含硫污水汽提效果的影响因素
2016-11-06娄伦武梁强立卓知杰赵宗尧
娄伦武,梁强立,卓知杰,赵宗尧
(贵州能矿织金磷化工有限公司,贵州 贵阳 550002)
环保与三废利用
含硫污水汽提效果的影响因素
娄伦武,梁强立,卓知杰,赵宗尧
(贵州能矿织金磷化工有限公司,贵州 贵阳 550002)
简要介绍了汽提法处理含硫污水的原理以及单塔汽提法在实际应用中的影响因素。
含硫污水;双塔汽提;单塔汽提
炼油、石化、制药、燃料、煤化工等行业在生产过程中会产生大量的含硫污水。污水中的硫化物有毒性、腐蚀性,并且有臭味,对环境造成极大的污染。国内外含硫污水处理的技术类别较多,常见的有物理法、化学法和生化法[1]。物理法主要有真空抽提法、汽提法等,化学法主要有碱液吸收法、化学沉淀法、氧化法等,生化法主要有有氧生物氧化法、缺氧生物氧化法等。其中物理法中汽提法因效果明显、操作简单、无二次污染,在国内得到广泛应用[2-6],且技术相当成熟,国内已有多家成熟的技术提供商。
1 双塔汽提
含硫污水分两路进入酸性气汽提塔,一路经换热升温后作为热进料进入汽提塔的中上部,而另一路作为冷进料直接进入汽提塔的上部,酸性气汽提塔的热源用再沸器或直补蒸汽提供,塔顶富含H2S的酸性气体进入硫回收装置,塔底净化水进入氨汽提塔的上部,氨汽提塔的热源由再沸器或直补蒸汽提供,含氨蒸汽由塔顶排出,经冷却分离后的氨气用于配制氨水或进一步精制后制成液氨,净化水从塔底排出装置[7-10]。含硫污水双塔汽提工艺流程简图见图1。
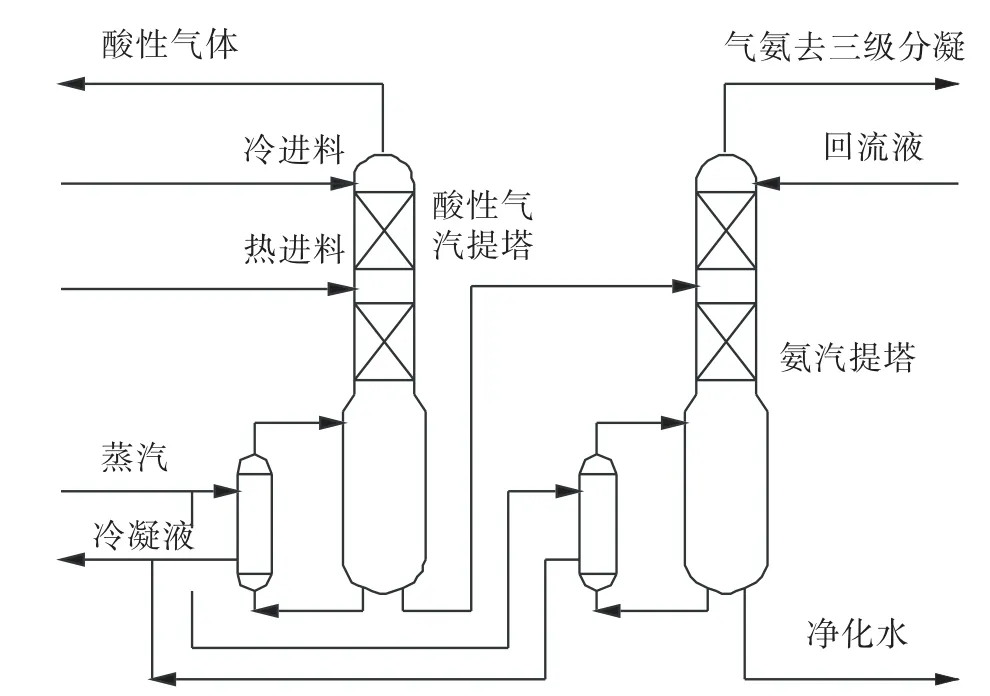
图1 含硫污水双塔汽提工艺流程简图
较单塔汽提工艺而言,双塔汽提虽然流程较为复杂,投资较大,但是双塔汽提具有流程灵活、操作平稳、适应性强等特点,同时双塔汽提避免了单塔汽提侧线抽出气氨浓度低、H2S含量高的缺点。
2 单塔汽提
单塔汽提实质上是把双塔汽提流程中的氨汽提塔和酸性气汽提塔重叠在一个塔内,利用H2S和CO2的相对挥发度高于氨的特性,先将含硫污水中的H2S和CO2从塔顶汽提出去,再通过控制适宜的塔体温度分布,在塔体中部形成一个NH3的高浓度区,即n(NH3)/n(H2S+ CO2)>10的区域,通过侧线抽出,经过变温变压三级分凝获得较高纯度的氨气[11-12],塔底得到NH3-N含量<50mg·L-1、H2S含量<10mg·L-1的净化水。
单塔汽提工艺流程简图见图2。汽提塔主要采用侧线抽氨技术,以达到同时除去酸性气体(H2S、CO2等)和NH3的目的。进料污水分为冷进料和热进料,分别从塔顶和塔中上部进入塔内,其中冷进料被冷却至35~40℃,加入到汽提塔上部,热进料与塔釜采出物流、侧线采出物流经 3次换热,加热至140~150℃后进入汽提塔中上部。经过再沸器或者直补蒸汽加热,H2S和NH3气化上升,与塔盘和塔顶进来的冷进料接触,传质传热,塔顶富含H2S的酸性气体进入硫回收装置。氨气上升遇到冷进料被溶解下来,下降后又遇高温气化上升,因此大量NH3在塔内循环,在塔的中部形成NH3高浓度区,因此从侧线可以抽出浓度很高的氨送至变温变压三级分凝系统[13]。
较双塔汽提工艺而言,单塔汽提具有流程简单、投资少、能耗低、可同时回收H2S和NH3等优点,适用于处理中等浓度的含硫、含氨污水。
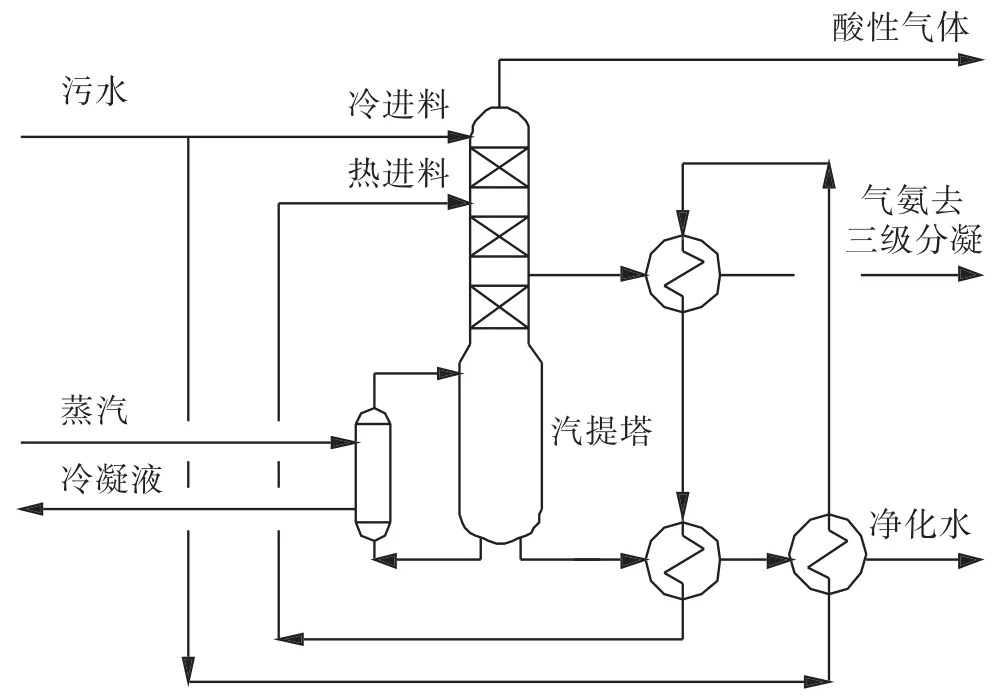
图2 含硫污水单塔汽提工艺流程简图
3 汽提法在合成氨/甲醇变换工序中的应用
某合成氨/甲醇厂气化原料煤硫含量为3%~5%,属于典型的高硫煤,变换污水S2-含量为0.25%,NH3-N含量为3.36%。该污水原设计是送往氨法脱硫装置,其设计意图是回收其中的氨,副产硫酸铵。实际运行中由于污水S2-含量高,含S2-的污水进入脱硫塔与烟气中SO2反应生成粒径极小的单质硫,在脱硫塔浓缩段底部氧化风的搅拌下,在浆液中呈悬浮物状态,严重抑制了硫酸铵结晶颗粒的生长,使硫酸铵晶体呈粉状,轻则引起后系统分离出的硫酸铵量减少,使浆液固含量过高,造成浓缩段塔壁挂料严重、底流口堵塞、喷头堵塞等危害,重则引起硫酸铵处理系统分离不出硫酸铵,系统物料平衡被打破,脱硫系统溶液起泡非常严重。
针对含硫污水处理现状,该厂在传统的双塔汽提工艺、单塔汽提工艺基础上进行消化吸收,根据原有装置的流程配制,形成图3所示的含硫污水汽提工艺。处理后的净化水送往氨法脱硫装置生产硫酸铵,塔顶富含H2S的酸性气体送往克劳斯硫回收生产硫磺。该工艺与传统的单塔汽提工艺相比,无侧线抽氨和变温变压三级分凝系统,严格意义上讲更像是双塔汽提工艺中的酸性气汽提塔,这主要得益于氨法脱硫装置自身需要氨水,克劳斯硫回收自身需要H2S。
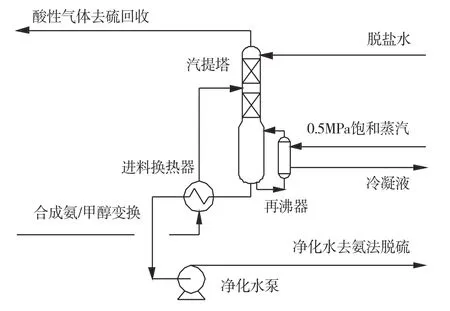
图3 新增汽提系统工艺流程简图
采用汽提工艺处理后的含硫污水水质见表1。从表1中的数据可以看出,汽提效果并不好,汽提后的污水S2-含量为0.21%,NH3-N含量为3.09%,和汽提前S2-、NH3-N相差无几,远远没有达到塔底净化水中S2-≤20mg·L-1的设计指标。
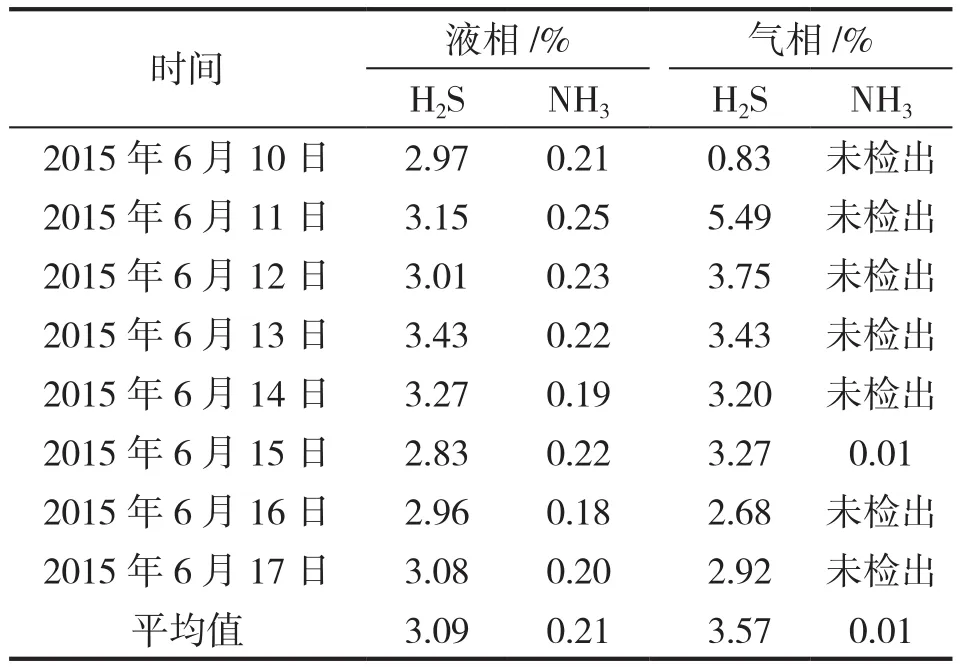
表1 采用汽提工艺处理后的含硫污水水质
4 汽提效果不佳的原因分析
结合双塔汽提工艺、单塔汽提工艺的工艺指标,并对进水水质进行分析,初步推断造成汽提效果较差的主要原因有:
1)汽提法是利用H2S在水中溶解度小的特点,用水蒸汽等降低H2S的气相分压,使H2S与水分离。为了提高汽提效率,要求水的pH值应尽量低,使硫化物以H2S形式存在。当水的pH=6时,90%的S2-以H2S形式存在;当水的pH=7时,50%的S2-以H2S形式存在,50%的S2-以HS-形式存在,S2-只占百万分之一;当水的pH=8时,S2-主要以HS-状态存在[14];当水的pH<5时,98%的S2-以H2S形式存在,此时汽提效率最高[15]。该公司变换含硫污水pH值平均为9.5左右,S2-主要以HS-状态存在,造成汽提效果不佳。
2)变换含硫污水为NH3-H2S-CO2-H2O四元体系,该体系为溶质挥发性弱电解质溶液体系,与非电解质以及强电解质溶液不同,挥发性弱电解质溶液不仅存在气液平衡,还存在复杂的水解(化学)平衡和电离平衡[16]。液相真实组分有CO2、NH3、H2O、H2S、H+、OH-、HS-、S2-、NH4+、HCO3-、CO32-等。在低温溶液中,物系以电离平衡为主,以分子状态存在的NH3、H2S、CO2很少,平衡气相中NH3、H2S、CO2分压亦很小。在高温溶液中,物系以离子水解(化学)平衡和气液平衡为主,当温度约在160℃时,NH3-H2S-CO2-H2O物系的电离度接近0,物系中主要以NH3、H2S、CO2的分子状态存在,在此温度下,用汽提蒸汽降低NH3、H2S和CO2的气相分压,可以将NH3、H2S和CO2从酸性水中分离出来,而该公司汽提系统温度在128℃左右,远未达到以离子水解(化学)平衡和气液平衡为主的工况。
3)该工艺与传统的单塔汽提工艺相比,无侧线抽氨系统,汽提塔在运行过程中氨被反复汽提、反复洗涤,在汽提塔的局部会形成氨高浓度区。由于没有侧线采出,无法打破原有的气液平衡,水解推动力减小,造成汽提效果不佳。
5 提高汽提效果的措施
1)加入硫酸、硝酸等强酸,降低含硫污水的pH值。硫酸、硝酸等强酸加入后,溶液中的游离铵盐转化为固定铵盐,硫化物主要以H2S形式存在,更有利于实现从污水中除去S2-的目的。但是硫酸、硝酸等强酸的加入会引入另外一种杂质离子,pH值降低后设备、管道的酸性腐蚀也会加剧。
2)提高系统的操作压力和操作温度。将汽提塔压力控制在(0.6±0.1)MPa,塔釜温度控制在(160±5)℃,塔顶温度控制在(35±5)℃,使物系NH3-H2S-CO2-H2O以离子水解(化学)平衡和气液平衡为主。在此温度下,污水中的氨盐不断水解,转化为溶于水的NH3、H2S、CO2分子,同时塔内上升蒸汽不断将其解吸,增加了气相中NH3、H2S、CO2的分压,塔顶气相组分不断取出,从而实现从污水中除去S2-的目的。
6 结语
汽提法处理含硫污水效果明显,操作简单,无二次污染,在国内得到广泛应用,技术十分成熟。各企业在选择该技术时,一方面要结合主装置流程配制,选择更为简洁、有各自特色的工艺流程,另一方面要结合自身的污水水质特点,对体系进行详细的分析论证,设计出切实可行的工艺流程和工艺指标,将该技术利用好,真正实现以废治废、变废为宝、环境友好的目标。
[1] 姜峰,潘永亮,梁瑞,陈小光.含硫污水的处理与研究进展[J].兰州理工大学学报,2004,30(5):72-75.
[2] 佟玉衡.实用污水处理技术[M].北京:化学工业出版社,1998.
[3] 冯大春.带侧线单塔加压汽提同时脱酸脱氨工艺应用现状[J].广州化工,2010,38(12):235-237.
[4] 齐慧敏,王栋.炼厂含硫污水汽提技术分析[J].当代化工,2006,35(5):75-79.
[5] 屈撑囤,沈哲,杨帆,高启宝.油气田含硫污水处理技术研究进展[J].油田化学,2009,26(4):106-110.
[6] 张召恩,韩恩厚,张丽,等.超临界水氧化(SCWO)在环境保护中的应用[J].环境技术,2002(4):22-27.
[7] 张思广,张守美,梁雪梅.含硫、氨变换冷凝液的治理[J].中氮肥,2006(2):39-40.
[8] 蒋殿松,王友义,刘宽,夏秀芳.含硫及含氨污水处理新技术——双塔汽提[J].化学世界,1982(2):17-20.
[9] 夏秀芳,王友义,刘勇,刘燕敦.含硫污水双塔汽提技术[J].石油化工环境保护,1996(2):1-11.
[10] 刘忠生,方向晨.炼油厂酸性水处理技术的应用和研究发展[J].当代化工,2012,35(2):68-72.
[11] 张云杉,刘振华,李艳华,杨树防.酸性水汽提装置单塔侧线抽氨工艺运行研究[J].山东化工,2008,37(9):40-44.
[12] 路强,高飞,樊宁安,等.含硫污水的净化及回收利用[J].当代化工,2008,37(3):47-49.
[13] 胡纪澄,吴广珠.单塔汽提与硫回收联合工艺[J].石油化工环境保护,1988(3):19-21.
[14] 曾志果,林铁,康媞.污水中硫化氢的危害及其治理方法[J].广西轻工业,2008(3):93-94.
[15] 杨旭,吴晓玲.含硫污水处理方法综述[J].油气田环境保护,1994(3):59-61.
[16] 魏志强,吴升元,张冰剑,陈清林.污水汽提双塔工艺流程模拟分析与用能改进[J].石油炼制与化工,2012,43(4):83-89.
Influence Factors of Sour Water Stripping Efficiency
LOU Lun-wu, LIANG Qiang-li, ZHUO Zhi-jie, ZHAO Zong-yao
(Guizhou Nengkuang Zhijin Phosphorus Chemical Co. Ltd., Guiyang 550002, China)
X703
B
1671-9905(2016)04-0057-03
娄伦武,高级工程师,现在贵州能矿织金磷化工有限公司从事工艺技术管理工作。电话:13639275246
2016-02-24