单片机技术在数控车床中的应用
2016-11-16王小荣
王小荣
(新疆大学工程训练中心,新疆乌鲁木齐830047)
单片机技术在数控车床中的应用
王小荣
(新疆大学工程训练中心,新疆乌鲁木齐830047)
为实现机床自动化、智能化操作,以数控车床为载体,采用单片机技术对机床的机械、液压系统进行控制。通过机、电、液三者结合对数控车床的主轴、刀架、尾座以及换挡动作进行控制,实现机械生产的自动化、智能化控制。
单片机 数控车床 液压系统
0 引言
随着现代技术的发展,传统机床已经不能满足加工零件精度的要求,因此数控机床成为现代机床发展的主流方向[1]。近几年来单片机技术、液压传动技术以及电气技术迅速发展,很多行业将三者结合起来开发机电液一体设备。由于其自动化、智能化等特点,尤其受到机床制造业的青睐,在车床、磨床、铣床和刨床上的应用也越来越多。所谓机电液一体设备系统并不是将机械系统、电气系统和液压系统进行简单的组合,而是集单片机技术、微电子技术、液压技术还有机械技术等相关技术为一体的综合性产物[2]。下面就以数控车床为例,介绍单片机技术在数控车床中的应用。
1 数控车床的换挡机械系统

图1 数控车床的传动方式
大中型数控机床一般采用的变速方式是带有变速齿轮的主传动方式,如图1所示,它通过少数几对齿轮进行降速,实现分段无极变速,以保证主轴低速运转时转速和输出转矩特性的要求[3]。还有一部分小型数控机床也通过采用这种变速齿轮的传动方式来获得强力切削所需要的转矩[4]。其中滑移齿轮的移位一般采用两种方式,一种是液压拨叉带动齿轮,另一种是直接由液压缸带动齿轮如图2所示[5]。
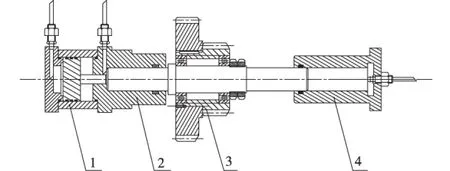
1-活塞液压缸;2-柱塞液压缸;3-滑移齿轮;4-柱塞液压缸图2 利用液压缸带动齿轮移动
2 数控车床液压系统
2.1 数控车床液压系统原理图
数控车床液压系统的主要作用是控制卡盘的夹紧和松开,刀架的夹紧与松开,刀架转塔的转位,尾座套筒的移动和主轴变档。以上每一个动作构成一个液压回路,然后将各个回路组合在一起构成数控车床的液压系统原理图,如图3所示。

图3 数控车床液压系统原理图
该液压系统控制原理如下:
1)主轴卡盘控制回路主要利用一个二位四通电磁换向阀来控制卡盘的加紧与松开,主要流程如下:
卡盘夹紧动作:系统液压油→减压阀5→二位四通电磁换向阀3(右位)→液压锁2(右)→液压缸1(右)→活塞杆左移→卡盘夹紧;
卡盘松开动作:系统液压油→减压阀5→二位四通电磁换向阀3(左位)→液压锁2(左)→液压缸1(左)→活塞杆左移→卡盘松开。
2)刀架控制回路主要采用进出口节流调速回路,主要作用是在刀架换刀时,刀盘松开,当刀盘到达指定位置时,刀盘夹紧[6]。主要流程如下:
刀盘松开:系统液压油→二位四通电磁换向阀8(右位)→刀盘液压缸(下)→刀盘松开;
到达指定位置:系统液压油→三位四通电磁换向阀7(左位/右位)→刀盘正转/反转→到达指定位置→三位四通电磁换向阀7(中位)→刀盘停止转动;
刀盘锁紧:系统液压油→二位四通电磁换向阀8(左位)→刀盘液压缸(上)→刀盘锁紧。
3)尾座套筒控制回路主要采用容积调节回路,通过一个三位四通电磁换向阀13控制套筒的伸出与退回,通过减压阀12控制套筒预紧力的大小。主要流程如下:
尾座伸出动作:系统液压油→减压阀12→三位四通电磁换向阀13(右位)→液压缸(右)→套筒伸出;
尾座退回动作:系统液压油→减压阀12→三位四通电磁换向阀13(左位)→液压缸(左)→套筒退回。
4)换挡动作控制回路主要利用二位三通换向电磁阀14和三位四通换向电磁阀16调节高低速换挡,主要流程如下:
高速换挡:系统液压油→减压阀15→三位四通电磁换向阀16(右位)→柱塞缸Ⅲ(右)→柱塞杆向左运动。
低速换挡:
2.2 液压系统电磁动作表
以上各动作的实现都离不开电磁换向阀,上述提到的左右位是由电磁铁得失电来控制的,具体电磁铁动作顺序如表1所示。
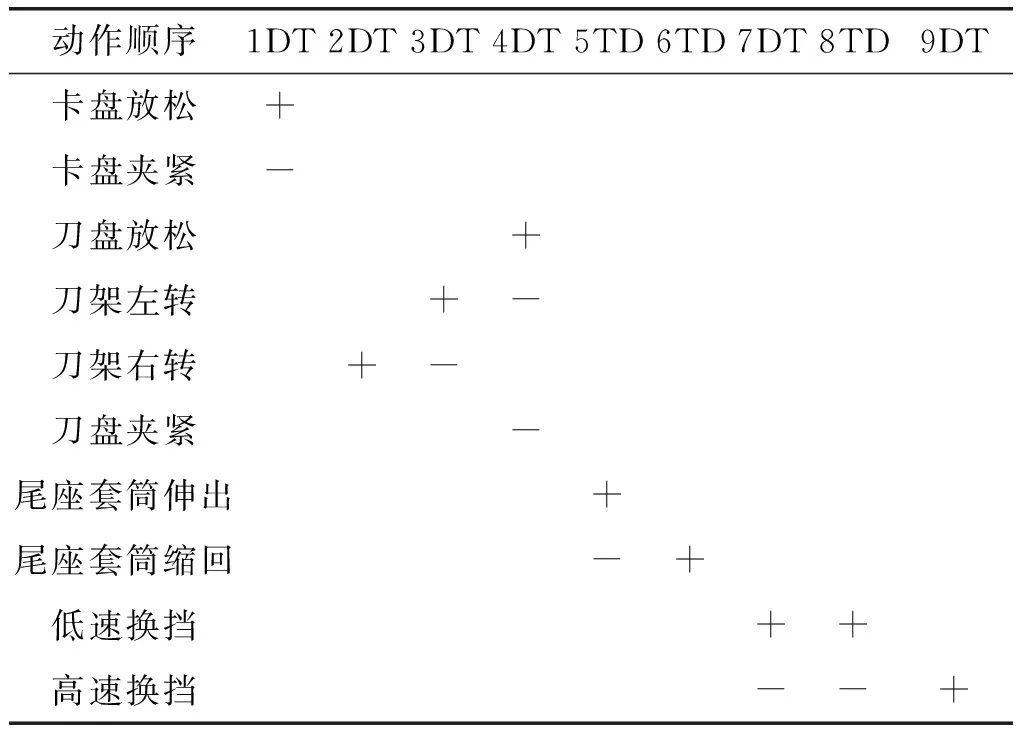
表1 电磁铁动作顺序表
3 单片机对液压系统的控制
以上液压系统各回路动作需通过单片机控制电磁换向阀的通断得以实现。 现以Philip公司的8位单片机P89C668作为控制核心对1DT-9DT这9个电磁换向阀进行运动控制。硬件系统框图及连接图分别见图4和图5。

图4 硬件系统框图
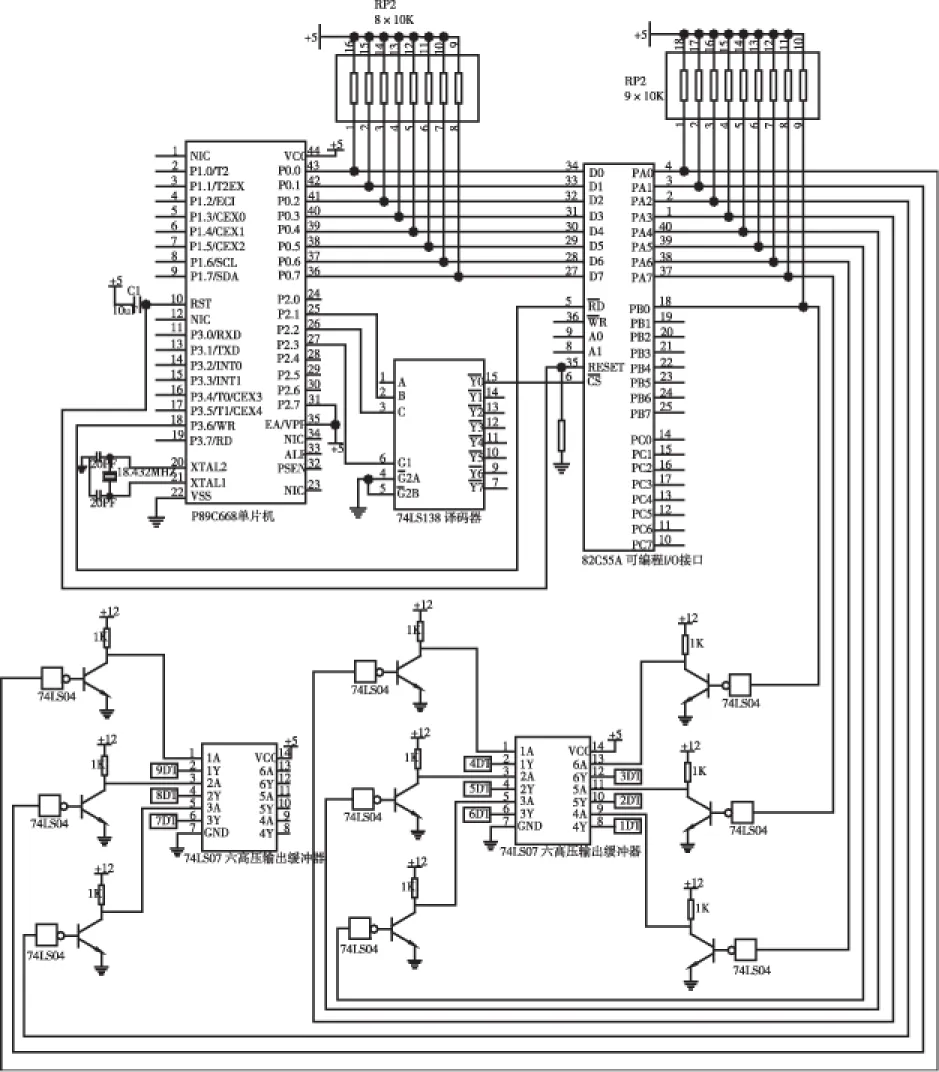
图5 控制系统硬件连接图
通过系统连接图可以看出,单片机P89C668的输出端口P0.0~P0.7与82C55A的D0~D7脚相连进行数据交换。为了增强P0口的驱动能力在其输出端上拉10K电阻。单片机的第10引脚为复位输入端,设计时采用了一个10 μF的电容接到VCC构成上电复位的方式。同时与82C55A相连以达到共同复位的作用。第20、21引脚晶振输入引脚,晶振频率选用了18.432 MHz。在控制板上做了跳针可供第32引脚(PSEN)选用。当下载程序时,使第32脚接低电平,当单片机运行程序时,使其接高电平。
82C55A是通用可编程并行I/O接口芯片。内部的PA口、PB口、PC口均为8位I/O数据口。PA口由一个8位数据输出缓冲/锁存器和一个8位数据输入缓冲/锁存器组成,PB口和PC口各有一个8位数据输出缓冲/锁存器和一个8位数据输入缓冲器(无输入数据锁存器)组成[8]。在该系统中,PA,PB口作为输出口使用,PA0-PA7和PB0共9位引脚用于控制电磁阀DT1-DT9并且同样上拉10K电阻增强输出口的驱动能力。
电平转换及功率放大电路主要通过非门(74LS04)、三极管及缓冲器(74LS07)连接。 74LS04为六组反相器, 1A-6A为输入端,与8255的输出口相连;1Y-6Y为输出端,与三极管连接。74LS07为集电极开路输出的六组驱动器。1A-6A为6位输入端,与三极管相连;1Y-6Y为输出端,与6个电磁阀连接。由于液压系统中共有9个电磁阀,故此处需用2个74LS07。
4 总结
通过以上单片机系统对数控车床机械和液压系统的控制,阐述了单片机技术在数控车床的应用。通过实例表明,单片机系统、机械系统以及液压系统的结合能有效地实现对数控车床的主轴、刀架、尾座以及换挡动作自动化、智能化的控制。
[1] 黄建华, 袁志伟. 浅谈机床主轴设计要求及传动方式[J]. 城市建设理论研究, 2014(12).
[2] 苑硕椿. 工程机械中机电液一体化的应用[J]. 黑龙江科技信息, 2013 (7): 59.
[3] 刘锁. 数控机床主传动系统设计[J]. 民营科技, 2013 (8): 37-38.
[4] 赵军华,曹和平. 对数控机床主传动、进给传动的探讨[J]. 河南科技,2007(9):56.
[5] 文怀兴,夏田. 数控机床设计实践指南[M].北京:化学工业出版社,2008:23-24.
[6] 狄瑞民,王学建. 数控机床液压传动与气压传动[M].北京:国防工业出版社,2006:141.
[7] 高金巍. 数控系统的算法仿真及其硬件设计[D].沈阳:东北大学,2009.
[8] 冯博琴,吴宁.微型计算机原理与接口技术[M]. 北京:清华大学出版社, 2014.
Application of SCM technology in the CNC lathe
WANG Xiaorong
To achieve automated, intelligent operation of the lathe, we applied the SCM technology to the CNC lathe for the control of the mechanical and hydraulic systems. Through mechanical-electrical-hydraulic control of the spindle, the carriage, the tail stock and the shift operation of the CNC lathe, we achieved automated and intelligent control of the lathe.
SCM,CNC lathe,hydraulic system
TH-39
A
1002-6886(2016)05-0078-04
王小荣(1988-),女,山东聊城人,硕士研究生毕业,新疆大学工程训练中心创新实验教师,研究方向机电一体化。
2016-03-09
