响应面法优化陶香型窖池中异常威克汉姆酵母发酵产乙酸乙酯条件
2016-11-04侯建光郭富祥樊建辉韩素娜张俊峰陈蒙恩
侯建光,郭富祥,樊建辉,韩素娜,张俊峰,陈蒙恩
(河南仰韶酒业有限公司博士后研发基地,河南渑池472400)
响应面法优化陶香型窖池中异常威克汉姆酵母发酵产乙酸乙酯条件
侯建光,郭富祥,樊建辉,韩素娜,张俊峰,陈蒙恩
(河南仰韶酒业有限公司博士后研发基地,河南渑池472400)
采用中心组合法对陶香型窖池中异常威克汉姆酵母YS/Y/22发酵产乙酸乙酯条件进行优化。在前期单因素的基础上,选取发酵后样品中乙酸乙酯含量为响应值,发酵温度、稻壳添加量、发酵时间为自变量,利用Box-Behnken中心组合法对发酵产乙酸乙酯条件进行优化。结果表明,在发酵温度为28.5℃,稻壳添加量为20%,时间为166 h的最优条件下,乙酸乙酯的产量可达到13.03 g/kg,接近于模型预测值(12.36 g/kg),相较于优化前产量增长了近2倍,是正常基酒中的3~5倍,表明通过中心组合法优化的回归方程具有一定的可行性。
响应面优化;异常威克汉姆酵母;陶香型窖池;乙酸乙酯
乙酸乙酯是产香酵母发酵产生的一种具有水果香味的挥发性酯类,也是白酒香气浓郁的重要贡献者,适量增加白酒中乙酸乙酯的含量,可以提高白酒的品质[1-3]。但在实际生产中,由于生产工艺条件的限制,使得每批次白酒中乙酸乙酯的含量不尽相同,有些甚至低于标准要求。固态法白酒中的酯香主要由微生物发酵作用产生,而液态法和固液法白酒中则允许添加适量食用香料[4]。近年来,食品安全警钟长鸣,对于在白酒中使用合成香料的安全问题争议不断。因此,采用微生物发酵方式来增加基础酒中香味物质的生成和积累,提高基础白酒质量,已成为当前研究的热点[5]。本研究以陶香型窖池中分离筛选的1株高产乙酸乙酯的异常威克汉姆酵母为研究对象,糯高粱为底物,发酵原料配方及发酵条件为影响因素,在单因素实验的基础上,利用响应面[6-8]法进一步优化其发酵产乙酸乙酯的条件,以期为提高白酒生产中基础酒的质量提供一定的实验依据。
1 材料与方法
1.1材料与仪器
1.1.1菌种
异常威克汉姆酵母YS/Y/22,从河南仰韶酒业有限公司陶香型窖池酒醅中筛选获得。
1.1.2培养基及试剂
酵母活化培养基:葡萄糖含量5%,豆芽汁200 g/L。
糯高粱:称取一定质量的糯高粱(圆粮),用40~60℃热水浸泡1~2 h,充分搅拌,放水,再用80~90℃的热水泡15~18 h后控干;对控干后粮食初蒸,时间为15~30 min;之后,加入40~50℃的温水进行闷水,时间为10~30 min;闷水结束后,取出糯高粱,冷却至25℃,备用。
稻壳:大汽清蒸1.5 h,中汽清蒸1 h,取出稻壳,备用。糯高粱和稻壳均由河南仰韶酒业有限公司提供。
糖化酶:称取1 g糖化酶,用30℃的10 mL纯水活化0.5 h,备用。糖化酶酶活为50000 U/g,博立牌,购自江苏博立生物制品有限公司。
发酵培养基:蒸熟糯高粱200 g,水分含量50%,糖化酶1 g。
1.1.3仪器与设备
SF-CT-1A型超净工作台,上海三发科学仪器有限公司;50 μm/30 μm DVAB/CAR/PDMS固相微萃取头,美国Supelco公司;HYG-B型摇床,苏州培英实验设备有限公司;20 mL带硅橡胶垫的样品瓶,美国Supelco公司;Thermo Scientific Trace1310-ISQ气相色谱-质谱联用仪,美国赛默飞世尔而科技公司;DHP-9272电热恒温培养箱,上海一恒科学仪器有限公司。
1.2实验方法
1.2.1产香实验
菌株YS/Y/22接种于活化培养基中,28℃、120 r/min摇床培养24 h,获得适宜浓度的种子液。后以10%的接种量(种子液体积占糯高粱干重的百分比)接入发酵培养基中,28℃下静置发酵168 h,之后对发酵产物进行闻香评定、挥发性成分定性分析和半定量分析。
1.2.2闻香评定
由10名经过闻香训练的人员组成评定小组,对各实验组发酵后的样品进行外观、气味评定。
1.2.3乙酸乙酯含量检测[9-10]
顶空固相微萃取条件(HS-SPME):精确称取4.0 g粉碎后的发酵样品于20 mL进样瓶中,称取1.3 g NaCl饱和溶液,加入5 μL内标(乙酸正戊酯),旋紧瓶盖,60℃孵化萃取45 min,萃取完毕后将萃取头取出,插入GC进样口热解吸5 min,热解吸温度250℃。
气相色谱条件:毛细管色谱柱为DB-FFAP(60 m× 0.25 μm,0.25 μm),进样口和检测口温度均为250℃,载气为He,流速为2 mL/min。程序升温:初始温度为50℃,保持2 min后,以4℃/min的速率升至230℃,保持15 min。
质谱条件:EI电离源,扫描范围20~550 u,电子能量70 eV,离子源温度230℃,接口温度230℃。
1.2.4定性与半定量分析[11]
定性分析:将检出的挥发性物质的质谱图与标准谱库(NIST05a.L)进行比对,匹配度>800的鉴定结果予以确认。
半定量分析:以乙酸正戊酯为内标,将样品挥发性物质的浓度与正丁醇质量浓度作比进行计算。

式中:C为样品中挥发性物质的浓度(mg/100 g样品);Cis为内标物终浓度(mg/100 g样品);Ac为挥发性物质的峰面积;Ais为内标物的峰面积。
1.2.5单因素实验
采用单一变量法,依次改变温度(20℃、25℃、28℃、30℃、32℃、35℃、40℃)、稻壳添加量(0、5%、10%、15%、20%、25%、30%)及时间(24 h、72 h、120 h、168 h、216 h、264 h)对菌株YS/Y/22发酵产乙酸乙酯的影响,并对较优发酵参数进行选取。
1.2.6响应面优化
在单因素实验时,采用单一变量法,依次改变发酵温度、稻壳添加量和发酵时间,以乙酸乙酯的生成量为评价指标进行优化设计,并确定最佳优化参数,进行17组5个中心点的Box-Behnken响应面分析[12-13],实验均设3个平行,其各因素水平及编码见表1。
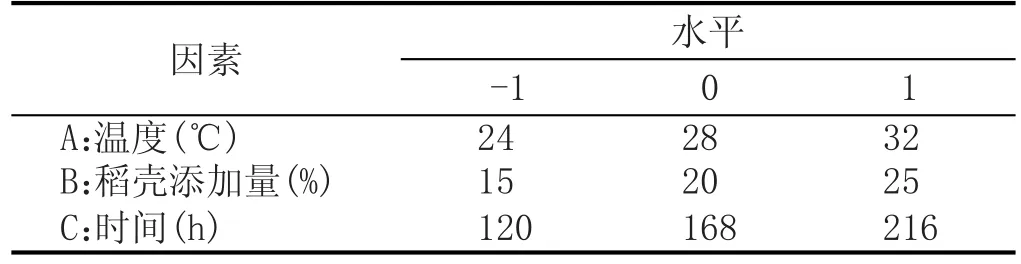
表1 Box-Behnken实验因素及水平
1.3数据处理
运用Design-Expert 8.0.6.1软件对实验结果进行分析处理。
2 结果与分析
2.1单因素实验
2.1.1温度对菌株YS/Y/22发酵产乙酸乙酯的影响
固定装料量为200 g/500 mL,水分含量为50%,稻壳添加量为10%(稻壳干重占糯高粱干重的百分比,下同)。设置不同的变温梯度,静置发酵168 h,研究其对菌株YS/Y/22发酵产乙酸乙酯的影响,结果见图1。从图1可知,菌株YS/Y/22在不同温度下的乙酸乙酯产量差异较大,在28℃时,发酵生成的乙酸乙酯量最大,其产量接近4 g/kg。乙酸乙酯是由酵母的特殊代谢过程产生的,其含量高低与相关酶活性及酵母的生长代谢有关,当温度过低时,不利于蛋白酶的催化作用及酵母菌的生长繁殖,随着温度的升高,酶活性增强,且酵母菌开始大量生长繁殖,乙酸乙酯生成量随之增多;当温度过高时,酵母菌生长受到抑制,同时酶的活性及稳定性也会下降,故而乙酸乙酯生成量减少。因此,选取24℃、28℃、32℃作为菌株YS/Y/22发酵产乙酸乙酯的响应面实验参数,以确定最佳发酵温度。
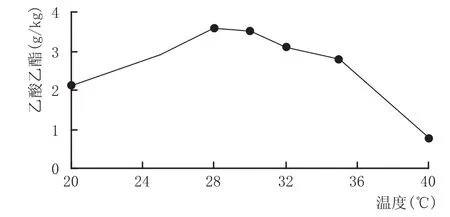
图1 温度对乙酸乙酯生成量的影响
2.1.2稻壳添加量对菌株YS/Y/22发酵产乙酸乙酯的影响
固定装料量为200 g/500 mL,水分含量为50%,培养温度为28℃。设置不同的稻壳添加量,静置发酵168 h,研究其对菌株YS/Y/22发酵产乙酸乙酯的影响,结果见图2。从图2可知,稻壳添加量对菌株YS/Y/22发酵生成乙酸乙酯量的影响较大,在稻壳添加量为20%时,其产量接近7 g/kg。这可能是由于增加稻壳后,糯高粱之间的透气性增大,黏性减小,更有利于酵母菌繁殖及利用原料进行发酵所致。因此,选取稻壳添加量为15%、20%、25%作为菌株YS/Y/22发酵产乙酸乙酯的响应面实验参数,以确定发酵时的最佳稻壳添加量。
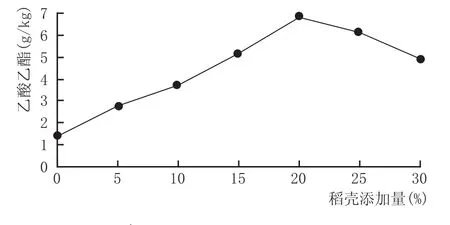
图2 稻壳添加量对乙酸乙酯生成量的影响
2.1.3时间对菌株YS/Y/22发酵产乙酸乙酯的影响
固定装料量为200 g/500 mL,水分含量为50%,培养温度为28℃,设置不同的发酵时间,研究其对菌株YS/ Y/22发酵产乙酸乙酯的影响,结果见图3。从图3可知,菌株YS/Y/22随着发酵时间的延长,其乙酸乙酯生成量逐渐增加,且在168 h时达到最大,乙酸乙酯生成量超过7 g/kg,之后随发酵时间的延长开始急剧下降,之后呈缓慢下降趋势。可能是随着发酵时间的进行,起初营养充足,酵母菌繁殖代谢旺盛,乙酸乙酯含量迅速增加,而后由于养分逐渐耗尽,部分酵母可能开始利用已生成的乙酸乙酯产生其他物质,导致其含量下降。综合考虑,选取发酵时间为120 h、168 h、216 h作为菌株YS/Y/22发酵产乙酸乙酯的响应面实验参数,以确定乙酸乙酯生成的最佳发酵时间。

图3 时间对乙酸乙酯生成量的影响
2.2响应面优化发酵产香条件
2.2.1响应面实验设计及结果
对菌株YS/Y/22发酵产乙酸乙酯条件进行响应面分析,具体实验设计及结果见表2。运用Design-Expert 8.0.6.1软件进行二次回归拟合后,得到以下回归方程:Y=10.958+0.1425×A+0.01875×B-0.07625×C-0.3375× AB-0.1225×AC-0.265×BC-1.1365×A2-1.339×B2-1.109× C2,回归模型方差分析见表3。由表3可知,Pr值小于0.01,F值为17.99612,说明本模型极为显著。由方差分析可知,模型失拟项(lack of fit)中Pr>0.05,说明该模型选择比较合理。AB、BC、A2、B2、C2的Pr值小于0.05,表明这些因素对模型显著,该方程对实验拟合情况较好。模型系数R2为95.86%,表明该模型与实际情况拟合良好,可以用于菌株YS/Y/22最佳发酵产乙酸乙酯条件的分析和预测。

表2 Box-Behnken实验设计及结果
2.2.2各因素之间的交互作用
利用响应面回归分析、回归方程和Design-Expert8.0.6.1软件绘制三维响应曲面图,探究两两因素间交互作用对菌株YS/Y/22发酵产乙酸乙酯条件的影响,结果见图4—图6。由图4—图6中的响应曲面可以看出,当各因素大小从四周逐渐趋向中心点时,曲面图呈凸起趋势,说明相关因素交互作用越强,即菌株YS/Y/22发酵产乙酸乙酯能力趋向最大化,说明存在最大响应值。运用Design-Expert 8.0.6.1软件对结果进行分析,当预测的响应值最大时,3个因素的最佳值为:温度为28.26℃,稻壳添加量为20.1%,时间为166.176 h,菌株YS/Y/22发酵产乙酸乙酯最大值为12.36 g/kg。考虑到实际情况,采用温度为28.5℃,稻壳添加量为20%,时间为166 h进行验证实验,重复3次,结果显示,3次平行实验中菌株YS/Y/22发酵产乙酸乙酯的平均值经色谱定量分析后,其值为13.03 g/kg(图7),与预测值12.36 g/kg相接近,证明拟合模型能较好总结出菌株YS/Y/22发酵产乙酸乙酯的最佳条件。
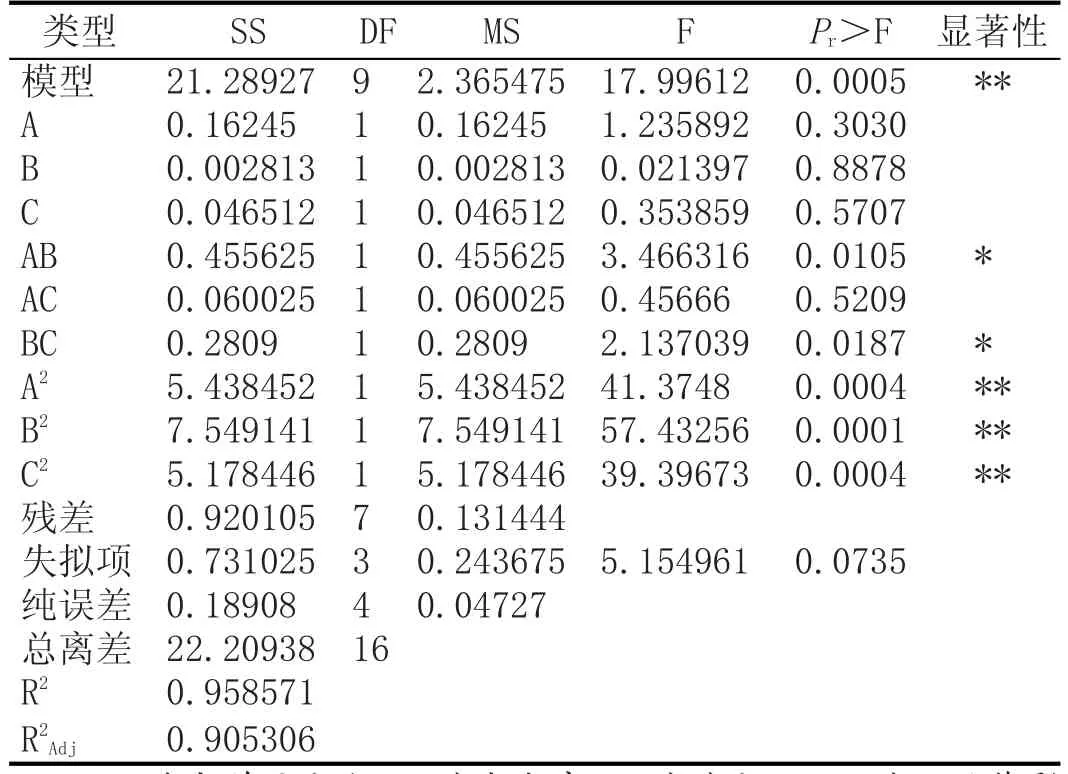
表3 Box-Behnken Design回归模型方差分析
3 结论
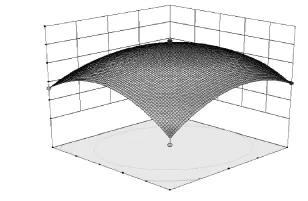
图4 温度和稻壳添加量对乙酸乙酯生成量影响的曲面图
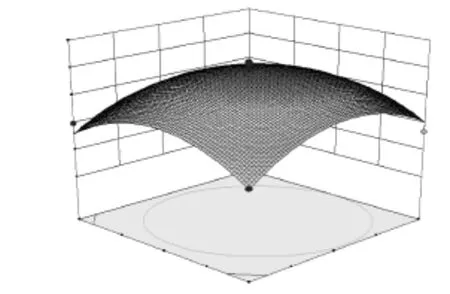
图5 温度和时间对乙酸乙酯生成量影响的曲面图

图6 稻壳添加量和时间对乙酸乙酯生成量影响的曲面图
采用响应面法对陶香型窖池糟醅中分离筛选的异常威克汉姆酵母YS/Y/22的发酵产乙酸乙酯条件进行优化,取得了明显效果:酵母YS/Y/22在温度为28.5℃,稻壳添加量为20%,时间为166 h的最优条件下进行固体糯高粱产乙酸乙酯发酵,其乙酸乙酯含量可以达到13.03 g/kg,与预测值(12.36 g/kg)较为接近,相较于优化前产量增长了近2倍,是正常基酒中乙酸乙酯含量的3~5倍。将产香微生物直接运用于白酒酿造或利用现代分离技术对乙酸乙酯等香味成分进行提取和应用,可以改善白酒风味,提升曲酒质量,解决了化学合成香料用于食品行业所存在争议的安全问题,具有广泛的开发前景。后续将对异常威克汉姆酵母YS/Y/22运用于实际生产所面临的问题进行研究,为其运用于白酒酿造等行业提供技术参考。

图7 菌株YS/Y/22发酵产物挥发性物质GC-MS总离子流色谱图
[1]宋韡,吕利华,赵良启.异常威克汉姆酵母发酵乙酸乙酯条件优化和代谢研究[J].中国酿造,2012,226(1):116-119.
[2]Longo MA,Sanroman MA.Production of food aroma compounds microbial and enzymatic methodologies[J].Food Technol Biotech,2006,44(3):335-353.
[3]李志辉,任蓓蕾,朱健辉,等.一株产乙酸乙酯酵母C42的分离与鉴定[J].食品工业科技,2014(8):188-191.
[4]中华人民共和国国家卫生和计划生育委员会.食品添加剂使用标准:GB 2760—2014[S].北京:中国标准出版社,2015.
[5]余乾伟.酒类添加剂的正确选择及开发应用[J].酿酒科技,2009(7):68-72.
[6]代志凯,张翠,阮征.实验设计和优化及其在发酵培养基优化中的应用[J].微生物学通报,2010,37(6):894-903.
[7]陈湘宁,李宇华,丁轲,等.响应面法优化超声波辅助提取柿子多糖的工艺研究[J].中国食品学报,2012,12(7):105-111.
[8]明红梅,周健,陈蒙恩,等.大曲中异常威克汉姆酵母发酵产苯乙醇的条件优化[J].湖北农业科学,2015,54(14):3492-3496.
[9]Zhang R,Wu Q,Xu Y.Aroma characteristics of Moutai-flavor liquor produced with Bacillus licheniformis by solid state fermentation[J].Letters inApplied Microbiology,2013,57(1):11-18.
[10]侯建光,韩素娜,樊建辉,等.应用HS-SPME和GC-MS浅析陶香型白酒中挥发性成分[J].酿酒,2016(3):37-40
[11]明红梅,郭志,周健,等.中心组合设计优化大曲中地衣芽孢杆菌发酵产香条件[J].食品工业科技,2015(10):182-186.
[12]Sahin S Samli R.Optimization of olive leaf extract obtained by ultrasound-assisted extraction with response surface methodology[J].Ultrasonics Sonochemistry,2013,20(1):595-602.
[13]Fan J P,Cao J,Zhang XH,et al.Optimization of ionic liquid based ultrasonic assisted extraction of puerarin from Radix Puerariae Lobatae by response surface methodology[J].Food Chemistry,2012,135(4):2299-2306.
Optimization of Ethyl Acetate-Producing Conditions of Wickerhamomyces anomalus in Taoxiang Pits by Response Method
HOU Jianguang,GUO Fuxiang,FAN Jianhui,HAN Suna,ZHANG Junfeng and CHEN Mengen
(Postdoctoral Development&Research Base,Yangshao Distillery Co.Ltd.,Mianchi,He'nan 472400,China)
The ethyl acetate-producing conditions of Wickerhamomyces anomalus in Taoxiang pits were optimized by using response method. On the basis of single factor test,ethyl acetate content in samples after the fermentation used as the response value,fermentation temperature,bran husk adding level,and fermentation time used as the variables,Box-Behnken central composite method was adopted to optimize the ethyl acetate-producing conditions.The optimum conditions were summed up as follows:fermentation temperature at 28.5℃,the adding level of bran husk was 20%,and fermentation time was 166 h.Under above conditions,the yield of ethyl acetate was 13.03 g/kg,3 to 5 times of the ethyl acetate content in normal base liquor and close to the predicted value of the model of 12.36 g/kg,and increased almost 2 times than that before the optimization.The study proved that such optimized regression equation was feasible in practice.(Trans.by YUE Yang)
optimization by response method;Wickerhamomyces anomalus;Taoxiang pits;ethyl acetate
Q93-3;TS261.1;TS262.3;TS261.4
A
1001-9286(2016)10-0077-05
10.13746/j.njkj.2016226
2016-07-15
侯建光(1968-),男,在职研究生,高级工程师,E-mail:610365356@qq.com。
樊建辉(1976-),男,大专,工程师,E-mail:fanjianhui2006@163.com。
优先数字出版时间:2016-09-14;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20160914.1443.003.html。
