基于模糊控制的冷凝器自动转台焊机的研制
2016-11-17杜俊远余海庆
杜俊远,蒋 庆,余海庆,张 旺
(中国计量学院 计量测试工程学院,杭州 310018)
基于模糊控制的冷凝器自动转台焊机的研制
杜俊远,蒋 庆,余海庆,张 旺
(中国计量学院 计量测试工程学院,杭州 310018)
针对工业生产中平行流冷凝器接管焊接自动化程度低,生产效率低,质量不稳定等缺点,提出了以PLC为核心控制器的新型自动转台式火焰焊接系统;采用4工位转台的工作方式,各工位同步运行且衔接紧密;利用组态软件完成界面设计,人机交互简洁,操作方便;控制算法采用模糊控制,利用PLC,流量传感器和调节阀构成反馈单元,依靠实时流量信息来调整模糊逻辑系统参数,并通过在线计算得到的最佳控制参数对空气及燃气流量进行调节;实验结果表明模糊控制较常规的流量控制稳态误差小,稳定周期短;通过机器能力指数Cmk分析,流量控制满足系统设计要求;实际生产中运行稳定且可靠,焊接合格率达到99.5%。
冷凝器;转台;火焰钎焊;模糊控制
0 引言
20世纪80年代,平行流管冷凝器开始取代汽车空调的管带式冷凝器并得到广泛应用。近年来,由于铜价较高,其材质逐渐由铜转铝。冷凝器接管是冷媒进出口连接的通道,其焊接是冷凝器制作工艺中一道重要工序。然而由于铝件氧化性强、熔透性高,焊接时易产生裂纹、气孔、烧穿等缺陷[1]。目前国内大多采用手工钎焊焊接,致使燃气和空气流量控制不稳,加热区波动大,火焰温度不稳定。随着科学新技术的发展,低效的手工焊接方式已经不能满足工业自动化的要求。针对上述问题,本文介绍了一套冷凝器接管自动火焰焊接系统,它是以PLC作为控制核心[2],能够精确调节燃气和空气流量,满足焊接温度的要求,实现了高效的自动化焊接。
1 系统硬件设计
根据生产要求,系统技术指标如表1所示。
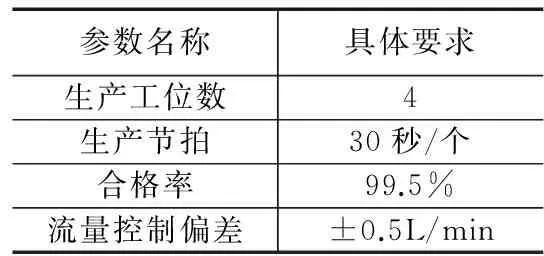
表1 冷凝器转台焊系统技术指标
本系统采用4工位转台工作方式,如图1:上/下料工位、预热工位、焊接工位、冷却工位,批量生产时各工位间衔接紧密,具有低成本、高效率等优势。
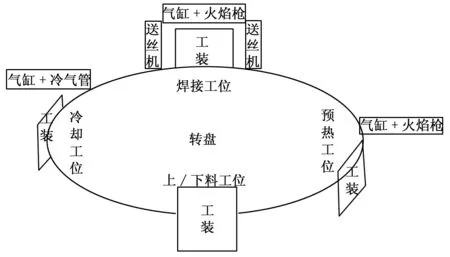
图1 转台整体结构示意图
系统主要包括控制单元、执行单元和燃气单元。系统总体结构如图2所示。
控制单元是系统的核心单元,包括PLC和人机交互。PLC(可编程控制器)是一种稳定高效的控制器,用于系统动作的控制和数据的采集、分析与处理。人机交互采用MCGS组态软件完成系统界面设计,一方面用于显示系统运行状态,另一方面用于修改系统和工艺参数以适用于不同系列的产品的焊接。

图2 系统总体结构框图
执行单元执行的是自动焊接过程的各个动作,主要包括转盘部分、预热部分、焊接部分和冷却部分。转盘部分主要由转盘、电机、分度装置和工装组成。系统按照90°分度通过分度装置将转盘对应4个工位,每个工位都有一套用于固定焊件的工装,当每个工位动作都执行完毕后,转盘转动90°,各工位继续动作。
预热工位主要由气缸、火焰枪和摆动电机组成。预热过程具有以下两个作用:1)降低焊接结构的拘束度和裂纹发生率,且利于焊缝中氢气的逸出;2)利于焊料在毛吸作用下填满焊缝[3]。预热前,气缸带动火焰枪对准焊接位置。预热时,摆动电机带动火焰枪来回摆动促使焊件充分均匀预热。
焊接工位包括气缸、火焰枪、送丝机和摆动电机。其作用是完成送丝焊接的动作。
冷却工位包括气缸和冷气管等。其主要作用是对焊接部位快速降温,避免长时间高温下焊接部位的氧化。
燃气单元是火焰原料的供给单元,也是系统焊接时流量控制的执行单元。本系统共有4支火焰枪,其中每支火焰枪所对应的气路如图3所示。燃气和空气分别经过减压阀、调节阀、压力传感器和流量计后进入混合器内混合均匀后形成具有一定空燃比的混合气,最后通过火焰枪输出[4]。减压阀和调节阀分别用于调节气体压力和流量,压力传感器和流量计分别用于监视气体压力和流量。

图3 气路原理图
2 系统软件设计
系统主程序完成初始化后进入自动运行界面。自动运行流程是该系统实现自动焊接的主体。图4为自动焊接流程图。
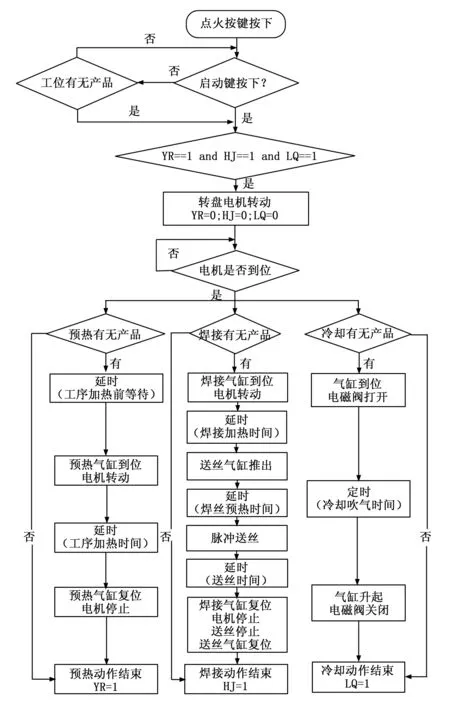
图4 自动焊接流程图
首先装夹产品,按下启动按键,转盘转到预热工位。
预热工位检测到产品到位信息后,气缸带动火焰枪对准焊接位置,并且电机带动火焰枪摇摆加热焊件。预热完成后,火焰焊枪升起,电机停止,转盘转到焊接工位。
焊接动作和预热动作类似,只是增加了送丝动作。由气缸将送丝机推出,焊丝对准焊接位置后进行脉冲送丝。送丝过程须先慢后快,保证完全熔化。送丝完成后,送丝电机停止并复位。整个焊接动作完成后,转盘转到冷却工位。
冷却工位检测到产品到位信息后,气缸带动空冷装置到位,然后电磁阀打开进行冷却。冷却完成后,关闭电磁阀,气缸复位,转盘转到装夹工位。最后取下焊接产品,自动运行流程结束。
3 流量控制算法设计
燃气和空气流量的稳定性是影响焊接质量的关键因素。焊接过程中,燃气和空气流量的波动将直接导致混合器中空燃比的变化,进而火焰燃烧不稳定,温度忽高忽低,最终严重影响到产品的焊接质量。流量计可以采集燃气和空气管路中的流量,调节阀通过脉冲控制其开度的改变可以对流量进行调节,因此燃气单元构成了一个反馈系统。常规流量控制方法:系统根据流量计每隔2秒采集一次管路实时流量,脉冲控制调节阀微调其开度,使流量达到目标值。这种方法的优点是实现方式简单。然而由于从流量的采集到调节存在很大的滞后性,入口压力具有波动性,易出现流量超调、误差偏大等现象。
本文引入“模糊-流量/开度”的控制算法旨在提高流量调节的精度,保证空气和燃气的比例。控制过程如图5所示。

图5 模糊控制原理图
图5中,yr(t)为设定的目标流量值,y(t)为当前流量检测值,e(t)为流量误差,ec(t)为流量误差变化量(当前流量检测值-前一刻流量检测值),对流量误差e和流量误差变化量ec做如下定义:
(1)

(2)
e(t)和ec(t)两个输入量经模糊控制器处理,得到流量调节开度所对应的脉冲数V,系统以此驱动调节阀,实现流量/开度的控制。
定义流量误差的模糊变量E和流量误差变化量的模糊变量EC,根据实际需要分别取5个模糊子集:(A1、A2、A3、A4、A5)和(B1、B2、B3、B4、B5),相应的模糊语言为:负大(NB)、负小(NS)、零(ZO)、正小(PS)、正大(PB)。调节开度所对应的脉冲数V为输出调节因子,对应7种类型:+K(大开)、+Z(中开)、+M(小开)、-M(小关)、-Z(中关)、-K(大关)和T(不变),模糊控制规则见表2。

表2 模糊控制规则表
针对流量模糊控制的原则是:流量误差大时,流量调节开度的变化应使误差迅速减小;流量误差小时,一方面要减小误差,另一方面要防止系统产生流量超调。
表1中的模糊控制规则可用以下模糊条件语句表示:If e is Aiand ec is Bjthen V is Cij。其中,i=1,2…5,j=1,2…5;Ai,Bj和Cij分别表示论域e、ec和V上的模糊子集[5]。
利用模糊推理求出V的一个模糊集合,采用最大隶属度法将模糊量清晰化,得出调节开度V查询表。
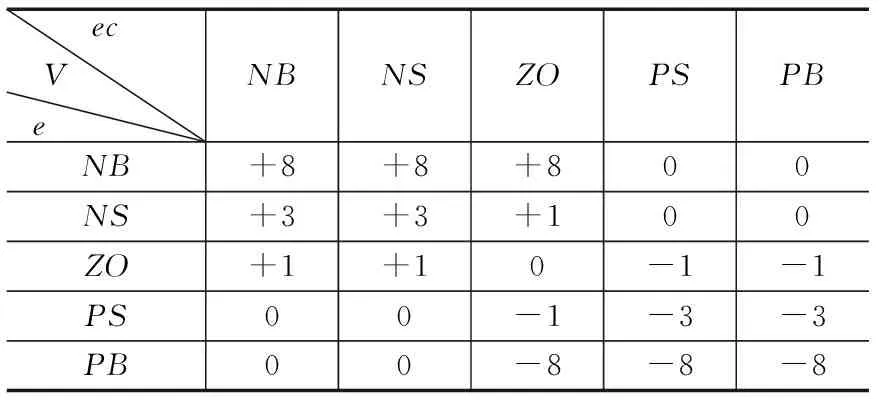
表3 V查询表
该模糊控制算法是将模糊控制查询表存放于PLC内存中,在流量实时调节过程中,PLC根据采样误差和误差变化率从模糊控制查询表中找出控制输出量,以减小流量的波动。
4 实验结果及分析
4.1 实验结果对比
为验证流量算法的有效性,本实验采用空气作为介质,将目标流量设为4个点Q1=20 L/min,Q2=40 L/min,Q3=60 L/min,Q4=80 L/min。分别通过常规算法和模糊控制算法进行测试,其流量随时间变化如图6所示。


图6 测试数据分布曲线
由图6可知,常规流量调节方法数据波动较大,距离目标值的最大偏差达到2.1 L/min,这种波动将严重影响混合器中空气与燃气的比例,导致火焰忽大忽小,最终影响到产品的焊接质量。而采用模糊控制算法对流量进行调节,距离目标偏差较常规算法要小很多,且稳定性好,满足了系统对空气及燃气流量的稳定性要求。
4.2 机器性能指数评定
为进一步对流量控制精度进行评定,采用机器能力指数Cmk进行评估。
Cmk反映了在工序稳定情况下,设备所具有的保证被测件质量的能力,目前企业对新设备验收时的要求为Cmk>1.67[6]。计算公式如下:
(3)
(4)

根据焊接工艺,将燃气流量设为15 L/min,空气流量设为60 L/min,待流量稳定后,每隔1秒自动记录一次流量值,实验数据如表4所示。
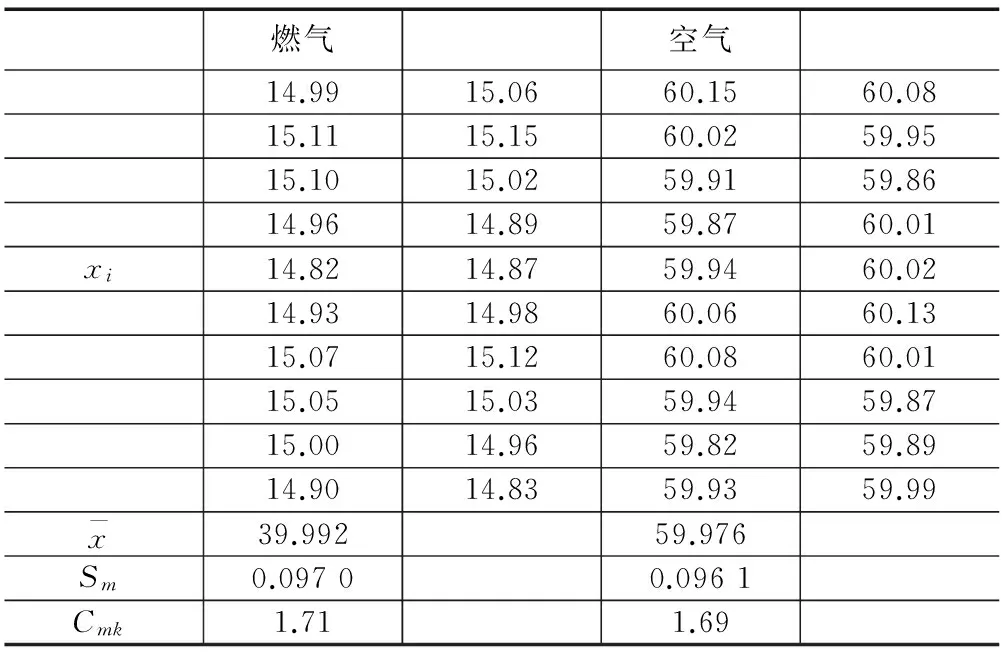
表4 实验数据统计表 流量单位:L/min
根据表4可知,利用模糊算法控制流量其机器能力指数Cmk均大于1.67,满足新设备验收要求,准确性达标。
5 结束语
本文研制的冷凝器接管自动火焰焊接系统,实现了多工位同时动作,实际生产节拍达到25秒/个,工装可适用多种类型产品,高效且经济。利用模糊控制算法调节燃气和空气流量,保证了焊接火焰温度,极大地降低了各种焊接缺陷的产生,焊接合格率达99.5%。目前该系统已在冷凝器生产中投入使用,运行状态稳定且可靠。
[1] 俞梅梅. 铝件产品的火焰钎焊的缺陷分析及结构设计改进[J]. 科技信息,2009(21): 87-88.
[2] 马俊龙, 候勇英, 宋守云. PLC在环缝焊接装置中的应用[J]. 河南机电高等专科学校学报, 2004, 12(2): 45-46.
[3] 李俊光,徐 凯,孙 强.药芯焊丝电弧焊工艺在掘进机截割头制造中的设计及应用[J]. 煤矿机械,2014, 35(11): 145-147.
[4] 周成龙, 宋维宾, 孙玉宁. 引流式冷热水混合管混流效果影响因素分析[J]. 机械制造,2013, 51(558): 27-29.
[5] 余海庆, 张 炎, 蒋 庆,等. 一种新型膨胀阀自动拧紧系统的设计[J]. 自动化仪表, 2012, 27(12): 34-37.
[6] 朱正德. 机械加工设备能力的评定指标机器能力指数[J]. 航空精密制造技术,2003, 39(3): 25-28.
Development of Automatic Swilunvel Turntable Welding Machine for Condenser Based on Fuzzy Control
Du Junyuan, Jiang Qing, Yu Haiqing, Zhang Wang
(College of Metrology and Measurement Engineering, China Jiliang University, Hangzhou 310018, China)
A new automatic turntable flame welding system based on PLC is put forward to solve the problems of low degree of automation, low production efficiency and poor flame stability in parallel flow condenser welding. Every station can run synchronously and link up tightly by a four-station turntable. Human-computer interaction is easy to operate by using the configuration software to complete the system interface design. Control algorithm uses fuzzy control. System uses PLC, flow sensor and regulator to form a feedback unit and rely on real-time flow information to adjust the parameters of the fuzzy logic system. Besides, system adjusts air and gas flow through optimal control parameters calculating online. The experimental results show that comparing with conventional control, fuzzy control has smaller steady state error, shorter stable cycle. Through the analysis of the machine capability index Cmk, the flow control precision meets industry requirement. The system is stable and reliable in actual production and the welding qualification rate reaches 99.5%.
condenser; turntable; flame brazing; fuzzy control
2015-11-22;
2015-12-28。
杜俊远(1989-),男,硕士研究生,主要从事检测自动化方面的科研工作方向的研究。
1671-4598(2016)06-0087-04
10.16526/j.cnki.11-4762/tp.2016.06.024
TP216
A