黑豆油水酶法提取工艺及其脂肪酸组成分析
2016-11-17尹潞海余兆硕吕雯姣唐谦为麻成金吴竹青
尹潞海,余 佶,余兆硕,吕雯姣,唐谦为,麻成金,吴竹青
(1.吉首大学植物资源保护与利用湖南省高校重点实验室,湖南吉首 416000;2.吉首大学食品科学研究所,湖南吉首 416000)
黑豆油水酶法提取工艺及其脂肪酸组成分析
尹潞海1,2,余 佶1,2,余兆硕2,吕雯姣2,唐谦为2,麻成金1,2,*吴竹青1,2
(1.吉首大学植物资源保护与利用湖南省高校重点实验室,湖南吉首 416000;2.吉首大学食品科学研究所,湖南吉首 416000)
以黑豆为原料,探讨水酶法及超声波辅助水酶法提取黑豆油工艺条件,对酶解条件和超声波预处理条件进行研究。通过单因素试验和正交试验,确定水酶法提取的最适条件为料液比1∶8(g∶mL),碱性蛋白酶用量2.0%,酶解pH值8.5,酶解温度55℃,酶解时间5 h,在此条件下黑豆油提取率为89.2%。超声波辅助处理可有效提高黑豆油提取率,在超声功率420 W下处理20 min可将黑豆油提取率提高至94.5%,比未经超声波预处理的高出5.3%。对黑豆油进行GC-MS分析,其主要脂肪酸有棕榈酸19.33%,亚油酸46.17%,油酸18.73%和硬脂酸7.18%等10种脂肪酸,其不饱和脂肪酸相对含量达68.34%。
黑豆油;超声波辅助提取;水酶法;脂肪酸组成
0 引言
黑豆为豆科植物大豆的黑色种子(Glycinemax L. merr),又叫黑大豆、乌豆等。我国黑豆资源丰富,已形成规模化种植[1]。黑豆粗脂肪含量为20%左右,富含油酸和亚油酸,具有较高的营养价值[2-3];黑豆还含有异黄酮等活性成分,具有抗氧化和抗肿瘤等多种功效[4]。
植物油脂提取方法主要有压榨法、溶剂萃取法、水酶法、超临界流体萃取法等[5],尤其是超声波、微波等辅助技术的应用,有助于提高油脂提取率。目前,国内外对豆类油脂的水酶法提取研究已有文献报道[6-10],但未见水酶法提取黑豆油脂的相关报道。本试验以黑豆为原料,对黑豆油脂提取工艺中料液比、碱性蛋白酶用量、酶解pH值、酶解温度、酶解时间,以及超声功率、超声时间等工艺参数进行探讨,并对其脂肪酸组成进行GC-MS分析,旨在为黑豆油的提取和应用提供试验参考。
1 材料与方法
1.1 仪器与设备
7890A-5975C型气相色谱-质谱联用仪,美国安捷伦公司产品;LXJ-IIB型离心机,上海安亭科学仪器厂产品;101-2AB型鼓风恒温干燥箱,天津泰斯特公司产品;FA2004型电子天平,上海舜宇恒平科仪公司产品;JY92-ⅡDN型超声波细胞粉碎机,宁波新芝生物科技公司产品;PH-2型酸度计,上海科仪公司产品;FW-100型高速万能粉碎机,天津泰斯特公司产品;HJ-3数型显恒温磁力搅拌器,常州澳华仪器有限公司产品;HH-S2型恒温水浴锅,金坛市成辉仪器厂产品;MDF-192型超低温冰箱,日本三洋公司产品。
1.2 原料与试剂
黑豆,购于湖南吉首市农贸市场;碱性蛋白酶,江苏锐阳生物科技有限公司产品,最适温度50~60℃,最适pH值8.5~10.5;氢氧化钠、氢氧化钾、盐酸,均为国产分析纯;甲醇、正己烷,为国产色谱纯。
1.3 研究方法
1.3.1 样品处理
将烘干后的黑豆粉碎,过40目筛,备用。
1.3.2 黑豆粗脂肪含量测定
采用索氏提取法(GB/T 5009.6—2003),测得其粗脂肪含量平均值为20.15%。
1.3.3 工艺流程
水酶法提取:黑豆粉→调浆→超声波预处理→调节温度、pH值→酶解→离心分离→破乳→干燥→黑豆毛油。
1.3.4 操作要点
准确称取10 g黑豆粉,装于烧杯中,加入一定容积的蒸馏水,混匀,用超声波预处理后调整pH值,加入一定量碱性蛋白酶,恒温搅拌反应。反应结束后,以转速4 000 r/min离心分离20 min,收集上层乳状液,在-20℃冷冻处理12 h,然后在35℃解冻2 h,离心分离,收集上层游离油,测定并计算黑豆油提取率。
1.3.5 黑豆油提取率计算Y=×100%.

式中:Y——黑豆油提取率,%;m1——黑豆粗脂肪含量,g;m2——提取黑豆油质量,g。
1.3.6 单因素试验
在其他条件相同的情况下,分别探讨水酶法提取黑豆油试验中料液比、碱性蛋白酶用量、酶解pH值、酶解温度、酶解时间等因素对黑豆油提取率的影响,以及超声波辅助处理时超声功率、超声时间对黑豆油提取率的影响。
1.3.7 提取工艺条件优化试验
在单因素试验结果的基础上,对料液比、碱性蛋白酶用量、酶解pH值、酶解温度4个因素进行正交试验设计,并对酶解条件参数进行优化。
1.3.8 黑豆油脂肪酸组成分析
(1)甲酯化方法。称取1 g(精确到0.000 1 g)水酶法提取所得黑豆油油样,置于具塞锥形瓶中,加入0.5 mol/L的KOH-甲醇溶液10 mL,混匀后置于70℃下水浴超声波辅助处理1 h,冷却至室温,用20 mL色谱纯正己烷萃取,静置分层取上层液,用蒸馏水洗涤2~3次,加入无水硫酸镁干燥脱水,最后以转速4 500 r/min离心10 min,取上层清液置于瓶中待测。
(2)仪器MS条件。四级杆温度150℃,EI离子源温度230℃,溶剂延时4 min,电子能量70 eV,扫描范围30~500 u。
(3) 仪器GC条件。HP-5MSAgilent 190191S-433型石英毛细管柱(325℃,30 m×250 μm);载气为高纯氦气(99.999%);柱前压69.8 kPa;柱内载气流量2 mL/min;80℃保持2 min,以10℃/min升温到160℃,保持2 min,再以5℃/min升温到250℃保持5 min;样品进样量1 μL;分流比80∶1。
2 结果与讨论
2.1 酶解条件对黑豆油提取率影响的单因素试验
2.1.1 料液比对黑豆油提取率的影响
在未经超声波预处理,碱性蛋白酶用量2.0%,酶解温度50℃,酶解时间4 h,酶解pH值9.0的条件下,考察料液比对黑豆油提取率的影响。
料液比对黑豆油提取率的影响见图1。

图1 料液比对黑豆油提取率的影响
由图1可知,随着料液比的增加,黑豆油提取率快速上升,在料液比1∶8(g∶mL)时达到最高。当料液比较低时,由于浆料黏稠度大,酶与底物接触不充分,酶解效果较差;随着料液比增加,酶与底物接触面积增大,作用效果明显提高;但料液比过大时,底物浓度较低,减弱了酶解效果,黑豆油提取率反而下降。
2.1.2 碱性蛋白酶用量对黑豆油提取率的影响
在未经超声波预处理,料液比1∶8(g∶mL),酶解温度50℃,酶解时间4 h,酶解pH值9.0的条件下,考察碱性蛋白酶用量对黑豆油提取率的影响。碱性蛋白酶用量对黑豆油提取率的影响见图2。
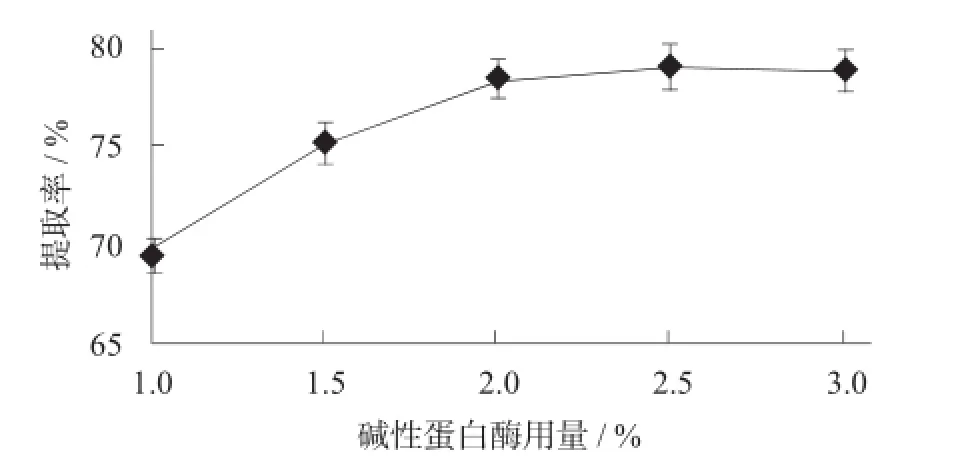
图2 碱性蛋白酶用量对黑豆油提取率的影响
由图2可知,随着碱性蛋白酶用量的增加,黑豆油提取率不断升高;当碱性蛋白酶用量超过2.5%时,黑豆油提取率增加缓慢,这是因为酶对底物作用饱和所致。因此,碱性蛋白酶用量以2.5%左右为宜。
2.1.3 酶解pH值对黑豆油提取率的影响
在未经超声波预处理,碱性蛋白酶用量2.0%,料液比1∶8(g∶mL),酶解温度50℃,酶解时间4 h的条件下,考察酶解pH值对黑豆油提取率的影响。
酶解pH值对黑豆油提取率的影响见图3。

图3 酶解pH值对黑豆油提取率的影响
由图3可知,黑豆油提取率随着酶解pH值的升高而迅速增加,在酶解pH值9.0时达到最高;但当酶解pH值超过9.0时,提取率随酶解pH值的升高而下降。因此,选择酶解pH值9.0为宜。
2.1.4 酶解温度对黑豆油提取率的影响
在未经超声波预处理,料液比1∶8(g∶mL),碱性蛋白酶用量2.0%,酶解pH值9.0,酶解时间4 h的条件下,考察酶解温度对黑豆油提取率的影响。
酶解温度对黑豆油提取率的影响见图4。

由图4可知,随着酶解温度升高,黑豆油提取率不断上升,在55℃时达到最高;超过55℃时,随着酶解温度升高,黑豆油提取率迅速下降,这与碱性蛋白酶的最适作用温度有关。
2.1.5 酶解时间对黑豆油提取率的影响
在未经超声波预处理,料液比1∶8(g∶mL),碱性蛋白酶用量2.0%,酶解温度50℃,酶解pH值9.0的条件下,考察酶解时间对黑豆油提取率的影响。
酶解时间对黑豆油提取率的影响见图5。
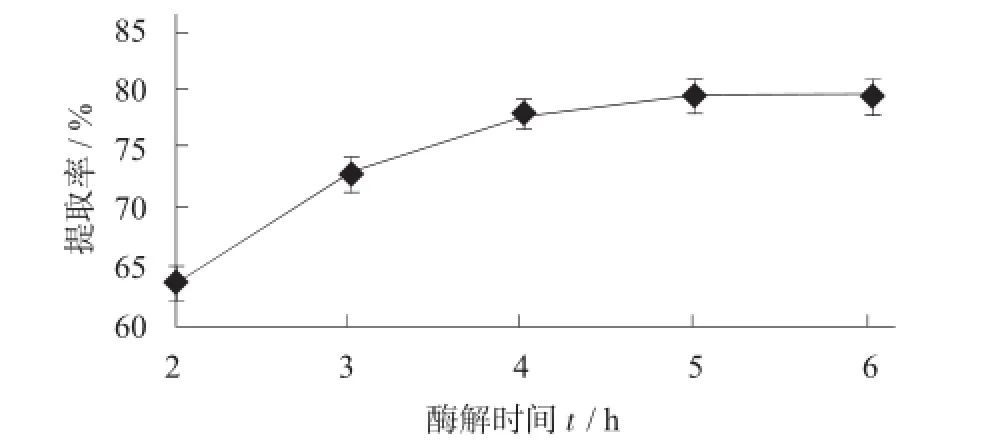
图5 酶解时间对黑豆油提取率的影响
由图5可知,随着酶解时间的延长,黑豆油提取率逐渐上升;当酶解时间超过5 h时,黑豆油提取率趋于稳定。因此,酶解时间选择5 h即可。
2.2 水酶法提取黑豆油酶解条件优化试验
在单因素试验结果基础上,以黑豆油提取率为评价指标,选用L9(34)正交试验设计对酶解条件进行优化。
正交试验因素与水平设计见表1,正交试验结果与分析见表2。
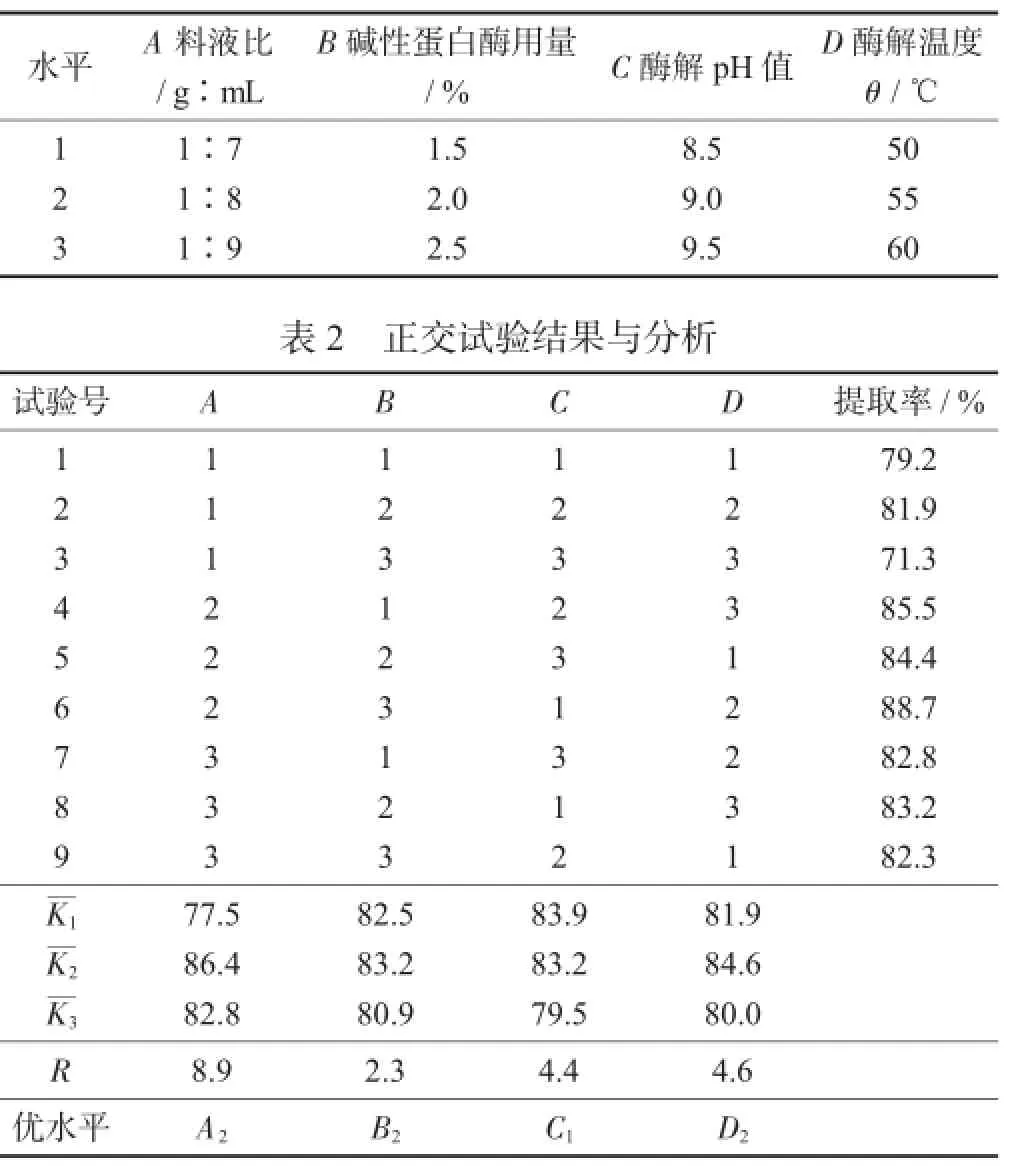
表1 正交试验因素与水平设计
由表2可知,各因素影响酶解效果的主次顺序为料液比>酶解温度>酶解pH值>碱性蛋白酶用量,最优水平组合为A2B2C1D2,即料液比1∶8(g∶mL),碱性蛋白酶用量2.0%,酶解pH值8.5,酶解温度55℃。在此条件下进行3组验证试验,黑豆油提取率平均值为89.2%。
2.3 超声波辅助处理对黑豆油提取率的影响
在优化的酶解条件下,探讨超声功率和超声时间对黑豆油提取率的影响。
2.3.1 超声功率对黑豆油提取率的影响
固定超声时间10 min,在优化酶解条件下考察超声功率对黑豆油提取率的影响。
超声功率对黑豆油提取率的影响见图6。

图6 超声功率对黑豆油提取率的影响
由图6可知,随着超声功率增大,黑豆油提取率相应提高,因为超声功率420 W时提取率最高,达到92.2%。超声波功率越大,空化作用和机械作用越强烈,分子扩散速度也就越大,油脂渗出就越多[3]。但在超声功率超过420 W后,黑豆油提取率反而略有减小,这可能是由于功率大,超声波瞬间热效应过于明显,使得局部温度过高导致蛋白质变性,影响酶解效果,从而影响油脂溶出。
2.3.2 超声时间对黑豆油提取率的影响
固定超声功率420 W,在优化酶解条件下考察超声时间对黑豆油提取率的影响。
超声时间对黑豆油提取率的影响见图7。
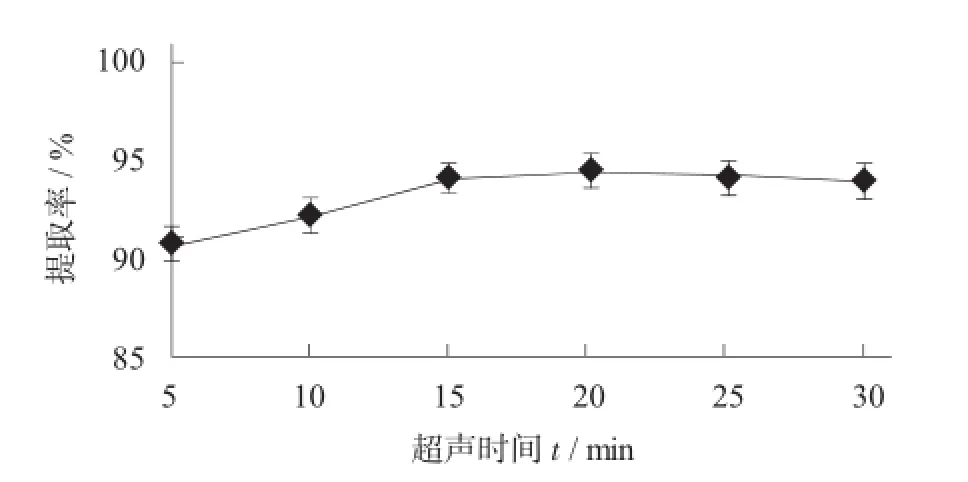
图7 超声时间对黑豆油提取率的影响
由图7可知,黑豆油提取率随超声时间延长而升高,20 min达到94.5%,之后渐趋于稳定。因此,选择超声时间20 min即可。
2.4 黑豆油脂肪酸组成分析
黑豆油经甲酯化处理后进行GC-MS分析,形成的色谱峰通过NIST 05标准谱库逐个进行检索,解析出各峰相应的质谱图,并利用不做校正的峰面积归一法确定各组分的相对含量。
黑豆油中脂肪酸组分及相对含量见表4。
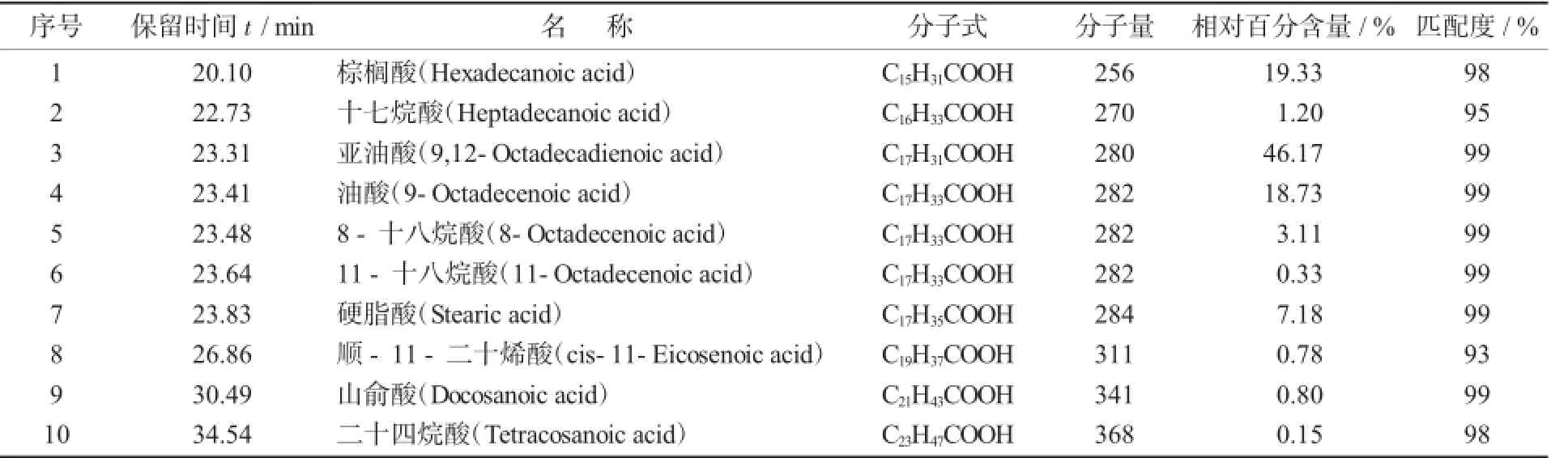
表4 黑豆油中脂肪酸组分及相对含量
由表4可知,黑豆油中主要含有棕榈酸、亚油酸、油酸、硬脂酸等10种脂肪酸,其中亚油酸相对含量最高,达46.17%;亚油酸、油酸、8-十八烷酸等不饱和脂肪酸含量达到68.34%。
3 结论
以黑豆为原料,研究水酶法提取油脂工艺条件,测定黑豆原料粗脂肪含量为20.15%,通过单因素试验及正交试验,确定水酶法提取黑豆油的优化酶解条件为料液比1∶8(g∶mL),碱性蛋白酶用量2.0%,酶解pH值 8.5,酶解温度55℃,酶解时间5 h,此
时黑豆油提取率为89.2%。采用超声波辅助处理,可有效提高黑豆油提取率,在超声功率420 W下处理20 min可使黑豆油提取率提高至94.5%,比未经超声波预处理的高出5.3%。提取所得黑豆油经GC-MS分析,其主要脂肪酸组成为棕榈酸、亚油酸、油酸和硬脂酸等10种脂肪酸,不饱和脂肪酸含量高达68.34%,具有较高的应用价值。
[1]王璇,田少君,张喆,等.超声波辅助酶解黑豆蛋白工艺优化 [J].粮食与油脂,2011(12):39-42.
[2]娄丽娟,马传国,盖争艳.黑豆油理化指标及脂肪酸组成分析 [J].粮食与油脂,2010(5):23-24.
[3]陈静静,沈旭,唐谦为,等.超声波辅助提取黑豆油及其脂肪酸组成分析 [J].粮食科技与经济,2013,38(6):50-53.
[4]吴夏花,陈树俊,冯斌,等.低温冷榨黑豆油特征营养分析及抗氧化活性研究 [J].农产品加工(创新版),2011(10):64-69.
[5]李娜,黄耀江.植物油浸出技术研究进展 [J].安徽农业科学,2012,40(6):3 572-3 574.
[6]韩宗元,江连洲,李杨,等.水酶法提取大豆油的扩大试验研究 [J].中国粮油学报,2015,30(2):37-42.
[7]李杨,张雅娜,王欢,等.水酶法提取大豆油与其他不同种大豆油品质差异研究 [J].中国粮油学报,2014,29(6):46-52.
[8]王心刚,江连洲,李杨,等.真空挤压膨化水酶法提取大豆油的工艺研究 [J].中国粮油学报,2013,28(11):28-31.
[9]耿梦楠.水酶法提取油莎豆油的研究 [J].煤炭与化工,2015,38(9):53-55.
[10]金婷,谭胜兵.水酶法提取石榴籽油工艺条件探究 [J].农产品加工(学刊),2014(10):42-44.◇牛肉干中的水分由内外同时蒸发,干燥速度快,干燥较彻底,干燥后的牛肉干含水量低。
3.2.2 蛋白质
传统牛肉干由于2次煮制处理,导致部分盐溶性蛋白和其他可溶性营养物质流失,影响了产品的风味和营养价值。
Aqueous Enzymatic Extraction of Black Soybean Oil and Analysis of Fatty Acid Composition
YIN Luhai1,2,YU Ji1,2,YU Zhaoshuo2,LV Wenjiao2,TANG Qianwei2,MA Chengjin1,2,*WU Zhuqing1,2
(1.Key Laboratory of Plant Resources Conservation and Utilization,Jishou Univerusity,Jishou,Hu'nan 416000,China;2.Institute of Food Science,Jishou University,Jishou,Hu'nan 416000,China)
Aqueous enzymatic extraction of black soybean oil from black soybean assisted by ultrasound is studied.Effects of enzymatic hydrolysis conditions and ultrasonic pretreatment conditions on the extraction rate are explored,the optimum extraction condition is obtained as follows:ratio of stuff to water 1∶8(g∶mL),dosage of alcalase 2.0%,pH 8.5,temperature 55℃,time 5 hours.Under this optimal conditions,the oil extraction efficiency reached 89.2%.The ultrasound irradiation at 420 W for 20 min followed by aqueous enzymatic extraction could increase the oil extraction efficiency to 94.5%,which is 5.3%higher than that of non-irradiation with ultrasound.GC-MS is employed to analyze the components of fatty acid of black soybean oil.The main components of black soybean oil are ten kinds of fatty acid suchas palmitic acid 19.33%,linoleic acid 46.17%,oleic acid 18.73%,stearic acid 7.18%,total content of unsaturated fatty acids is 68.34%.
black soybean oil;ultrasonic-assisted extraction;aqueous enzymatic extraction;fatty acid composition
TS224.4
A
10.16693/j.cnki.1671-9646(X).2016.01.007
2015-10-23
吉首大学大学生创新训练中心资助项目(JDCX2013-24)。
尹潞海(1993— ),男,在读本科,研究方向为食物资源研究与利用。
*通讯作者:吴竹青(1964— ),女,高级实验师,研究方向为天然产物化学。