工件。
像BTMCr28、BTMCr18Mn3等这样的高铬铸铁材质往往硬度高,耐磨性好,因为被加工面可以通过车削来提高表面粗糙度,所以高铬铸铁件的切割广泛采用快走丝方式,并且多数限制于对规则试块或简单形体铸件的加工。为使电极丝平稳放电,切割接触面应清理干净,尽可能去除氧化皮。
2.4高压水刀切割
水切割技术是通过特殊装置将高压水(<400MPa)与磨料混合后形成密集喷射流再实现对工件的加工[9]。这种方式的突出特点是几乎不受本体材质的限制,无论对刚性还是弹性坯料都可进行作业,如食品(豆腐),橡胶,金属,陶瓷等的切割,而且可以保证0.1 mm~0.25 mm的切割精度及Ra1.6级的粗糙度。业内有报导的最大金属工件切割厚度为70mm,其切割速度约为15 mm/min[7].2013年中央电视台科技栏目特别介绍了由狮迈公司研发生产的“智能水刀”设备,引起了极大的轰动。它的切割速度是常规水切割的3.5倍。无论是清理高铬铸铁材质的浇冒口还是切割本体铸件,切割效率与质量均占有优势,体现在切口区温度可以保持在50℃-60℃左右,工件不易变形,边缘损失小等特点。高铬铸铁工件的耐蚀性较好,采用水刀切割区别于其他普通材质铸件的优点在于,加工后不需要额外的表面清洁甚至是防锈处理,可以减少一道工序及节省成本。
但水切割智能设备价格贵,配套的耗材又是成本较高的进口产品,使它更适用于处理较为精密的工件。尽管如此,用于切割高铬铸铁脆性材料时,水刀在切割质量及效率上优势仍然使其在国内外占有很高的关注度,随着技术的成熟有关它的发展推广会越来越快。
2.5等离子切割
这种切割的特点有加工移动速度快,坏料本体几乎没有热影响区,热变形小,切割面粗糙度达Ra12.5[10].用于切割高铬铸铁材质规则体是可行的,但工件厚度应限制在50mm以内。其生产能力强及运行成本低的特点平衡了一次性投资较大的问题,整体经济效益可观。
3 结束语
1)高铬铸铁含有较高的贵重金属元素,对无法区分的铸铁回收料或现场工况下铸件的辩认可借助便携式看谱镜检测来实现,这种方法较为经济可靠。
2)断口的目测观察虽然具有人为因素,但如果对其要领正确的掌握,该技能的运用同样也是快速有效。
3)无论是高铬铸铁试块、工件本体的材料切割还是铸件浇冒口清理,根据材质特性及加工要求,采取相应的切割方式是提高生产效率及降低废品率的有效措施之一。
[1]吴齐伟.光电直读光谱仪分析的误差探讨[J].现代冶金,2006,34(4):52-53.
[2]王利军.看谱镜在生产过程中的应用[J].哈尔滨轴承,2011,32(1):51-52.
[3]王志远,姜翠霞等.X射线荧光光谱分析仪应用实践[J].浙江冶金,2008(1):23-25.
[4]张山纲.高铬铸铁A49的耐磨耐蚀性探讨[J].铸造设备与工艺,2013(4):28-33.
[5]王乃华,鲁天毅.石灰石/石膏湿法烟气脱硫金属浆液循环泵国产化研究及实践[J].电力环境保护,2005(2):197-199.
[6]王青贤.浅谈氧乙炔火焰手工切割工艺[J].金属加工(热加工),2008(24):66-68.
[7]伍俊,李明辉.浅谈高速走丝电火花线切割加工技术的发展趋势[J].电加工与模具,2000(2):1-4.
[8]丁海.慢走丝线切割工艺参数的研究[J].模具工程,2010(10): 92-93.
[9]陈波.超高压水切割机的现状与发展[J].航空制造技术,2009(6):66-68.
[10]杭争翔,马学智.等离子切割在热切割中的地位[J].沈阳工业大学学报,1999,21(6):479-481.
Identification of High Chromium Cast Iron and Its Applicable Cutting Method
YU Tao,LIU Wen-hua
(Yantai Hengbang Pump Co.,LTD.,Yantai Shandong 264100,China)
The working principle of chemical analysis instrument for metal materials is introduced briefly.Methods for the determination of various grades of high chromium cast iron material are analyzed.Some characteristics of the casting section are put forward to choose the scrap returns in the workshop.At the same time,the applicable crutting methods of high chromium cast iron material are discussed from technical and economic requirements,which can be used to guide the test and production.
high chromium cast iron,testing method,fracture surface,cutting
TG25
A
1674-6694(2016)05-0044-03
10.16666/j.cnki.issn1004-6178.2016.05.014
2016-03-20
于涛(1981-),男,吉林,中级工程师,硕士学位,主要从事金属材料研发工作。E-mail:ytemails@163.com