卧式铣镗床下滑座蜗轮传动机构的装配工艺措施
2016-11-16汉川数控机床股份公司晏
汉川数控机床股份公司晏 昆 孙 庆 王 雷
卧式铣镗床下滑座蜗轮传动机构的装配工艺措施
汉川数控机床股份公司晏 昆孙 庆王 雷
卧式铣镗床作为高精度孔及端面加工的普通型机床,其在动力输入部件的经典设计结构和动力输出部件精密稳定的性能,确保了作为以机械传动为主的机床持久、可靠的精度保持性和便利、快捷的可维护性。
汉川数控机床股份公司是作为国内卧式铣镗床重点生产厂家,为了满足批量化生产的规模和产品种类的增加,保证每个装配环节工序的专一性,现采用了分序流水化作业的生产工艺流程,这样既提高了操作者的技能效率、减少了工艺设施的配备,更重要的是保证了关键零部件和机构的精度和可靠性。现对卧式铣镗床工作台部件沿床身纵向运动的主要驱动部件,下滑座蜗轮传动机构的装配工艺流程改进做一分析说明。
1.装配条件与结构分析
在蜗轮与蜗杆传动机构中,基本的传动过程是蜗轮齿包络着蜗杆齿相互啮合。通常的装配过程是先装好蜗轮轴系,再装与之相配合的蜗杆轴系。而在卧式铣镗床的下滑座中,因传动结构的需要蜗杆被设计在一根长轴的中间部位,这样给装配带来的问题是按照常规方法和顺序装配已不可能实现,需采用倒装法——即先将较复杂的蜗杆轴系先装配在滑座的支承座上,然后将已装配好的涡轮轴系部件安放在滑座的安装面并做相应调整使其与蜗杆做正确的啮合。
该部分的结构如图1所示。
采用倒装法对于蜗轮的装配有以下调整环节和要求:
(1)要使蜗轮蜗杆形成正确的啮合关系,必须使蜗杆的轴心线与蜗轮的啮合面处于同一平面内,通过修整调整垫来完成;
(2)保证蜗轮蜗杆啮合时的正确中心距,通过调整蜗轮轴系在鞍座上的位置来完成。
(3)倒装法带来的问题是使后装配的蜗轮要有条件装入,这样就必须在蜗轮啮合装入部分将五个齿加工铣平。(见图3)
(4)批量化生产规模要求零件的互换性较高,包括一些非关键尺寸的一致性要好,这样可采取一些较简洁的测量方法来保证装配尺寸链的精度要求。

图 1
2.装配尺寸链的分析
蜗轮蜗杆的正确啮合条件有二:正确的啮合平面和两轴间正确的中心距。
在蜗杆已装配完成的情况下,正确的啮合面是靠装配蜗轮时修配轴向尺寸的调整垫来保证的。
在批量化流水线作业现场,为了找到正确的啮合平面如果靠试装法反复拆装蜗轮来实现,一是效率太低,劳动强度大,二是易损伤零件,造成零件精度的丧失,故不适宜这种生产条件的要求。
经过对图1中蜗轮轴向尺寸链的分析可知:要得到正确的啮合平面,与之相关的有蜗轮的宽度尺寸和调整垫的厚度尺寸,而可用于修配的只有调整垫,故其尺寸是封闭环。
在对批量化装配的工艺和检测方法探索过程中,为使其能方便快捷地得到封闭环的修配尺寸,我们有针对性的设计了如图2的工艺装备——测量角尺。
从图2中可看出该角尺在无需试装蜗轮的前提下用量块测量角尺A面与蜗杆顶圆(要求批量化零件加工时保证其一定的公差范围和一致性)上母线间距离就可知道调整垫需要修配的高度尺寸F,而且该角尺在竖直方向的宽度尺寸兼顾控制两轴之间的中心距尺寸,可谓“一尺两得”了。

图 2
3.蜗轮装配的工艺及方法
在同批次该机构的装配中,对第一台蜗轮装配后要进行精度验证,即对蜗轮蜗杆副啮合旋转后检验它们的接触情况。蜗轮的具体装配工艺顺序如下:
(1)用红丹粉均匀地涂在蜗轮齿面上,将蜗轮相邻铣平的五齿半部齿廓与中心平面齿形在一致处做标记,便于装配时确认蜗轮装入的准确位置。
(2)在蜗轮轴上装入传动平键。
(3)将蜗轮孔、轴配合部分端部装入,使用如图3工装来进行,旋转手柄将蜗轮逐步压入至蜗轮下端面与调整垫贴紧。
(4)用工艺手柄摇动下滑座上蜗杆驱动蜗轮顺、逆各转动一整圈,力量均匀感觉无死点,达到装配工艺要求。
(5)为确认蜗轮与蜗杆的啮合精度,采用如图4工装拆出蜗轮,查看其接触斑点,因后续还要通过蜗轮的轴向对轴承进行预紧,所以接触斑点应在蜗轮轮齿中部稍偏于蜗杆上部。若位置有偏差,可再修磨调整垫以便达到要求。据实际装配测得数据,修配量为0.1~0.25mm即可。
注意:蜗轮装配即将到位过程中应多次旋转蜗杆进行啮合检查,压入过程应循序渐进,不可操之过急。
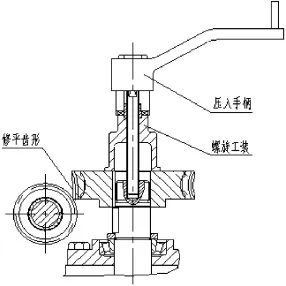
图 3

图 4
在整个机构的装配过程中最终保证蜗杆与蜗轮的中心距也是关键所在。由于蜗杆中心位置已确定,而蜗轮轴中心在设计结构上是可做调整的方式,测量角尺的另一个作用就是在装配时用来保证这项精度的。如图2中,让测量角尺的竖直面一侧紧贴蜗杆顶圆母线,另一侧紧贴蜗轮轴的侧母线,这样角尺的间接尺寸51就保证了中心距的尺寸,快速准确地确定了机构的中心距的位置。
4.结语
为了实现设计结构的制造要求,创新的工艺措施和方法显得尤为重要。在蜗轮蜗杆机构批量化实际装配中,总结、创新、实践所得到的这套工艺方法,实现了易于操作,提高效率且保证了产品的运动精度,传动精度的检测结果及产品的正常使用过程都证明了满足设计要求,达到了预期的效果。□
[1] 许洪基.齿轮手册.北京:机械工业出版社,2000.8
[2] 闻邦椿.机械设计手册. 北京:机械工业出版社,2010.1