在线波纹焊管螺旋槽加工装置的设计应用
2016-11-21李民
李民
(江西洪都钢厂有限公司,江西 南昌 330013)
在线波纹焊管螺旋槽加工装置的设计应用
李民
(江西洪都钢厂有限公司,江西 南昌 330013)
介绍了一种波纹焊管螺旋槽加工装置的构造、工作原理、参数确定、特点及实际应用效果;该装置解决了焊接母管在线制造、表面螺旋槽加工、定尺锯切的问题。与离线生产方式相比,在线生产方式操作容易、结构简单、效率高,用时仅为25%,用工仅为17%,人均劳动生产率提高23倍,生产成本与生产周期大幅缩减。
波纹焊管;螺旋槽;加工装置;设计;定尺锯切;成本;效率
光管由于加工方便,成本较低,是管壳式换热器中应用最广泛的材料,缺点是接触面积小,换热性能较差[1]。采用波纹通道[2-3]可以强化换热方法。一般认为,波纹形通道的换热能力比平直通道好。文献[4]指出,采用波纹圆管作为换热表面的换热器,可显著提高其综合性能。波纹焊管是利用滚轧加工技术,在焊管管体表面轧制出外壁凹入连续螺纹的钢管[5]。波纹焊管如图1所示。波纹焊管由于内部形成螺纹状凸起的压痕,在输送气体的过程中,破坏气体的层流,增加接触面积,从而达到良好的散热功能和热交换效果,因此这类钢管广泛应用于热交换器。目前常用波纹焊管的加工方式分为两步,先在焊管机组上将母管加工制造好,初步定尺锯切后再转运到独立的螺旋槽表面加工设备(普通车床)上进行管体表面螺旋槽的加工[6]。考虑到螺旋槽加工后的焊管长度会收缩,建议母管锯切要留有余量。然后,对螺旋槽加工后的焊管进行第二次的定尺切割。这种常用的两步加工方式不仅生产效率低,转运工作量大,生产周期长,而且造成二次定尺切除焊管管头浪费,损耗高。
随着波纹焊管合同计划数量的增加、交货期的紧催,通常的波纹焊管加工方式越来越难以满足市场需求。2014年年初,江西洪都钢厂有限公司(简称洪钢公司)发明设计出成本低、操作易、结构简单、中间过程免转运的一种在线波纹焊管螺旋槽加工装置及使用方法,有效解决了常用波纹焊管加工方式中存在的上述问题,一次性在线完成母管制造和螺旋槽加工、锯切的生产功能,提高生产效率,实现了波纹焊管生产中的无二次损耗。本文将主要介绍这种在线波纹焊管螺旋槽加工装置的结构设计、工作原理、参数、特点及实际使用效果。

图1 波纹焊管
1 螺旋槽加工装置的构造和工作特性
1.1结构
该在线波纹焊管螺旋槽加工装置设置在焊管生产线的八辊矫直机与定尺飞锯之间,包括:底座上固定的齿轮传动箱,齿轮传动箱上方安装的进轧气缸,底座侧面设置的支架,支架上设置的支座,以及导向架、内凹槽形导向盘、连杆机构、带法兰盘的空心轴、带通孔的转盘连接件和滚轧机构。螺旋槽加工装置结构如图2所示。

图2 螺旋槽加工装置结构示意
(1)齿轮传动箱:输入轴得到来自焊管机组的动力,输出轴将动力引入到空心轴上,可以使空心轴旋转,空心轴的一端焊接固定法兰盘。
(2)转盘连接件:中心通孔直径略大于焊管的外径,外形为大小头结构,一端为盘轴,另一端为盘座。
(3)导向架:由长臂、短臂、圆框和连接转轴座组成,圆框内构成中心通孔,圆框外上下对称设置有长臂、短臂,圆框外两侧设有连接转轴座。
(4)导向盘:为圆环状,其内圆的一侧设有与第二键槽相配的第一键槽,外周设有内凹形导槽,整体放置在导向架的圆框内,外圈的一侧固定有至少两个耳片。
(5)滚轧机构:包括带T形滑块的进轧架、带圆弧通孔底盘的螺杆连接件、角度调节座和滚轧头。滚轧头为圆盘状,为了便于调整滚轧头的滚轧角度[7],所述角度调节座的侧面刻有角度标尺。滚轧机构结构如图3所示,刀架A向结构如图4所示。
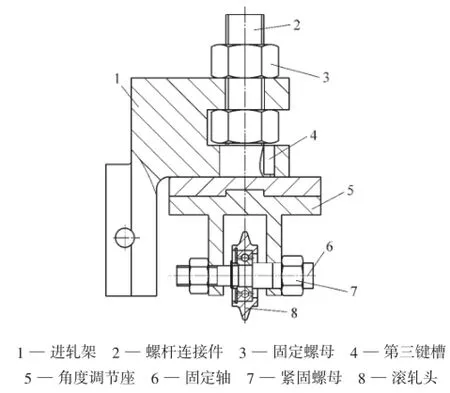
图3 滚轧机构结构示意
1.2工作原理
该装置的动力来源取自焊管机组的主传动。这一主传动一方面提供了焊管机组的生产,另一方面提供给螺旋槽加工装置的机械动力。该机械动力通过齿轮传动箱的输入轴外接皮带轮,根据设定的齿轮速比,将需要的滚轧速度由输出轴传递到空心轴,带动空心轴旋转。空心轴带动转盘连接件旋转,进一步带动滚轧机构绕由空心轴中部通过的在线焊接母管360°旋转,使4个滚轧头接触焊管表面,完成螺纹加工。
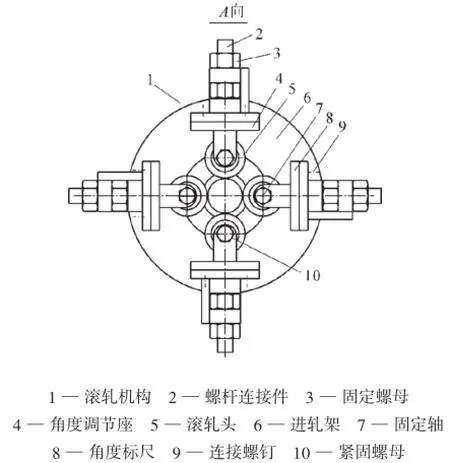
图4 刀架A向结构示意
2 螺旋槽加工装置的参数确定
该在线波纹焊管螺旋槽加工装置的主要参数包括滚轧角度、滚轮个数、滚轧速度。
2.1滚轧角度
滚轧角度与焊接母管的外径、螺距有关。滚轧角度的确定取决于母管的外径大小、螺纹节距的大小与滚轮的个数。螺纹的节距与螺距、滚轮个数有关。滚轮个数一定,螺距不变,螺纹节距也不变,管体直径越大,滚轧角度越小;反之,滚轧角度越大。滚轧角度α、母管周长l、螺纹节距L构成了数学几何关系,通过几何关系可推导出滚轧角度α=arctan(L/l),该角度的调整通过角度调节座的角度标尺来实现。
2.2滚轮个数
本装置的滚轮数量为4个,呈90°周向布置。滚轮的个数决定了滚压机构的旋转速度。滚轮数量越多,滚压机构的旋转速度越慢;反之,旋转速度越快。
2.3滚轧速度
滚轧速度与焊接母管的速度有关,两者的速度是相等的。因为两者速度的动力来源取自于同一主传动,通过不同齿轮速比的各级传动,反馈到焊接母管的速度与滚轧速度是等同的。当调整焊管机组的生产速度时,滚轧速度同样也相应地得到调整,两者之间的速度始终保持同比例调整,确保生产正常进行。
3 螺旋槽加工装置的特点和使用效果
3.1特点
使用在线波纹焊管螺旋槽加工装置生产波纹焊管时,不仅生产效率提高、成本降低、周期缩短,而且还具有以下特点。
(1)提高成材率。本装置安装在八辊矫直机之后、定尺飞锯之前,保证了螺旋槽加工在成品管上进行,随后进行定尺锯切,实现焊管无二次切除损耗,有效提高成材率。
(2)实现母管制造和螺旋槽加工在线同步进行,结构简单,调节、使用方便。本装置将螺旋槽加工装置的动力源通过皮带轮直接从焊管机组上获得,成功实现螺旋槽加工装置与焊管机组同步。
(3)提高了生产线作业效率。由于在焊管机组生产过程中焊管是不旋转的,这就需要利用创新设计使滚轧头围绕焊管旋转,齿轮传动箱、空心轴、转盘连接件和滚轧机构的设置与连接,较好地满足了这一要求,而进轧气缸、导向架、内凹槽形导向盘、连杆机构的设置与连接,可以实现滚轧机构的进、退,能满足螺旋槽加工要求,转盘连接件上设置4个滚轧机构可大幅降低滚轧机构的旋转速度,提高滚轧头的使用寿命,减少滚轧头更换次数,提高整个生产线有效作业率。
(4)提高了轧具寿命。设计具有被动自转功能的圆盘状结构[8-10]形式的滚轧头比固定的轧具使用寿命更长。
(5)定尺控制更加精准可靠。加工螺旋槽焊管长度的控制是在原有飞锯长度控制的基础上,增加两端不加工螺纹槽长度控制和加工螺纹槽长度控制的要求。目前,采用两块四段计数器控制[11-12],计数器与飞锯的测速、测长区域对接,将飞锯跟踪信号接入计数器,然后由计数器发出信号,电磁换向阀换向控制进轧气缸进行滚轧头的进、退及飞锯进锯切割,定尺控制准确、可靠。
3.2实用效果
3.2.1生产工艺流程对比
波纹焊管离线生产工艺流程:冷轧钢带→钢带上料→对接→进入活套→成型机组[13]→焊接→去除外毛刺→冷却→定径机组→锯切→矫直→检验→划线→摆管→上管夹紧→加工螺纹槽→下管松夹→分类放置→定尺锯切→检验→包装→入库。
波纹焊管在线生产工艺流程:冷轧钢带→钢带上料→对接→进入活套→成型机组→焊接→去除外毛刺→冷却→定径机组→矫直[14-16]→加工螺纹槽→定尺锯切→检验→包装→入库。
在线生产工艺技术与离线生产工艺技术相比,其优点有:提供了波纹焊管的连续化生产,一次性完成锯切,波纹焊管无二次切除损耗,提高了成材率,同时中间过程无搬运,降低了员工劳动强度和生产成本,并且该工艺设备结构简单,调节、使用方便。
3.2.2生产数据统计对比
现以洪钢公司近年来用离线生产工艺技术与在线生产工艺技术生产的Φ40mm×1.5mm×7 700mm波纹焊管(用在锅炉热交换器、换热器部件上)为例,对生产情况进行数据对比分析。Φ40 mm×1.5 mm×7 700 mm波纹焊管的生产数据对比见表1。

表1 Φ40mm×1.5mm×7 700 mm波纹焊管的生产数据对比
从表1可以看出:与离线生产工艺相比,在线生产工艺(采用在线波纹焊管螺旋槽加工装置)加工螺纹槽简单、方便、劳动强度低;用工数减少83%,仅需离线生产工艺时的17%;产量提高3倍;吨钢耗时减少75%,仅为离线生产工艺时的25%;人均劳动生产率提高了23倍。
4 结 语
一种在线波纹焊管螺旋槽加工装置,通过来自焊管机组的机械动力使空心轴旋转,带动转盘连接件旋转,进一步带动滚轧机构绕焊管旋转,使滚轧头接触焊管表面,完成加工。采用该装置有效实现了波纹焊管的连续化生产,提高了生产效率,降低了员工劳动强度;与常用生产方式相比,生产成本大幅降低,生产周期大为缩短。由此可见,该在线波纹焊管螺旋槽加工装置可以推广使用。
[1]曾敏,石磊,陶文铨.波纹管管内层流流动和换热规律的实验研究及数值模拟[J].工程热物理学报,2006,27(1):142-144.
[2]Sparrow EM,Comb JM.Effectof interwall spacing and fluidflowinlet conditions oncorrugated-wall heat exchanger[J].International Journal of Heat and Mass Transfer,1983,26(7):993-1005.
[3]Mendes PS,Sparrow EM.Periodically converging diver-! ging tubes and their turbulent heat transfer heat transfer,pressure drop,fluid flow,and enhancement characteri-! stics[J].Journal of Heat Transfer,1984,106(1):55-63.
[4]郎逵.波节管强化传热式换热器的开发与应用[J].节能,1994(7):44-46.
[5]李新跃,邹登平,罗宏,等.新型螺旋槽管轧制工具[J].现代制造工程,2005(3):121-122.
[6]文美纯.换热管横纹槽滚轧力分析[J].现代制造工程,2003(3):85-86.
[7]廖林清,王化培,石晓辉,等.机械设计方法学[M].重庆:重庆大学出版社,1996.
[8]张弘人.电焊钢管生产知识问答[M].北京:冶金工业出版社,1990.
[9]周纪华,管克智.金属塑性变形阻力[M].北京:机械工业出版社,1989:2-17.
[10]王廷溥.轧钢工艺学[M].北京:冶金工业出版社,1981.
[11]赵星,朱军,张环宇,等.基于PLC的螺旋焊管自动优化剪切系统的设计[J].机械设计与制造,2013(7):50-52.
[12]樊桂红.SIMAC高速智能倍尺飞剪控制系统介绍[J].冶金设备,2004(4):57-59.
[13]杨继锋.我国焊管市场动态和国内焊管技术发展特点[J].焊管,2000,23(6):1-6.
[14]王廷溥,齐克敏.金属塑性加工学——轧制理论与工艺[M].北京:冶金工业出版社,2004:377-380.
[15]《轧钢新技术3000问》编委会.轧钢新技术3000问:管材分册(下)[M].北京:中国科学技术出版社,2005:150-152.
[16]张弘人,张渝生,苏映霞,等.高频直缝焊管生产[M].北京:冶金工业出版社,1980.
Design and App lication of On-line Sp ira l Groove-p rocessing Device forWelded Corrugated Tube
LIMin
(Jiangxi Hongdu Steelworks Co.,Ltd.,Nanchang 330013,China)
Described here are themain aspects of a device for processing spiral grove of the welded corrugated tube,including the structure,the working principle,the parameter setting,the characteristics,and the actual operation application effectiveness.The device is capable of solving the problems concerning the mother tube,i.e.,the on-linemanufacturing,surface spiral groove processing,and specific length-cutting.Compared with the original operationmethod,the new one features easy operation,structural simplicity,high efficiency,lower processing time as only 25%of that of the original operation line,lowerman power as only 17%of the that of the original operation line,enhancement of productivity per worker as 23 times the original,and tremendous reduction of operation costs and production cycle.
welded corrugated tube;spiral groove;processing device;design;specific-length cutting;costs;efficiency
TG431!!
B!
1001-2311(2016)03-0042-04
李民(1977-),男,高级工程师,总经理,长期从事钢管生产管理、工艺技术、新产品开发工作。
(2015-08-12;修定日期:2015-11-19)
