一种法兰盘的加工方案
2016-11-10曹亮王利亮赵鹏成
曹亮,王利亮,赵鹏成
(陕西汉德车桥有限公司,陕西 宝鸡 722408)
工艺装备
一种法兰盘的加工方案
曹亮,王利亮,赵鹏成
(陕西汉德车桥有限公司,陕西 宝鸡 722408)
∶法兰盘是我公司加工的重要零件之一,在加工过程中受工件结构、工件夹紧力、定位基准等因素影响,其平行度的加工一直是一个难点。文章针对该问题,着重介绍了法兰盘平行度的加工方案。
∶法兰盘;平行度
10.16638/j.cnki.1671-7988.2016.09.071
CLC NO.: U466Document Code: AArticle ID: 1671-7988 (2016)09-209-02
前言
我公司现加工的一种法兰盘平行度要求为0.1mm(见图1),采用原工艺方案时,工件平行度处于0.18-0.22mm状态,不能满足图纸要求,存在质量隐患。因此,有必要对该工件平行度加工工艺进行改进,彻底解决平行度超差的质量问题。
1、原工艺及存在的问题
1.1原工艺方案
10工序三爪夹持ФA外圆,以被测面为定位面自车A基准。
20工序三爪夹持ФA外圆,以A基准面为定位面进行工件车削。(见图1)
1.2存在的问题及原因分析
原工艺方案加工法兰面平行度超差,分析原因主要有以下几点:
1)立车三爪卡盘压力为2.5MPa,立车三爪卡盘压力过大造成工件夹紧变形。
2)三爪宽度为60mm,夹持面积较小,三爪夹持工件时工件受力不均,存在夹紧变形。
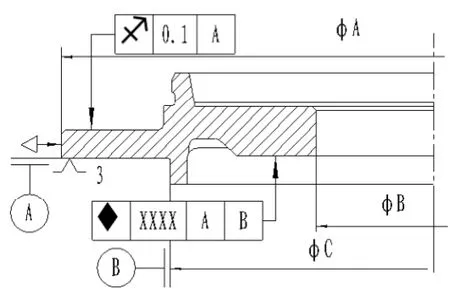
图1 工件示意图
2、工艺改进及改进后效果
2.1第一次改进
根据原因分析,我们对加工工艺进行了第一次改进:
1)降低三爪卡盘压力至1.5 MPa,减小因三爪卡盘压力过大造成的夹紧变形问题。并经过试切,确定在车削过程中,工件不会因三爪卡盘压力变小而造成工件松动。
2)增大三爪夹持面积,夹持部位宽度由60mm改为180mm,保证工件外圆受力均匀;
3)自车三爪时用三爪夹持一个圆盘,模拟三爪夹紧状态进行定位面车削,提高定位面精度。
改进后检测工件法兰面平行度为0.15-0.18mm,未达到图纸要求。
我们要了解学生的心理特性怎样,思维能力达到了何种程度,他们以前是怎么学习的,高中的学习与以前的学习又有哪些不同,他们又需要哪样的老师。只有知已知彼,才能事半功倍。高一教学应以初中知识为教学的“生长点”逐步扩展和加深;教材的呈现要难易适当,要根据学生知识的逐渐积累和能力的不断提高,让内容在不同阶段重复出现,逐渐扩大范围加深深度。
分析原因主要有以下几点:
1)三爪夹持部位属于壁薄件。通过第一次工艺改进无法完全消除夹紧变形影响。
2)三爪夹持部位ФA外圆为半成品加工,圆度超差。10、20工序需翻转工件夹持ФA外圆,无法保证夹持状态一致。
2.2第二次改进
基于第一次工艺改进后的原因分析,我们又进行了第二次的工艺改进。
1)在10工序增加工序加工内容:自车ФB内孔;
3)自制一个内孔为ФB的圆环,自车三爪时,用三爪内撑ФB圆环,模拟三爪夹紧状态进行定位面车削。
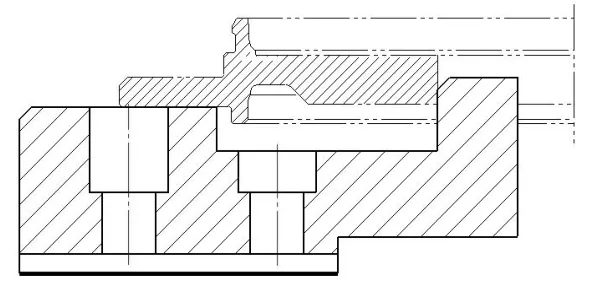
图2 第二次改进示意图
改进后检测工件法兰面平行度为0.1-0.15mm,仍未完全达到图纸要求。
我们通过前两次改进,主要解决了夹紧变形对工件加工的影响,但工艺方案仍存在如下问题。
1)工件在加工过程中,A基准面与被测面存分为2步工序加工,存在二次装夹问题。
2)A基准面在10工序加工过程中,其平面度仅能保证0.1mm,影响20工序加工,及成品平行度测量。
2.3第三次改进
基于第二次工艺改进后的原因分析,我们又进行了第三次的工艺改进。
设计三爪,以ФB孔下端面作为定位面,内撑ФB孔,一次性完成A基准与被测面的车削加工(见图3)。该方案同时避免了夹紧变形及二次装夹问题。
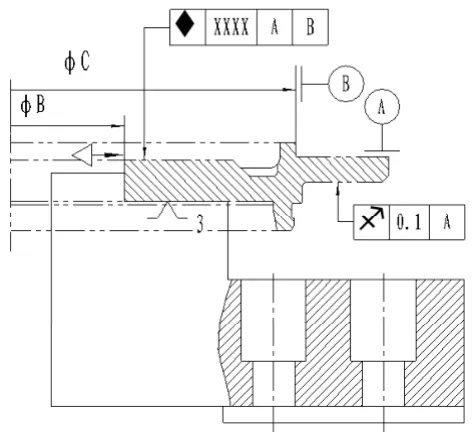
图3 第三次改进示意图
改进后,我们先进行了小批量试生产,工件法兰面平行度控制在0.07-0.1mm以内,满足了图纸要求。后经批量生产验证,再未出现上述质量问题。
3、结语
通过对法兰盘加工方案的改善,不仅彻底解决了该工件长期存在的质量问题,而且改进后的工艺方案能够满足生产节拍要求,保证我公司能够为客户提供更为优质的产品。
[1] 李益民.机械制造工艺设计简明手册[M].北京:机械工业出版社,2011.
[2] 朱耀祥,浦林祥.现代夹具设计手册[M]. 北京:机械工业出版社,2010.
[3] 周宏甫.机械制造技术基础[M].北京:高等教育出版社,2004.
A flange processing technology
Cao Liang, Wang Liliang, Zhao Pengcheng
(Shannxi Hande axle Co. Ltd. Shaanxi Baoji 722408)
One of the important parts of flange is my company processing, In the process of machining the workpiece structure, workpiece clamping force, such as locating datum factors, parallel processing is always a difficulty. Aiming at the problem, introduces the flange parallel processing technology.
flange; parallelism
∶U466
∶A
∶1671-7988 (2016)09-209-02
曹亮(1985—),男,助理工程师,就职于陕西汉德车桥有限公司,从事机加工艺。