连轧管机用30Cr3MoV限动芯棒材料的研制
2016-10-10孟令贤孙振环
周 许 孟令贤 孙振环 宛 农
(1.中原特钢股份有限公司,河南459000;2.武汉轻工大学,湖北430023)
连轧管机用30Cr3MoV限动芯棒材料的研制
周许1孟令贤1孙振环1宛农2
(1.中原特钢股份有限公司,河南459000;2.武汉轻工大学,湖北430023)
以合金热力学计算和锻件温度场模拟为指导,采用合适的冶炼、锻造、热处理工艺,研制的连轧管机用30Cr3MoV限动芯棒材料的力学性能与H13相当,满足技术要求。
30Cr3MoV;限动芯棒;力学性能
连轧管机用限动芯棒是无缝钢管连轧机组的重要变形工具,限动芯棒材料在很大程度上决定着无缝钢管的制造成本。目前限动芯棒常用钢种为H13,制造成本相对较高。为了在满足材料力学性能要求的前提下降低制造成本,选用改进型的30Cr3MoV材料进行研制。通过生产试制,各项力学性能指标与H13钢相当。
1 研制技术要求
1.1化学成分
30Cr3MoV化学成分见表1。
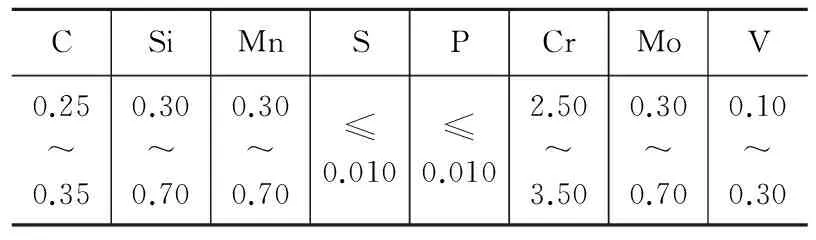
表1 30Cr3MoV化学成分要求(质量分数,%)
1.2非金属夹杂物
30Cr3MoV按照GB/T 10561—2005检测非金属夹杂物,要求A、B、C、D各类夹杂物均不大于1.0级。
1.3晶粒度
调质处理后晶粒度不粗于8.0级。
1.4力学性能

表2 30Cr3MoV力学性能要求
30Cr3MoV的力学性能应满足表2的要求。
1.5超声检测
检测方法按照INNSE154(AVG法)规定执行,芯棒材料的内部质量应符合下列要求:
1级,适用于芯棒外表面之下40 mm以内。
2级,适用于芯棒外表面40 mm至芯棒心部。
2 工艺路线选择
限动芯棒使用过程中,表面温度可达700℃,且用后急冷,工作过程中需承受多次冷热交替循环和较强的热磨损,同时还要承受较大且复杂的拉伸、压缩接触应力和高速循环的高温冷热疲劳应力,工作环境恶劣。对材料纯净度、强度、韧性和耐热疲劳性等各项性能要求很高。所以我们选择试制工艺路线:电炉冶炼+真空精炼+电渣重熔→电极坯退火→电渣锭加热→十字锻造→锻后高温正火+球化退火处理→超声检测、理化检测→粗加工→调质处理→理化检测→合格交货。
3 生产试制
3.1冶炼
冶炼工序的重点是提高钢水的纯净度,充分去除钢中气体和夹杂。为此要求冶炼原材料选用二级以上优质废钢、返回钢料头、生铁和海绵铁等。同时要求铁合金及造渣材料充分烘烤和干燥。电炉起始氧化温度不低于1 560℃,脱碳量不小于0.40%,最大限度去除钢中的气体和夹杂物。电炉出钢前包中加入复合脱氧剂进行沉淀脱氧,降低钢中的氧含量,加入造渣材料和预熔渣,为钢包炉脱硫创造有利条件。电炉出钢时采用留钢留渣操作,防止钢液回[P]。精炼包到位,吹氩喂铝丝进一步脱氧,加入碳粉、硅铁粉保持白渣使钢中氧化铁含量处于较低水平,以利于钢水中的氧向渣中扩散,起到良好的脱氧作用。
LF精炼前期以脱氧为主,后期以脱硫为主。渣量要达到钢水重量2.5%以上,造高碱性白渣,然后分批加入铬铁、钼铁,间隔时间保持15 min以上,期间分别用碳粉、硅铁粉保持还原气氛。脱气前把成分调整进限,根据残铝含量决定喂铝丝量,脱气后不再喂入铝线。温度1 600~1 610℃时进入真空罐脱气,在≤66.7 Pa下保持时间不少于12 min,最大限度去除钢液中气体及非金属夹杂物。浇注电极坯采取氩气保护,避免钢液二次污染。
电极坯切头切尾后进行电渣重熔,选择合适的电渣重熔参数,使金属熔池形状达到扁、平、浅,驱使金属凝固沿轴向发展,保证气体和夹杂物充分上浮,以减少铸态组织缺陷。采用6∶2∶2三元渣系,保持充填比0.65,熔化率约750 kg/h,冷却水温控制在30~50℃,同时采用吹氩保护圈进行气体保护电渣,通过降低熔速和提高冷却强度减轻此类钢成分和组织偏析,提高钢液纯净度和均匀性。电渣锭及时进行去应力处理。
3.2锻造及锻后热处理
10.5 t重的∅1 000 mm 电渣锭加热到1 180℃后在50 MN油压机上进行十字锻造。首先镦粗,镦粗比控制在2.0~2.1,后沿直径方向拔为□550 mm的中间坯,中间坯返加热炉在1 230℃进行高温均质化处理。通过高温均质化处理,促进合金元素的均匀扩散,减轻枝晶偏析引起的锻坯带状偏析,并能有效消除钢在凝固过程中析出的大量液析碳化物VC[1]。高温均质化后中间坯进行二次镦粗,镦粗的方向与初次镦粗方向垂直(即一次拔长的方向),再按照二次镦粗的方向拔为中间坯。通过这种十字变形方式改变材料原始纤维方向,提高等向性能。中间坯空冷至约1 000℃,利用RF70卧式精锻机拔长成型。拔长时各道次拉打速度为(3~3.5)m/min,最后一道次拉打速度为(2~2.5)m/min。由于精锻机锻造过程中打击速度比较快,锻造过程中锻坯温度下降非常缓慢,因此通过空冷降低精锻机的始锻温度,实现低温锻造,从而保证获得细小、均匀的原始晶粒。
锻后及时雾冷,避免高温段停留时间过长导致奥氏体晶粒长大。并进行高温正火+球化退火处理。
30Cr3MoV相变点Ac1、Ac3按照Andrews经验公式进行计算:
Ac1=723-10.7Mn-13.9Ni+29Si+16.9Cr+290As+6.38W
(1)
Ac3=910-203C1/2-15.2Ni+44.7Si+104V+31.5Mo+13.1W
(2)
其中,式(1)、式(2)中元素符号代表其质量分数,适用钢的成分范围为:C≤0.60%,Mn≤4.9%,Cr≤5.0%,Ni≤5.0%,Mo≤5.4%。
按式(1)、式(2)计算30Cr3MoV的Ac1约为785℃,Ac3约为862℃。利用合金热力学软件Jmapro7.0计算30Cr3MoV中各类碳、氮化物的溶解温度,如图1、图2所示。其中M(C、N)最终溶解温度为995℃。

图1 化合物随温度变化

图2 M(C、N)随温度变化

图3 高温正火+球化退火
根据相变点Ac3和各类碳化物溶解温度,为使各类碳、氮化物充分溶入奥氏体中,同时保持微量的钒细化晶粒,正火温度选择950℃。根据相变点Ac1确定球化温度为730℃。工艺曲线如图3所示。退火后按照北美压铸协会NADCA 207—2006标准检测退火组织为AS4,满足优质级别。
3.3性能热处理
试制的30Cr3MoV连轧管机限动芯棒经过粗加工后尺寸为∅300 mm×12 680 mm的毛坯进行调质处理,为了防止工件弯曲,选择18 m卧式钟罩电阻炉作为淬火和回火加热炉。淬火温度选择930℃,由于30Cr3MoV为中低碳合金结构钢,淬透性相对H13较差,油淬存在心部淬不透的问题,但是也正因碳含量较低,化学成分设计为C<0.31%,为正偏析,且淬火碳当量Ceq=C+0.05Mn+Ni/15+0.1(Cr+Mo+Vo)≈0.725<0.75,水淬毫无危险。并应用Jmapro7.0计算30Cr3MoV的连续冷却转变曲线,如图4所示。应用Ansys10.0进行淬火温度场模拟,如图5所示。采用水淬能够保证工件心部淬透。水淬后及时进行低温回火并空冷至室温,确保残余奥氏体彻底转变,通过两次高温回火,充分消除工件内部的残余应力,最大限度减少后续精加工及使用过程中因内部应力过大导致的弯曲变形,同时获得理想的力学性能指标。

图4 30Cr3MoV的CCT图

图5 不同部位温度随时间变化
4 产品检验
4.1力学性能检测
超声和工件表面硬度检测合格后,冒口端切取纵向和横向力学性能试片,并在试片1/2半径处制取试样,按照GB/T 228—2002、GB/T 229—2007进行拉伸和冲击试验,结果见表3。力学性能指标满足技术协议要求。

表3 30Cr3MoV力学性能结果

表4 非金属夹杂物、晶粒度和显微组织检测结果
4.2金相检测
利用冲击样坯,按照GB/T 10561—2005进行非金属夹杂物检测,按照GB/T 6394—2002进行晶粒度检测,按照GB/T 13298—1999进行显微组织检测,结果见表4。各类夹杂物含量极少,冶炼工序控制较好。晶粒度均匀细小,显微组织为回火索氏体,达到理想的热处理要求。
5 结论
通过采用电炉冶炼、真空精炼、电渣重熔提高材料纯净度。通过中间坯高温均质化处理、十字锻造减轻材料偏析,消除液析碳化物,提高等向性能。通过高温正火+球化处理获得良好的预备热处理退火组织。通过合金热力学计算和淬火温度场模拟,设计科学的调质处理工艺,试制的连轧管机用30Cr3MoV限动芯棒材料力学性能指标满足技术要求。
[1]何西娟,李丰,左鹏鹏,等.高温均质工艺改善30Cr3MoV芯棒材料的冲击韧性[J].上海金属,2013,35(5):27-30.
[2]谢珍勇.连轧管机用4Cr5MoSiV1限动芯棒材料的研制[J].特钢技术,2010,16(62):11-17.
[3]樊东黎,徐跃明,佟晓辉.热处理工程师手册[M].北京:机械工业出版社,2004.
[4]于程歆,刘林.淬火冷却技术及淬火介质[M].沈阳:辽宁科学技术出版社,2010.
编辑杜青泉
Research and Development of 30Cr3MoV Retained Mandrel for Mandrel Pipe Mill
Zhou Xu, Meng Lingxian, Sun Zhenhuan, Wan Nong
Taking the thermodynamic calculation of alloy and the temperature field simulation of forging as guide, by adopting the appropriate smelting, forging and heat treatment processes, the mechanical property of developed 30Cr3MoV retained mandrel for mandrel pipe mill is similar to that of H13, which satisfy the technical requirements.
30Cr3MoV; retained mandrel; mechanical property
2016—05—10
周许(1984—),男,工程师,从事工模具钢产品研发。
TG113.25
B
