基于钻削力的PCB铝基板钻孔工艺研究
2016-10-18吴恒玉王志刚
何 玲,吴恒玉,王志刚
(1.海南软件职业技术学院,海南琼海517400;2.广东水利电力职业技术学院,广东广州510000;3.深圳市大族激光科技股份有限公司,广东深圳518052)
基于钻削力的PCB铝基板钻孔工艺研究
何 玲1,2,吴恒玉1,王志刚3
(1.海南软件职业技术学院,海南琼海517400;2.广东水利电力职业技术学院,广东广州510000;3.深圳市大族激光科技股份有限公司,广东深圳518052)
采用正交实验的方法,测量不同刃长的钻头钻通孔PCB板材的轴向力,研究不同刀具结构,无涂层钻头与有涂层钻头对钻孔切削力的影响,测试出不同钻头,不同钻孔工艺参数对钻孔切削力的影响,测量出最佳工艺参数,可以有效地解决钻孔毛刺和缠屑的问题,提高钻孔质量。关键词:钻削力;铝基板;工艺参数
随着LED性能的不断提高和价格持续降低,节能环保的LED正在逐步进入通用照明领域,加油站、地下停车场、写字楼等商用场所已率先采用白光LED作为普通照明,未来增长非常迅速的汽车照明前景广阔[1],如图1、2所示。尽管LED具有许多优点,但仍面临若干挑战,其中最主要的两个问题是发光效率和散热的改善。在不同的金属基板中,以铜材做为基板散热性最好,它的热传导率高于其他金属基板,由于铜材的密度大、价格高、易氧化且不符和基板材料向轻量化发展的趋势,因此未被广泛使用。铝板尽管散热性较铜板差,但比钢板好很多,且密度小、质量轻,可防氧化,价格较便宜,因此它是金属基覆铜板中用途最广、用量最大的一种复合板材,纯度可以达到99.00%以上,不含有其他合金元素,价格相对比较便宜的1000系列是最常用的一个系列[2],对于标准的FR-4印刷电路板散热效果差,不能有效地消散LED的热量。用它制成的PCB铝基板,可防止在PCB上装载的元器件及基板的工作温度上升,也可将电源功放元件,大电路电源开关等元器件产生的热量迅速地散发。但是,由于钻孔过程中产生较大的热量,使得铝屑粘在钻头上无法排出,困扰铝基板最大的问题是散热和排屑问题。

图1 LED车灯

图2 LED车灯夜间照明效果
1 PCB铝基板钻孔中的难点
在PCB铝基板钻孔过程中产生的碎屑形状不同于普通的FR-4印刷电路板,FR-4的印刷电路板的钻孔一般是粉尘,而在铝基板上的钻孔是碎屑。与粉尘相比,铝基板上的钻孔碎屑难以被疏散,所以在PCB铝基板钻孔经常遇到钻头螺旋槽切屑堵塞,在某些情况下,钻孔过程中必须终止,以消除堵塞的碎屑,从而大大影响了钻孔效率和钻孔质量[3]。
PCB铝基板钻孔中的另一个难点是钻孔出口处披峰的产生,使用标准的钻头钻φ1.5 mm直径的孔,由于铝基板塑性变形,缠屑将会导致铝基印刷电路板产生严重的披峰,影响钻孔质量,缠屑和钻孔披峰如图3和图4所示。

图3 缠屑
2 正交试验设计
在科研和生产过程中,经常需要做多因素多水平的实验,如果对每个因素、不同水平的相互搭配进行全面实验,常常是困难的,甚至是不可能的[4],例如有4个因素,每个因素有3个水平,全面实验要进行3的4次方,也就是81次,这会消耗大量人力、物力和时间,正交实验设计就是合理的避免多余的工作,进行最具科学性的实验。
本次试验采用最高20万转速的大族数控PCB钻孔机,如图5、6所示,选用惠州南亚0.8 mm的无卤素多层板,选用散热效果很好,厚度较厚的白垫板,同时还可以将钻头上的铝屑清除。

图5 PCB钻孔机
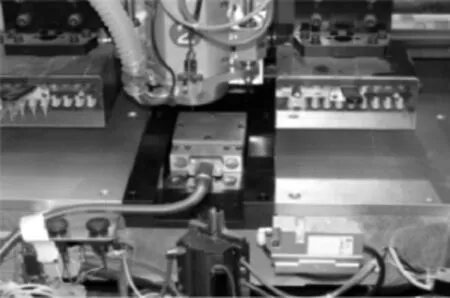
图6 钻削力测试
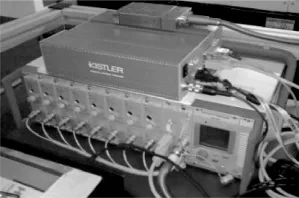
图7 Kistler高精密微型测力系统
钻孔切削力是非常微小且变化频率相当高的钻孔切削力,普通测力计无法完成测试任务,需要灵敏度高,采样率高的测试仪器才能进行相关测试,故本测试采用Kistler高精密微型测力系统进行测试,主要有力传感器、电荷放大器、数据采集器和力测量软件组成,如图7所示,Kistler高精密微型测力系统的基本参数如表1所示。

表1 Kistler高精密微型测力系统基本参数
2.1钻头比较试验
试验先固定相同的切削参数:主轴转速S= 60 kr/min,进刀速=0.6 m/min,退刀速=10 m/min,分别选用佑能公司φ1.5 mm的长刃长、短刃长、有涂层、无涂层的刀具研究不同刃长、不同涂层对铝基板切削性能的影响(见表2)。
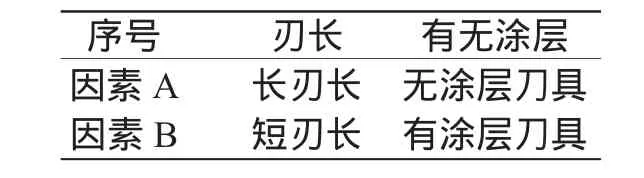
表2 正交试验1因素
将装配有测试铝基板的力传感器固定在PCB数控钻孔机的合适位置,在PCB数控钻孔机控制系统输入固定的切削参数,设置好Kistler高精密微型测力系统,开启钻孔机钻孔,采集z向钻削力,对比分析,如图8所示。
首先测量长刃长无涂层刀具的z轴切削力,如图9所示,峰值钻削力接近14 N左右;
再测试短刃长无涂层刀具的z轴切削力如图10所示,峰值力接近12 N左右;
然后测试长刃长无涂层刀具的z轴切削力如图11所示,峰值力接近10 N左右;最后测试长刃长无涂层刀具的z轴切削力如图12所示,峰值力接近8 N左右;
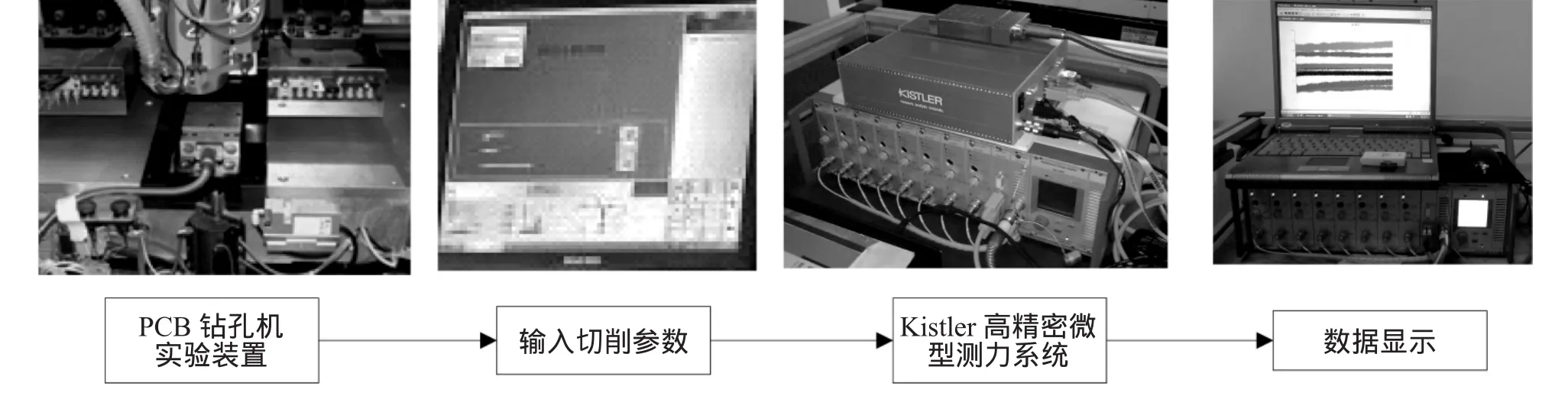
图8 Kistler高精密微型测力流程
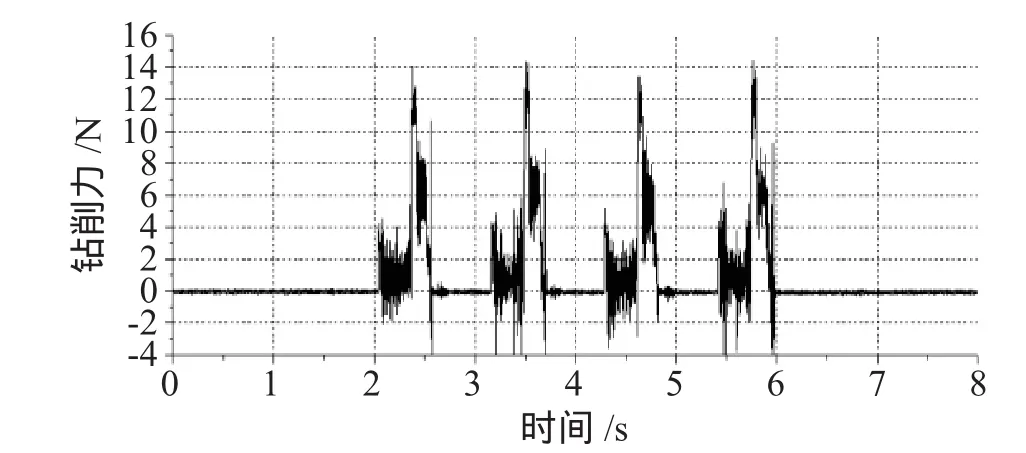
图9 长刃长无涂层刀具
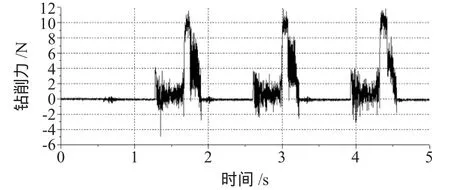
图10 短刃长无涂层刀具
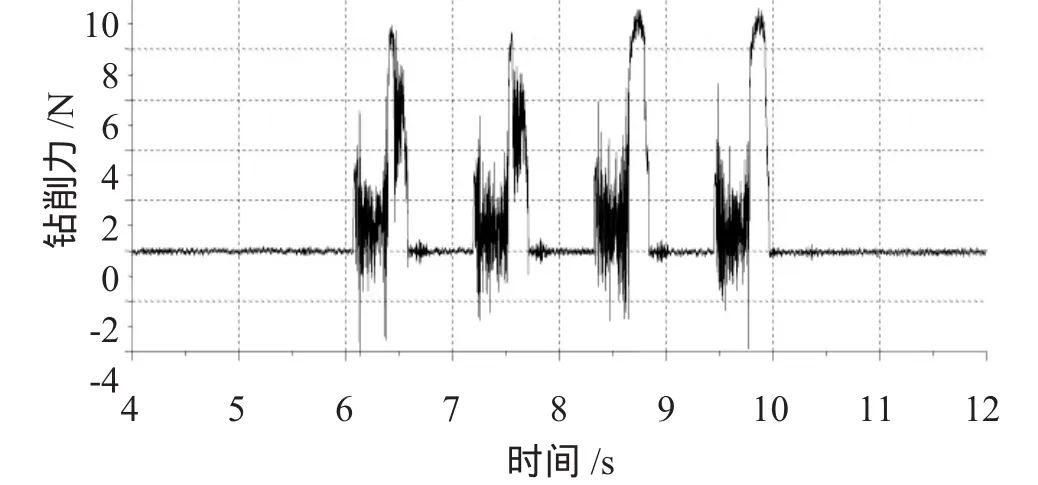
图11 长刃长有涂层刀具
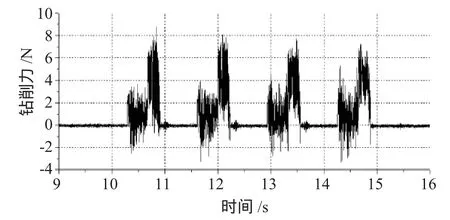
图12 短刃长有涂层刀具
试验结果分析:
通过不同刃长、不同涂层对铝基板z轴切削力的测试,可以清晰地发现,短刃长有涂层钻头的应用,钻削力会有明显下降趋势,进一步推断通过使用短刃长涂层钻头可以实现钻孔披峰最小化,提高钻孔品质。
2.2钻孔工艺参数比较试验
通过钻头试验,确认使用短刃长的有涂层刀具钻孔品质较好,进行工艺参数对铝基板切削性能的影响,钻孔最主要的工艺参数是转速和进刀速,切削速度是指钻头外径的线速度,其计算公式:Ve=πDN/1000,式中:D为钻头直径,N为主轴转速,当钻头直径确定后,切削速度由主轴转速决定,根据钻头的磨损情况可以判断切削速度是否恰当,如果横刃磨损太快,表明切削速度太低。如果主切削刃靠近外径之处磨损太快,表示切削速度太高,理想的切削速度是钻头横刃与主切削刃磨损相同的速度。钻头磨损量随主轴转速的增加总体呈下降趋势,这是因为主轴转速的增加使得单位时间内刀具参与切削的频率增加,但同时随着主轴转速的增大,其切削力在逐渐减小,对刀具表面的磨损相对降低,因此在刀具磨损量上表现为总体呈下降趋势;但另一方面主轴转速太大则摩擦热产生的时间就短,摩擦热来不及向切屑和刀具内部传导,从而使切削温度升高,使刀具磨损加快;同时,切削速度的增加,使刀刃与纤维的接触压力增大,使刀具磨损速度加快[5],因此,需要实验合理的转速和进刀速。
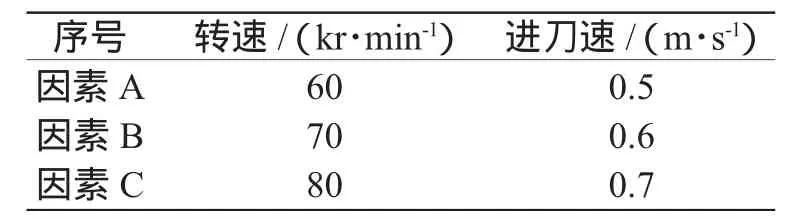
表3 正交试验2因素
同样采用图8所示的微型测力系统测试结果如表4所示。
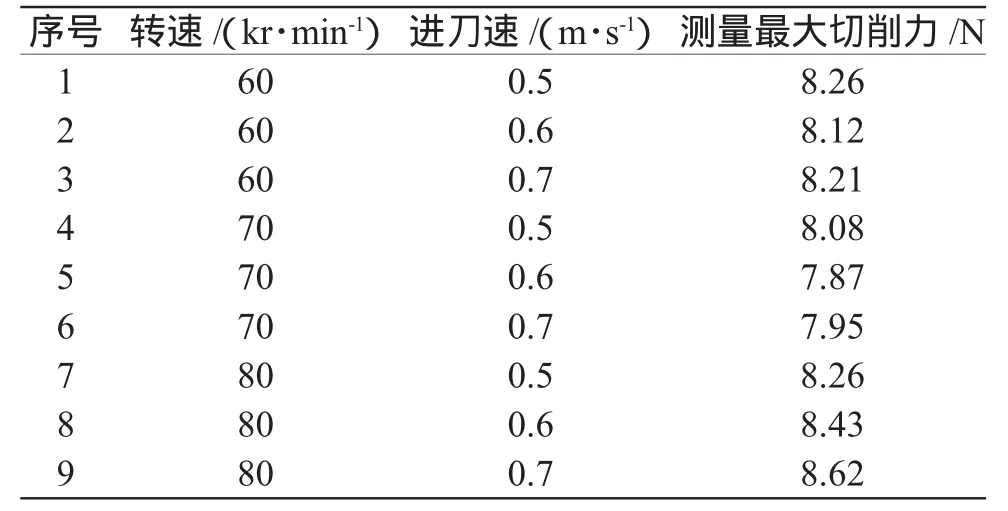
表4 不同工艺参数切削力测试结果
以最小钻削力判断,选择转速为70 kr/min,进刀速为0.6 m/s的工艺参数为最理想的钻孔工艺参数。利用短刃长有涂层钻头在一台数控钻床上进行了钻孔试验,钻孔后的钻头和铝基板如图13、14所示。钻头无缠屑,钻孔无披峰,披峰一般用切片的方法测量孔壁粗糙度,用切片的方法测量孔壁粗糙度最大为24 μm,可以达到行业需求的35 μm以内,如图15所示。

图13 钻头无缠屑
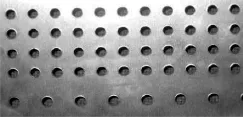
图14 钻孔无披峰
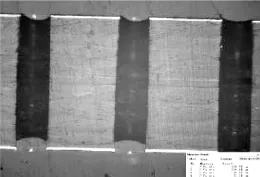
图15 孔壁粗糙度测试
3 结束语
在分析铝基板钻孔难点的基础上,试验出短刃长有涂层的刀具,钻削力具有明显下降趋势,用正交试验的方式,以钻削力最小为判定标准,测量出最理想的钻孔工艺参数,可以解决铝基板钻孔过程的钻头缠屑,降低披峰,达到行业标准要求,提高钻孔品质。
[1] 赵悟省.LED应用渗透率加大 照明将成终极市场[EB/OL].http://www.qianjia.com/html/2012-09/17_72881. html.
[2]Sharron Starr(2010).Taking the pulse of the electronics industry:highlights of recentIPC studies[Z].IPC Electronics Industry Executive Summit.
[3] 祝大同.印制电路用覆铜箔层压板新技术[M].北京:中国水利水电出版社,2006.
[4] 孙艳红,杨兆军,张立新,等.基于钻削力的微钻头破损特征量的提取[J].机械制造,2006,44(8):50-52.
[5] 付连宇,余振超,屈建国,等.PCB微钻有限元分析的几个关键问题[C].2006中日电子电路秋季大会-国际PCB技术/信息论坛,paper A-001.
Drilling Technology Research of PCB Aluminum Substrate Based on Drilling Forces
HE Ling1,2,WU Hengyu1,WANG Zhigang3
(1.Hainan college of software technology,qionghai 517400,China;2.Guangdong Technical College of Water Resources and Electric,Guangzhou 510000,China;3.Han's laser Technology Co.,Ltd,Shenzhen 518052,China)
In this paper,we orthogonal experimental measurements of different blade length of drilling through-hole PCB plate axial forces to study the structure of different tools,uncoated drill coated drills and have influence on the drilling forces,testing different drills,different drilling effect of technological parameter on the drilling forces,measure the optimum technological parameter,By employing the presented solution,the problems of drilling burr and chip clogging can be avoided in aluminum substrate drilling and improve the quality of drilling.
Drilling forces;Aluminum substrate;Technological parameter
TN605
A
1004-4507(2016)09-0038-05
何玲(1980-),女,河南省驻马店人,硕士研究生,副教授,现从事机械电子的教学和研究工作。
2016-06-01
名称及编号:2014年海南省自然科学基金项目(614239);
