养殖场泡沫枪发泡器外壳注塑模具设计
2016-11-09甘露萍何中秋代有兵王攀然成都大学机械工程学院成都和盛兽医技术服务有限公司
□甘露萍何中秋代有兵王攀然/.成都大学机械工程学院 .成都和盛兽医技术服务有限公司
养殖场泡沫枪发泡器外壳注塑模具设计
□甘露萍1何中秋1代有兵2王攀然1
/1.成都大学机械工程学院2.成都和盛兽医技术服务有限公司
本文对养殖场泡沫枪发泡器进行注塑模具的工艺与方案的分析,在此基础上对模具进行了结构设计。首先对工艺参数进行了校核,并分析了工艺方案;其次设计了一套泡沫枪发泡器外壳注塑模具,最后基于CAD和UG软件,绘制出模具二维总装图和三维零件总装图。设计成果既为泡沫枪的制造提供了可行性方案,也为其设计和改进提供了可靠依据,同时为泡沫枪后续研究提供了技术基础。
作为塑料加工中重要的成型方法,注塑成型已广泛应用于各个领域,并成为最有前途的塑料成型方法[1]。在工业设计与产品开发过程中,时间、成本和质量起着决定性的作用,随着计算机辅助设计与辅助制造技术的发展,模具的设计与制造时间大大缩短,模具技术应加快调整步伐,提高模具设计和制造技术水平,以适应现代发展的要求[2-3]。为缩短设计周期,一般将塑件设计、模具设计、制造和成型工艺进行一体化设计。本文将模具计算机辅助设计技术应用于泡沫枪发泡器外壳注塑模具设计并取得了良好的效果。

图1 深孔手柄3D零件图
1 工艺分析
该塑件复杂程度属于中等水平,精度要求不高且生产量大,设计出的塑件3D零件图如图1所示。首先进行塑件结构设计,由于塑件材料为ABS,所以型腔的脱模斜度为0.35′~1°30′,型芯脱模斜度为30′~1°[1];该管连接件壁厚均匀,塑件周边和底部壁厚均为3 mm;设计时孔间距和孔到塑件边缘的距离大于孔径,孔的周边增加壁厚,以保证塑件的强度和刚度。该塑件的ABS材料流动性较好,因此尺寸均采用MT3级精度,未标的尺寸采用MT5级精度。该塑件粗糙度外部表面为Ra0.2 μ m,内部为Ra0.4 μm。用UG软件进行3D测量,可测得塑件质量为:
m塑=ρV=1.05×56=58.8 g
式中:ρ-ABS密度,1.05 g/cm3。
2 工艺方案
注射成型工艺方案包括工艺过程分析、浇口种类及型腔数目确定和注塑机选择与校核。
为保证注射模具产品的质量,同时顺利完成成型过程,应完成以下3个步骤,即选用的塑料与设备的预处理、清洗料筒、选择适合的脱模剂[4]。由于ABS材料吸水率极低,因此塑件成型前可以不进行一般的干燥过程。在这里将硬脂酸锌作为脱模剂。后处理采用退火处理1~3 h。本设计中深孔手柄塑件外表面质量要求较高,故选用侧浇口。此外,塑件尺寸不大,为节省生产成本和提高生产效率,采用一模两穴进行生产加工。采用一模两穴,至少需要注射量117.6 g(58.8×2),流道水口废料10 g,总注塑量达到127.6 g,再根据工艺参数(主要为注射压力),综合考虑各种因素,选定注射机为海天160X2B。注射方式为螺杆式。下面进行注射量的校核与注射机的选择。
2.1注射量校核
设计模具结构时,注射成型的塑料熔体与注射机的注射量关系应满足下列校核公式:

式中:n-型腔数量;
m1-塑件的体积(cm3);
m2-浇注系统塑料的体积(cm3)。
本设计中:
n=2;m1=58.8 cm3;m2=10.0 cm3
M=2×58.8+10=117.6 g
注塑机额定注塑量为124 g,注射量符合要求。
2.2投影面积与锁模力校核
注射成型时,投影面积与锁模力关系必须满足以下校核公式:

式中:n-型腔数量;
A1-投影面积1;
A2-投影面积2。
本设计中:n=2,A1=4 691mm2,A2=500 mm2时,nA1+A2=2×4 691+500= 9 882 mm2。
除此之外,注射成型时,还应满足以下校核公式,即:

F-注射机产生的额定锁模力
(N),通常为20~40 MPa,
一般化制品为24~34 MPa,
精密化制品为39~44 MPa。
因此:(nA1+A2)P<F,P=9 882× 30×1.1×0.001=326 kN<1 600 kN,锁模力符合要求。
2.3模具与安装模具部分尺寸校核
模具厚度,即闭合高度必须满足以下公式:

式中:Hmin-注射机许用最大模厚;Hmax-注射机许用最小模厚。
当李小树重新提起这个话题的时候,我躺在床上挑起半边嘴角不经意地轻笑了一声。我想李小树也会和我一样,过不了两天就会把这事忘得一干二净,就像李小树说要去寻找许春花一样,我也只认为他只是一时冲动随口说说而已。后来我又迷迷糊糊地睡着了,天不见亮的时候,手机又发神经地响了起来。我瞄了一眼,看到又是李小树拨过来的电话,这次我没给他说话的机会,接起电话我就对着话筒吼:“李小树,你到底有完没完?你还让不让人睡觉了?”
本设计中模具的厚度为350 mm;180<H<500,符合要求。
设计模具时,必须校核所选用注射机的开模行程,这样注射机的开模行程会与模具的开模距离相匹配,即:
Smax≥S=H1+H2+(5~10)mm+模厚(5)
式中:H1-推出的距离;
H2-塑件的高度,若为水口料的长度需再延长20~30 mm。
公式中,Smax=920 mm;H1=10 mm;H2=100+30=130 mm,总的开模距离需要H=140 mm以上,经计算符合要求。顶出装置为海天160X2B型注射机,为两侧推出机构,经检查,能满足将模具脱出的要求。
3 模具结构设计
经过设计,模具结构的型腔布局如图2所示。
3.1浇注系统的设计
浇注系统的设计选用侧浇口的设计。对主流道进行设计时,选用海天160X2B注射机,其喷嘴直径为3.5 mm,喷嘴球面半径为16 mm(如图3所示)。主流道设计的衬套如图4所示。其中,衬套与定模板的配合选用H7/m6,用2个M6×20的螺钉将它们直接锁定。分流道的设计,如图5所示。

图2 型腔布局方式

图3 浇注系统与定位环、浇口套

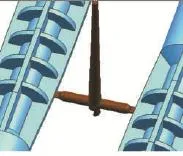
图5 主流道和侧浇口的位置
3.2注射模成型零部件的设计[5-8]
注射模结构形式设计应保证它们具有合适的强度、刚度和良好表面质量。
3.2.1成型零部件结构设计
主要包括型腔和型芯的设计,本设计中,选用的整体式型腔和型芯(分别如图6、7所示)。塑件采用ABS,型腔和型芯选用型号为718H的预硬模具钢。
3.2.2成型零部件工作尺寸的计算
从热模具中取出成型的塑料制件时,因冷却及其他原因会导致尺寸减小或体积缩小,采用ABS材料的平均收缩率为0.5%,计算模具成型零部件工作尺寸的公式为:
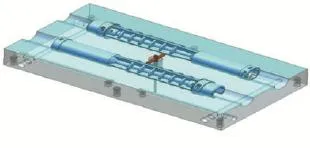
图6 型腔3D图
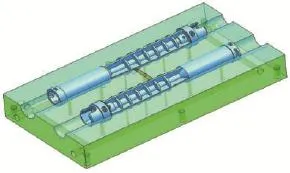
图7 型芯3D图

式中:A-模具成型时,零部件在室温下的尺寸;
B-塑料制件在室温下的实际尺寸。
模具的制造公差为IT(7~8)等级,这里选用IT8等级,型芯工作尺寸公差为IT7等级。
3.2.3型芯型腔尺寸的计算
1)型腔径向尺寸计算:
Lm=[(1+s)Ls-XΔ]+制造公差
=[(1+0.005)280-0.75×0.26]
=209.04(+0.26)
式中:Lm-模具型腔基本尺寸;
Ls-塑料制件基本尺寸;
s-塑料收缩率;
X-修正的系数(0.5~0.75);
Δ-塑料制件基本尺寸公差。
2)型芯径向尺寸计算:
Lm=[(1+s)Ls+XΔ]-模具制造公差
=[(1+0.005)38+0.75×0.26]
=38.19(-0.26)
3)型腔深度:
Hm=[(1+s)Hs-XΔ]+制造公差
=[(1+0.016)37.35-0.75×0.1]
=38.065(+0.1)
式中:Hm-模具型腔深度基本尺寸。
4)高度:
hm=[(1+s)Hs-XΔ]+制造公差
=[(1+0.016)38+0.75×0.1]
=37.766(-0.35)
式中:hm-型芯高度基本尺寸;
Hs-塑件凸起部分高度基本尺寸。
采用聚苯乙烯ABS,注射模温度调节系统利用循环水进行冷却,如图8所示。选用模架的型号为:CI-3555-A80-B110-C100。采用液压油缸侧向抽芯机构,如图9所示。

图8 模具冷却水路图
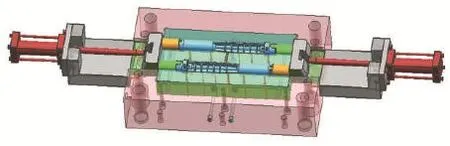
图9 液压油缸侧向抽芯机构
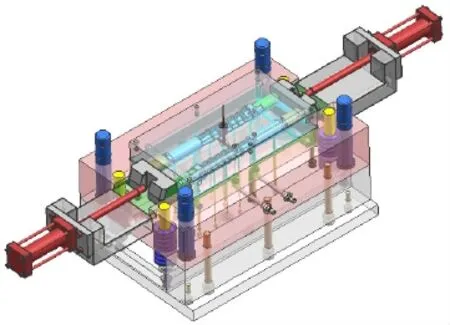
图10 三维总装图
4 总装图
通过对发泡器进行塑料成型工艺设计,使用CAD和UG软件绘制出发泡器外壳注塑模具的二维总装图和三维零件、总装图,三维总装图如图10所示。
5 结论
研究了养殖场泡沫枪发泡器塑料成型工艺,设计出一套养殖场泡沫枪发泡器外壳注塑模具,使用CAD和UG软件绘制出养殖场泡沫枪发泡器外壳注塑模具的二维总装图和三维零件、总装图。有效地降低了泡沫枪的研发或改进成本,缩短产品的设计研发周期。本设计忽略了一些影响较小的因素,这些因素对设计的影响有待进一步研究。
[1]周平,王瑞.浅谈我国的模具发展[J].魅力中国,2010(12):5-7.
[2]沈建民.精密注塑模具的设计加工及发展前景探析[J].科技创新导报.2013(3):4-6.
[3]杜鹃.CAD/CAM/CAE技术在模具生产中的应用[J].模具技术.2002(05):33-35.
[4]黄锐.塑料成型工艺学第二版[M].中国轻工业出版社,1997年.
[5]王文广,田宝善,田雁晨.塑料注射模具设计技巧与实例[M].化学工业出版社,2004年.
[6]贾润礼编.实用注塑模具设计手册[M].中国轻工业出版社.1998年.
[7]黄虹编.塑料成型加工与模具[M].化工工业出版社.2003年.
[8]伍先明,王群等编.塑料模具设计指导[M].国防工业出版社.2006年.
