半导体定向工艺的研究
2016-10-18杨春颖
杨春颖
(中国电子科技集团公司第四十六研究所,天津300220)
半导体定向工艺的研究
杨春颖
(中国电子科技集团公司第四十六研究所,天津300220)
单晶体具有一种独特的各向异性性质,这种各向异性对半导体材料和器件的制造有着十分重要的影响,因此在使用晶体时必须按一定的方向切割,才能达到较好的应用效果。
半导体;粘棒;定向;X射线
多线切割具有高效、低成本以及能很好地适应单晶直径越来越大的特点,已经成为晶片加工中最重要的手段。在该工艺中(见图1),切割线被缠绕在几个加工辊之间,线两头连着收放线辊。当加工辊旋转时,加工辊上的线网高速运动,将砂浆喷嘴喷出的砂浆带入待切件的切割区,待切件不断进给完成切割。多线切割方式一次可以得到几百上千片精度参数近似的晶片,从而得到了广泛的应用[1]。
由于半导体晶体具有各向异性性质,在器件制作时不仅要严格的选取和测量材料的电阻率、位错、密度、少子寿命等参数,对晶向也有严格的要求[2]。在半导体材料的加工中,晶向是单晶片的一个重要加工参数。在多线切割加工晶片过程中,其晶向参数靠晶锭的粘接过程来控制。
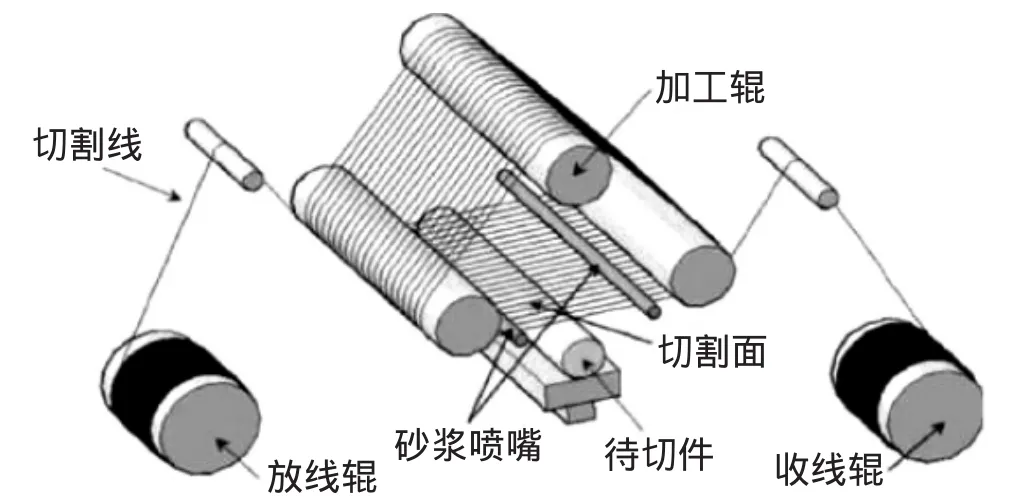
图1 多线切割过程示意图
1 使用YX-2D6型X射线定向仪粘接
首先将YX-2D6型X射线定向仪(见图2)设置在定向晶面的角度上,通过旋转晶棒使衍射达到最强,此时在晶棒尾部画一条向右的箭头,此时晶棒的垂直方向晶向确定。粘接时此箭头向上粘接,将定向仪设置在定向晶面的角度上,通过推动晶体头部或者尾部,使衍射达到最强,此时晶棒的水平方向晶向确定,待胶充分凝固即定向完成。
这种粘棒工艺利用的数学原理是:两条相交直线确定一个平面。这种工艺方法加工效率高,切割之前能够充分复测晶向,但随着晶棒直径的不断增大,这种方法正在逐渐被联体粘棒系统取代。

图2 YX-2D6型X射线定向仪
2 用内圆机定向后粘接
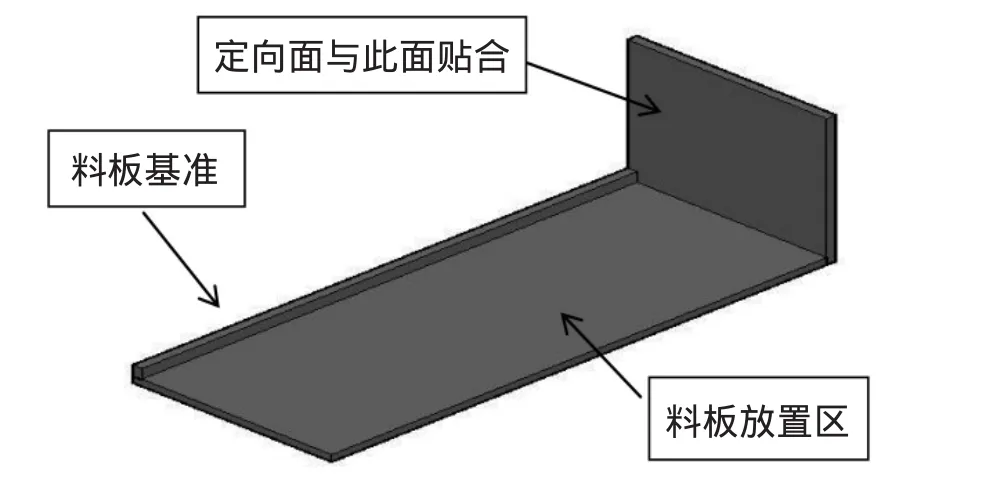
图3 特制工作台
内圆切割机配置有旋转工作台,可以在水平、垂直两个方向上精确地旋转一定的角度,因此我们可以在粘接之前首先使用内圆机切割出需要的特定晶面,然后在特制的工作台(见图3)上进行粘接。切割时切割线与切割方向构成的平面与定向晶面平行,即可切割出需要的晶片。
此种工艺适用于晶向要求不太高的晶棒粘接,一般此种晶向可以保证在20′以内。这种方法由于在粘接之前已经完成定向,因此可以粘接偏晶向的晶体。
3 使用联体粘棒系统粘接
随着晶体直径的逐渐增大,使用第一种工艺粘接单晶越来越困难,粘接单晶时人力按压力度不够、不均匀,胶的厚度不一,从而使晶向发生一定的变化,因此联体粘棒系统(见图4、图5、图6)应运而生。联体粘棒系统由三台仪器组成,晶棒定向仪YX-6D、粘接仪器YX-6Z和复测定向仪YX-6F。

图4 左图YX-6D

图5 YX-6Z

图6 YX-6F
先在晶棒定向仪上测出单晶生长时的晶面参数,然后根据加工要求设置x轴、y轴偏转值,计算出单晶棒以参考面为基准的x轴和y轴的旋转角度,将单晶棒按x轴旋转角度用胶粘接在树脂条上,再将树脂条按y轴旋转角度用胶粘接在料板上,粘接固化好以后拿到复测仪(YX-6F)上复测晶向,最后将晶托装到多线切割机的工作台上,就可以保证得到某一晶向的硅片。
晶棒定向仪将半导体知识与几何知识结合,x、y值计算精确。晶棒粘接仪器上配备有压力系统,粘接起来节省人力,而且由于压力均匀,胶层厚度一致,避免了因胶层厚度不一导致的晶向变化。这种定向工艺能够保证很高的定向精度,一般可以保证在10′以内。
结论:本文介绍了三种常用的定向方法,各有各的优点,在实际生产中可以根据精度和效率的需要自由选择定向粘接方式。
[1] 黎振,徐超辉,王群,等.多线切割加工中单晶硅片晶向影响关系研究[J].电子工业专用设备,2013,42(11):4-7.
[2] 李彦林.超薄大直径太阳能级硅片线切割工艺及其悬浮液特性研究[D].天津:河北工业大学,2007.
Study on Semiconductor Orientation Process
YANG Chunying
(The 46thResearch Institute of CETC,Tianjin 300220,China)
Single-crystal has a unique anisotropic property,and the property has a serious impact on semiconductor materials and devices manufacturing.So when cutting single-crystal into wafers,we should cut along a certain direction.Only in this way can we make the best use of the materials.
Semiconductor;Stiding ingot;Orientation;X ray
TN305
A
1004-4507(2016)09-0025-03
2016-07-24
