AZ31镁合金薄板温轧工艺的数值模拟
2016-10-20邓小虎李立云曲周德
邓小虎,李立云,曲周德
(1.天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津300222;2.天津职业技术师范大学天津市模具数字化制造技术工程中心,天津300222;3.天津天德减震器有限公司,天津200480)
AZ31镁合金薄板温轧工艺的数值模拟
邓小虎1,李立云2,3,曲周德2
(1.天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津300222;2.天津职业技术师范大学天津市模具数字化制造技术工程中心,天津300222;3.天津天德减震器有限公司,天津200480)
利用ABAQUS软件对不同工艺条件下AZ31镁合金薄板温轧过程进行了模拟,探究轧制温度、轧制速度及压下量等工艺参数对温轧过程中温度场、等效应力及应变场的影响规律,旨在为使用温轧工艺生产优质镁合金薄板提供理论指导。
AZ31镁合金;薄板;温轧;工艺参数;数值模拟
镁合金是目前工程应用中最轻的金属结构材料,具有较高的比强度及比刚度、良好的减震性及导热性、绝佳的电磁屏蔽性和易切削回收等优点,被誉为“21世纪最具发展前景的绿色工程材料”[1-2]。镁合金板材特别是高性能镁合金薄板的发展前景尤为广阔。但传统方法制备的镁合金薄板在质量和产量上均已无法满足现代工业的需求[3-4],温轧作为一种新型的轧制工艺是目前优质变形镁合金薄板研发的重要方向之一,许多学者对镁合金温轧工艺进行了研究。卢杨[5]经实验发现采用铸轧-温轧工艺所得薄板组织均匀、力学性能较好,抗拉强度比铸轧-热轧薄板好,塑性比铸轧-冷轧薄板好。王川川[6]研究了镁合金板带温轧过程中影响板形及板凸度的各种因素的作用规律。尽管在镁合金温轧工艺方面取得了一定成果,但对镁合金温轧的成形规律及工艺参数的影响等方面研究还不够透彻,且传统的实验手段费用高、周期长。本文基于有限元的方法研究镁合金薄板温轧过程的成形规律,为使用温轧工艺生产优质镁合金薄板提供理论指导。
1 温轧模型的建立
ABAQUS是一个基于有限元法的专业仿真软件,计算速度快,具有较强的重划网格能力,尤其适用于像金属塑性成形这样的复杂非线性分析。因此本文利用ABAQUS软件进行温轧模拟。为使模型在ABAQUS软件中顺利模拟温轧过程,在建立温轧模型时,结合实际轧制做出如下假设:
(1)轧板为变形体,不考虑AZ31镁合金板材不均匀性带来的影响,假设板材质地均匀,各向同性。
(2)在轧板长度方向进行相应简化,即缩短轧件长度至满足稳定轧制阶段的要求。
(3)为节约计算时间,轧辊设为解析刚体,无变形,仅存在热量交换,其边界条件和场变量输出等均定义在参考点上。
1.1温轧模型
镁合金薄板厚度通常在0.2~4 mm之间,本文采用辽宁科技大学生产的3 mm厚度的AZ31镁合金铸轧板进行研究。采用温轧工艺进行轧制以研究镁合金超薄板技术,温轧采用的镁板长为40 mm,轧辊直径为80 mm,轧辊长为200 mm(轧辊的尺寸均为辽宁科技大学实验所用轧辊尺寸),其二维温轧模型如图1所示。
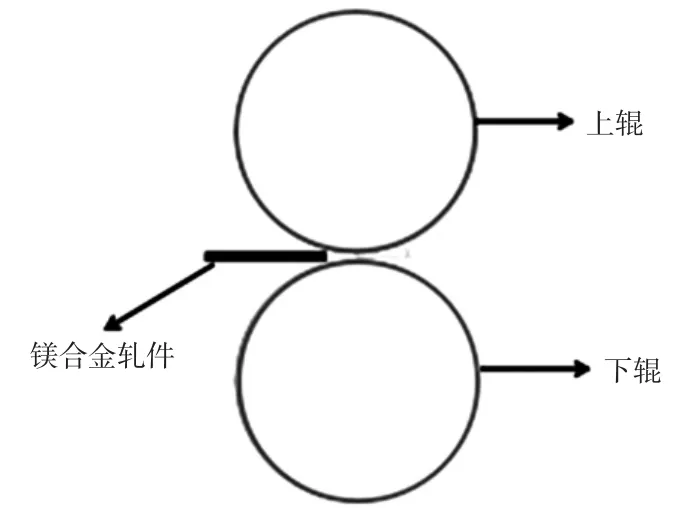
图1 二维温轧模型
1.2工艺参数的选择
本文主要研究的板材为铸轧后3 mm的薄板,采用的温轧工艺参数如表1所示。
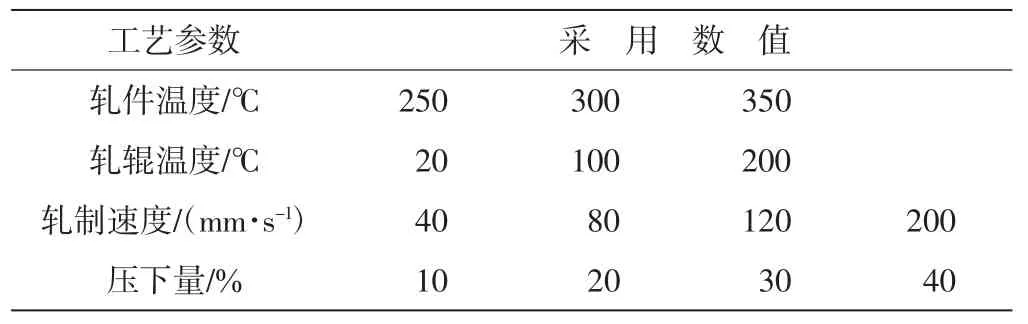
表1 温轧工艺参数
2 工艺参数对镁合金薄板温轧过程的影响
2.1工艺参数对温度场的影响
2.1.1压下量对温度场的影响
选取的工艺参数为:固定板厚3 mm、轧板温度300℃、轧辊温度20℃、温轧速度80 mm/s,压下量分别选取10%、20%、30%和40%。
4种压下量下轧板的温度场分布如图2所示。由图2可知,温轧时在板厚方向上轧板表面到心部的温度场呈阶梯状,心部温度高于表面温度。随压下量的增大,同一位置轧板表面的温度下降,中心温度上升,轧板的变形越大,温度梯度越明显。

图2 不同压下量下板材的温度场分布
2.1.2轧制速度对温度场的影响
分别选取温轧速度为40 mm/s、80 mm/s、120 mm/s、200 mm/s,固定板厚3 mm,轧件温度300℃,轧辊温度20℃,压下量20%。

图3 不同轧制速度下板材的温度场分布
4种轧制速度下轧板的温度场分布如图3所示。温度场在板厚方向上呈阶梯分布。随轧制速度的增大,轧板的温度分布逐渐减小,但由于轧板和轧辊间的传热始终高于塑性功及摩擦产生的热量,所以轧板温度始终小于初始温度。
2.2工艺参数对等效应力场的影响
2.2.1轧制温度对等效应力场的影响
(1)轧制温度对轧板等效应力场的影响。
为研究轧制温度对轧板等效应力场的影响,轧板温度分别选取250℃、300℃及350℃,固定压下量为20%,温轧速度为80 mm/s,板厚为3 mm,轧辊温度为20℃。不同温轧速度下轧板的等效应力场分布如图4所示。

图4 不同轧制温度下板材的等效应力场分布
由图4可见,轧板和轧辊接触位置的等效应力最大,在轧制方向上,由变形区中部往两边递减,最大等效应力值产生在前滑区或后滑区部分;在板厚方向上,等效应力值由轧板表面向轧板中心递减。随轧制温度的升高,等效应力值不断减小,该结论与AZ61镁合金轧制过程变化规律一致[7]。
(2)轧辊温度对AZ31镁合金薄板温轧过程等效应力场的影响。
为研究轧辊温度对AZ31镁合金薄板温轧过程等效应力场的影响,根据实际轧制时的轧辊温度,分别取20℃、100℃及200℃的轧辊温度,轧件温度300℃,压下量20%,温轧速度80 mm/s,板厚3 mm。
3种轧辊温度下等效应力场分布情况如图5所示。由图5可知,轧板和轧辊接触位置等效应力最大,在轧制方向上,由变形区中部往两边递减,最大等效应力值产生在前滑区或后滑区部分,且随轧辊温度的升高,等效应力值不断减小。
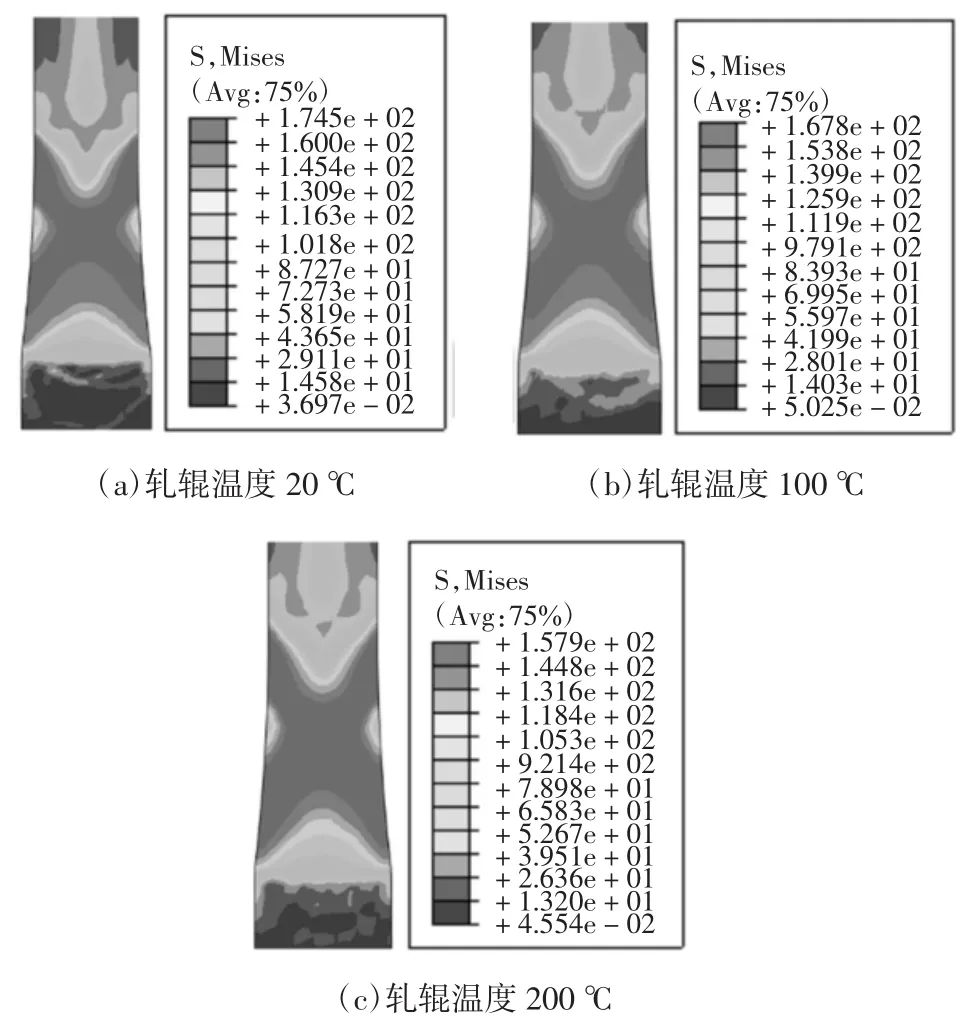
图5 不同轧辊温度下板材的等效应力场分布
2.2.2压下量对等效应力场的影响
压下量分别选取10%、20%、30%和40%,固定轧板厚度为3 mm,轧板温度为300℃,轧辊温度为20℃,温轧速度为80 mm/s。4种压下量下轧板等效应力场分布如图6所示。由图6可见,在板厚方向等效应力由轧板表面向轧板中心减小,沿轧制方向等效应力的分布由变形区中间向两边逐渐减小,最大等效应力产生在轧板的前滑区。随压下量的增大,等效应力值不断增大。
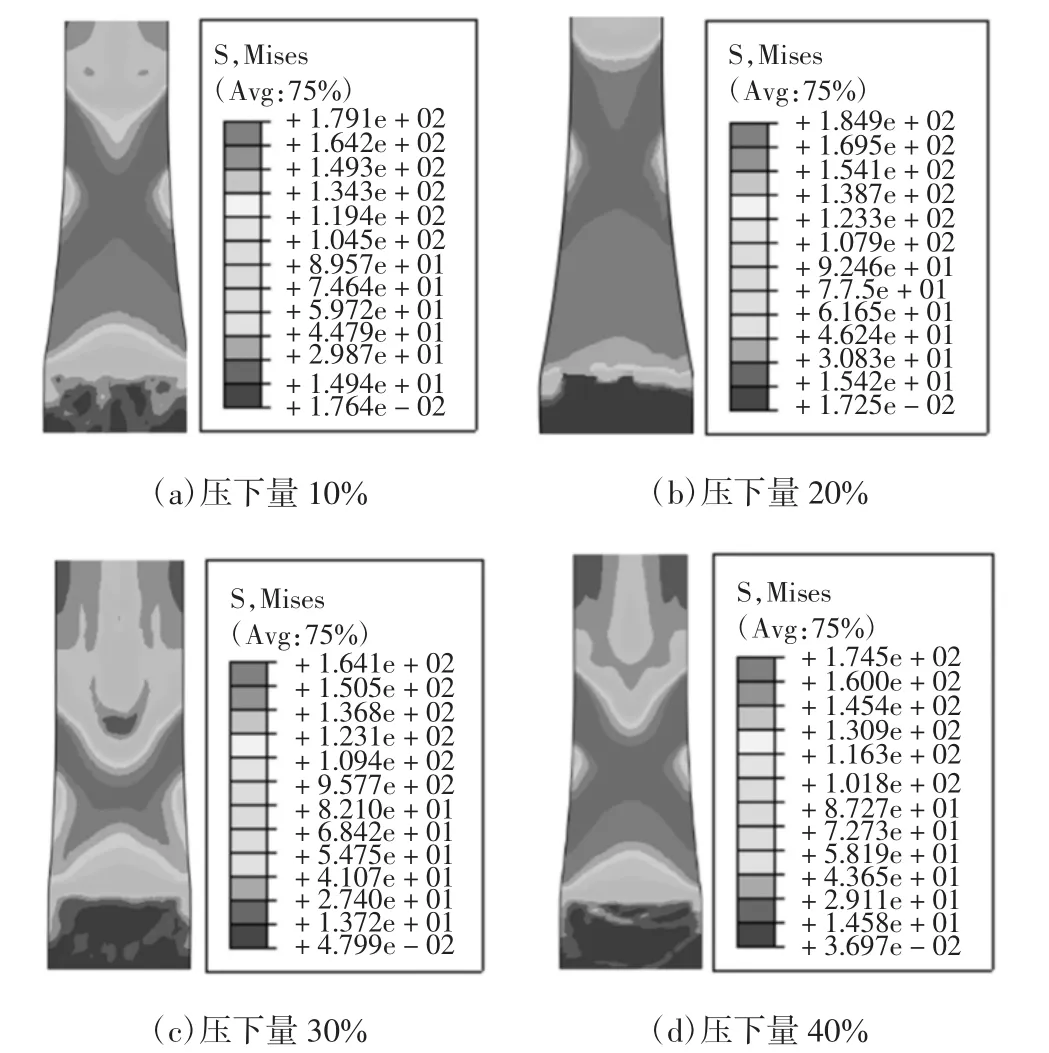
图6 不同压下量下板材的等效应力场分布
2.2.3轧制速度对等效应力场的影响
轧制速度分别选取40 mm/s、80 mm/s、120 mm/s和200mm/s,固定板材厚度为3mm,轧板温度为300℃,轧辊温度为20℃,压下量为20%。
不同轧制速度下轧板等效应力场分布如图7所示。由图7可知,在轧制方向上,等效应力由变形区中部往两边逐渐降低;在板厚方向上,变形区表面的等效应力高于轧板中部的等效应力值,等效应力由轧板表面往轧件中心递减。随轧制速度的上升,等效应力值不断减小。
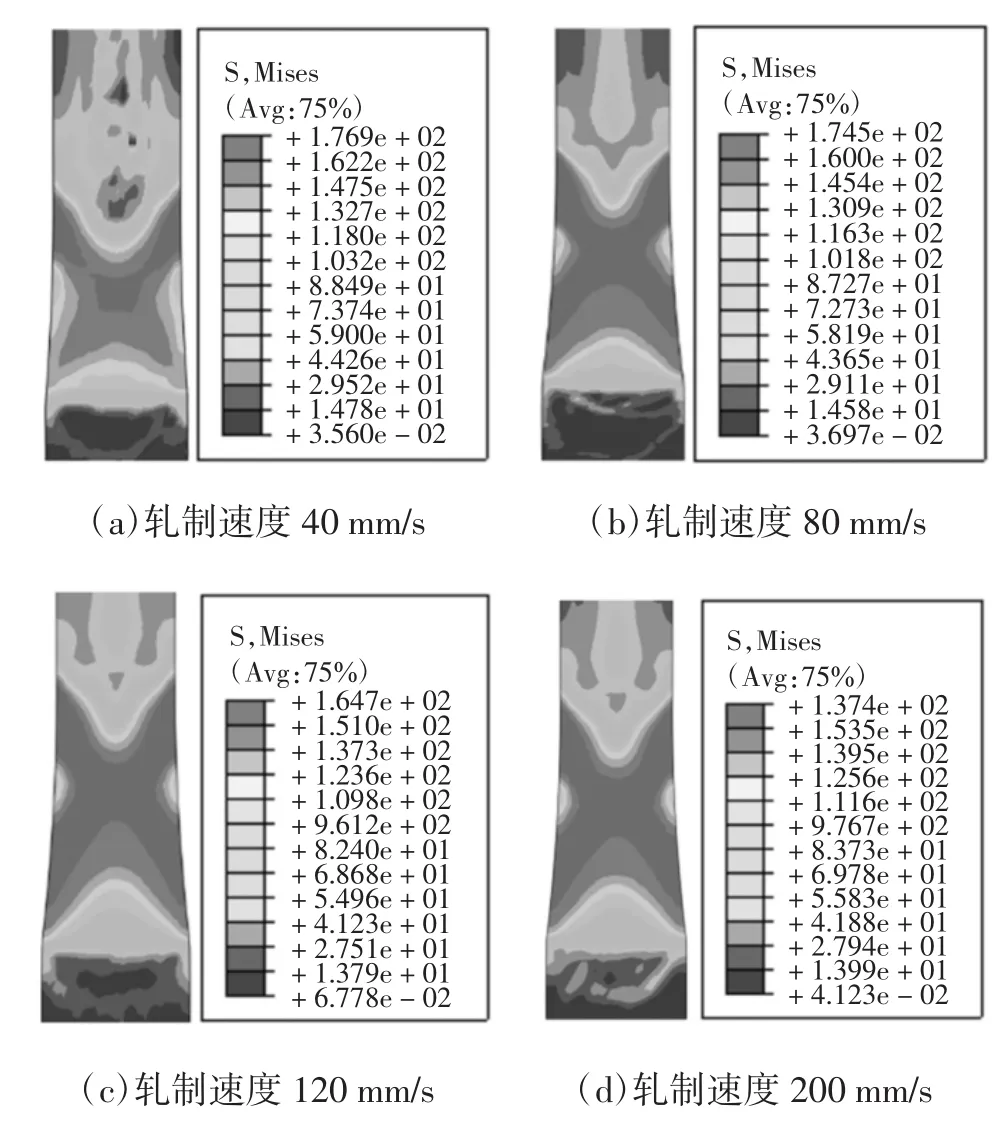
图7 不同轧制速度下轧板的等效应力场分布
2.3工艺参数对等效应变场的影响
压下量分别选取10%、20%、30%、40%,固定轧板厚度为3 mm,轧板温度为300℃,轧辊温度为20℃,温轧速度80 mm/s。4种压下量下等效应变场的分布如图8所示。
由图8可知,随压下量的增大,沿轧制方向等效应变由已变形区域向非变形区域渐渐变小,沿轧板厚度方向应变值由表面向心部递减,最大应变值产生在轧板表面的前滑区。随压下量的增大,等效应变值不断增大。
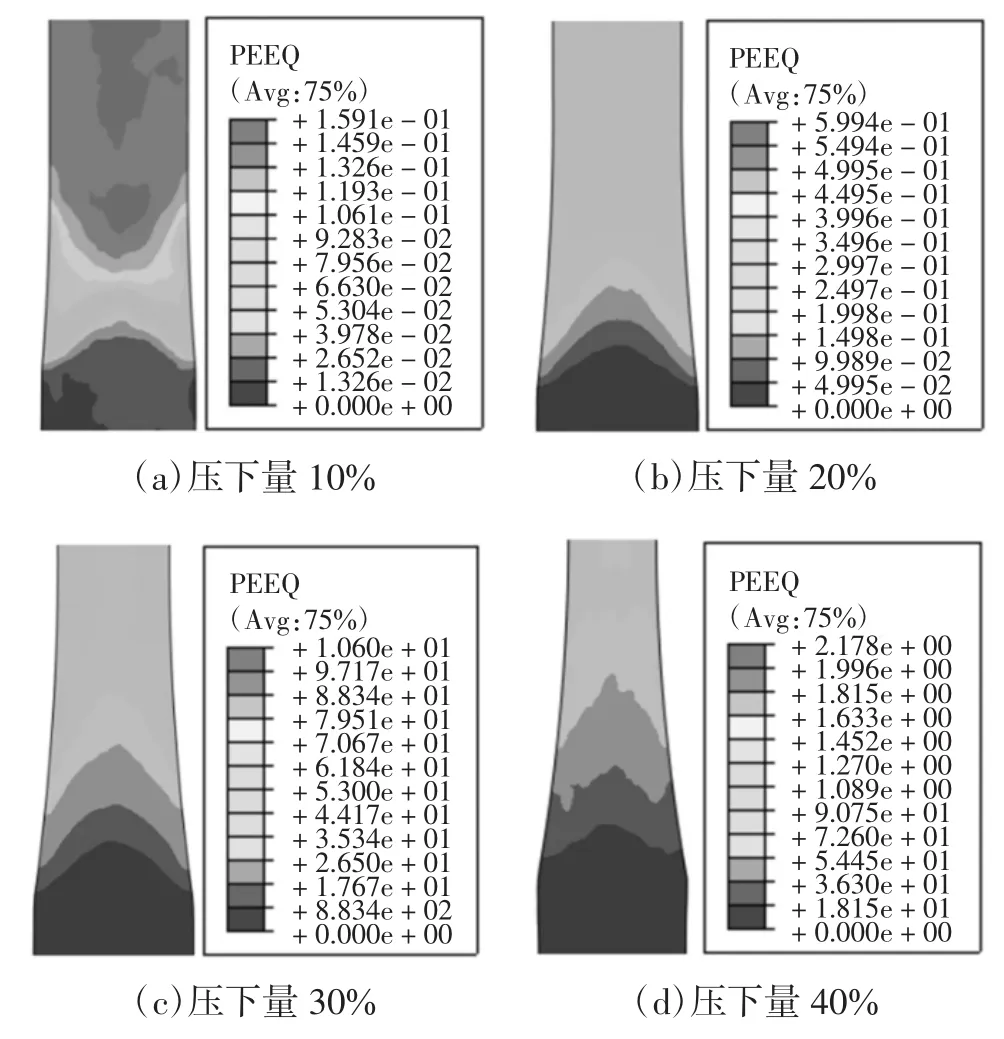
图8 不同压下量下板材的等效应变场分布
3 结束语
本文运用ABAQUS软件,系统研究了AZ31镁合金薄板的温轧变形规律,在不同工艺条件下进行温轧模拟,探究了工艺参数对温度场、应力应变场等的作用规律。研究表明,轧板温度随压下量的增大而降低,随轧制速度的上升而升高;等效应力值随轧制温度的上升而减小,随压下量的增大而增大,随轧制速度的上升而减小;等效应变值随着压下量的增大而增大。
[1]BUSK R S.Magnesium Production Design[M].New York:Marcel Dekker Inc,1986.
[2]MORDIKE B L,EBERT T.Magnesium properties,application,potential[J].Materials Science and Engineering A,2001,302(1):37-45.
[3]马鸿文,曹瑛,蒋芸,等.中国金属镁工业的环境效应与可持续发展[J].现代地质,2008,22(5):829-837.
[4]张文毓.镁合金及其加工技术研究进展[J].稀有金属快报,2007,26(8):15-19.
[5]卢杨.AZ31镁合金薄板轧制及组织性能的研究[D].鞍山:辽宁科技大学,2013.
[6]王川川.AZ31B镁合金板带温轧板形影响因素及板凸度控制研究[D].秦皇岛:燕山大学,2013.
[7]曹宏伟.AZ61镁合金薄板轧制过程的数值模拟与实验研究[D].哈尔滨:哈尔滨理工大学,2015.
Numerical simulation of warm rolling technology in AZ31 magnesium alloy sheet
DENG Xiao-hu1,LI Li-yun2,3,QU Zhou-de2
(1.Tianjin Key Laboratory of High Speed Cutting and Precision Machining,Tianjin University of Technology and Education,Tianjin 300222,China;2.Tianjin Engineering Center of Digital Manufacturing of Die and Mould,Tianjin University of Technology and Education,Tianjin 300222,China;3.Tianjin Tiande Suspension Systems Co Ltd,Tianjin 300480,China)
The ABAQUS software is used to simulate the warm rolling process of magnesium alloy sheet under different process conditions.The influence rule of the process parameters such as rolling temperature,rolling speed and reduction on the temperature field,equivalent stress and strain field is investigated in this paper.The simulated results provide theoretical guidance for using warm rolling to product high-quality magnesium alloy sheet.
AZ31 magnesium alloy;sheet;warm rolling;process parameters;numerical simulation
TG399
A
2095-0926(2016)02-0001-04
2016-05-10
天津市自然科学基金一般项目(13JCYBJC38900);辽宁科技大学省级工程技术研究中心开放课题基金(USTLKEC201409);天津市高等学校创新团队培养计划(TD12-5043);天津市高等学校科技发展基金项目(20130408).
邓小虎(1984—),男,副教授,博士,研究方向为金属材料固态加工过程数值模拟.
