加温酸化-Fenton-水解酸化-MBR处理废切削液
2016-09-23毛谙章冯凡让
毛谙章,彭 娟,冯凡让
(深圳市危险废物处理站有限公司,广东深圳 518059)
加温酸化-Fenton-水解酸化-MBR处理废切削液
毛谙章,彭娟,冯凡让
(深圳市危险废物处理站有限公司,广东深圳 518059)
采用加温酸化破乳-Fenton-MBR法处理废切削液。实验结果表明,在pH值为2.0、温度为90℃、反应时间为120min的条件下,水相COD去除率为80%左右,分离后油相体积比约为16%~22%,油相热值与柴油相近,含水率低,油水分离彻底,取得良好的破乳效果。破乳后废水利用Fenton处理,在pH=2、H2O2用量为50g/L、FeSO4·7H2O的用量为5g/L时,废水COD降为1032mg/L,废水的可生化性指数为0.32,可利用水解酸化-好氧MBR处理,生化出水COD浓度低于200mg/L,可达到《广东省水污染物排放限值》(DB44/26-2001)中COD的三级排放标准。
加热,废切削液,酸化,Fenton,MBR
切削液广泛应用于机械加工行业,具有冷却、润滑、清洗和防锈等作用,是机械加工工厂的主要污染源,是一种高浓度、难降解的工业废水,具有乳化程度高、化学成分复杂、油类等有机污染物浓度高等特点[1]。目前处理乳化废液的主要方法有气浮法[2]、混凝凝聚法[3]、化学药剂破乳[4]、快速破乳[5]、湿式空气氧化法[6]、微波辐射法[7]、电凝聚处理法[8]、声化学技术[9]、超临界技术[10]和超滤处理法[11]等。
此类废液有机物浓度较高,若采用高级氧化法,需要消耗大量的药剂,成本过高、效率过低,污泥量大且难处理。此类废液的COD浓度多数在100000mg/L以下,水分含量较高,热值不高,如果直接燃烧,需增加辅助燃料,不经济。
本文研究了废切削液加温酸化破乳工艺,破乳后废液进行油水分离,分离后的油可作为燃料,分离后的废水需进一步利用Fenton氧化-水解酸化-MBR联用技术处理,最终废水稳定达标排放。
1 试验部分
1.1实验原料与试剂
实验用废切削液取自深圳市某线路板厂,废液CODCr为142375mg/L,pH=6.04,颜色为不透明的乳白色,有较浓的腐臭味。其他试剂如:氢氧化钠,浓硫酸,七水硫酸亚铁,双氧水(27.5%)等,均为分析纯。
1.2实验原理
酸化破乳主要是向废液中加入硫酸,使乳化剂中的高级脂肪酸皂析出脂肪酸,这些高级脂肪酸不溶于水而溶于油,从而破乳析油;同时,废切削液中的阴离子表面活性剂在酸性溶液中容易分解而失去稳定性,失去了原有的亲油和亲水的平衡,从而达到破乳效果;另外,酸也是一种电解质,能降低电位,有利于破乳。加温破乳通过提高温度,加强分子的热运动,有利于液珠的聚结,而且温度升高时,外相黏度降低,降低了乳状液的稳定性,从而容易破乳。Fenton氧化法[12-13]是一种采用过氧化氢为氧化剂、以亚铁盐为催化剂的均相催化氧化法,Fenton反应产生的OH·具有很强的氧化性,各种铁的络合物又具有絮凝作用,两者作用实现去除COD的功能。厌氧工艺把大分子物质如废水中苯环类物质和经电凝聚反应后的开环物质进一步转化为脂肪酸等小分子物质,以提高废水的可生化性,降低后段好氧处理的难度,缩短曝气时间,减少运行成本。MBR工艺是一种将高效膜分离技术与活性污泥生物处理单元相结合的新型水处理技术[14]。
1.3实验方法与工艺流程
本实验采用加温酸化破乳-Fenton-水解酸化-MBR法处理联合工艺处理废切削液,处理工艺流程见图1。
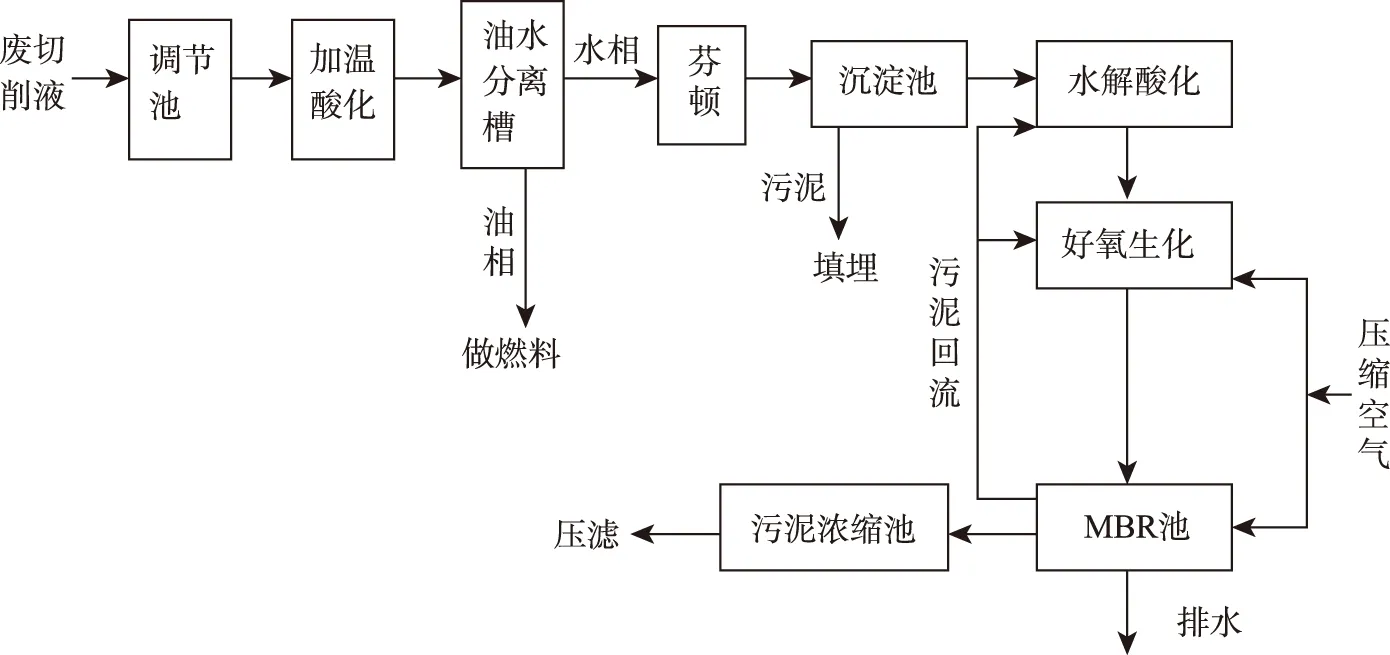
图1 废水处理工艺流程图
如图1所示,调节切削废液的pH=2后进入酸化加热槽破乳,反应完成后,废水进入油水分离槽进行油水分离,分离后的水相采用Fenton氧化法进一步处理,氧化后调节出水的pH值为8~9,使废水中的铁完全沉淀,然后将处理过的水沉淀,Fenton氧化槽出水进入生化处理系统,该工序以水解酸化和好氧MBR为主要处理手段,生化系统串联。
2 结果与讨论
2.1加温酸化破乳
2.1.1pH值对切削液处理效果的影响
实验条件:取废切削液加热至90℃,加入硫酸调节溶液pH值,静置120min,考察不同pH值对破乳效果的影响,实验结果如图2所示。

图2 pH值对破乳效果的影响
如图2所见,随着废液酸化pH值的降低,废液析出的油增多,水相体积基本保持不变,稳定在70%以上,当pH值为2.5时,油相占比只有3%,大部分油还在渣相中难以析出。在1.0~2.5范围内,pH值的变化对COD去除率基本没有影响,COD去除率约80%,油相含水率只有0.9%~2.0%,热值在10900左右,与柴油热值相当,同时,油相中的硫和氯含量都低于1%,可作为燃料油使用。但是,考虑到随着酸度增加,水相SO42-浓度会明显增加,废水的盐度增加,从而增加后续生物法处理难度和成本,综合考虑,最终确定废水酸化pH值为2.0。
2.1.2温度对破乳效果的影响
实验条件:取废切削液先分别加热到一定温度,再调节pH值为2.0,静置120min,考察不同温度对破乳效果及分离效果的影响,实验结果见图3。
如图3所见,在室温条件下,废液呈乳化态,废水COD基本没有去除,这是由于水性切削液在室温条件下,体系比较稳定,单纯的酸化条件不能很好破坏乳化体系,随着温度升高,油相析出比例及COD去除率均不断增大,所选温度范围内,破乳效果与温度成正相关。当温度为90℃时,分离后废液中油相体积占总废液体积的22%,水相COD去除率为79.6%,继续升高温度,废液中析出油相的比例和水相中COD去除率增加缓慢,综合考虑废水处理效果和能耗,确定实验温度为90℃。

图3 温度对破乳效果的影响
2.1.3静置时间对油水分离效果的影响
实验条件:取废切削液分别调节溶液pH=2.0,并加热到90℃,考察静置分离时间对油相、水相析出及平衡的影响,实验结果如图4所示。

图4 静置时间对破乳效果的影响
如图4可知,在上述反应条件下,废液破乳,油相析出从而油水分离,废液中油相析出的体积随静置时间的延长而增加,30min后即可达到平衡状态的98%,静置120min,油水完全分离。此时,水相中剩余的COD浓度降低,油水分离后废液的COD去除率为80%。因此,静置分离时间确定为120min。
2.2Fenton氧化
2.2.1最佳反应pH值的确定
由文献资料查询可知,芬顿反应只在酸性条件下生成羟基自由基[15]。Fenton试剂通过催化分解产生羟自由基进攻有机物分子,并使其矿化为H2O和CO2等无机物质。当pH值小于2,Fe3+较难还原为Fe2+,有机物去除率有所降低,当废水pH值高于6将形成Fe(OH)3沉淀或铁的复杂络合物,不能产生足够量的羟基自由基,去除率也较低;反应最佳的pH=3,本实验中酸化后废水pH值在2~3中间,考虑到工程上的实际应用,废水加热酸化后直接进行Fenton反应。
2.2.2最佳Fe2+用量的确定
Fe2+是催化反应产生羟基自由基的必要条件。取100mL水样,固定H2O2的用量,改变Fe2+的用量、过滤后测定废水的COD。实验结果见图5。
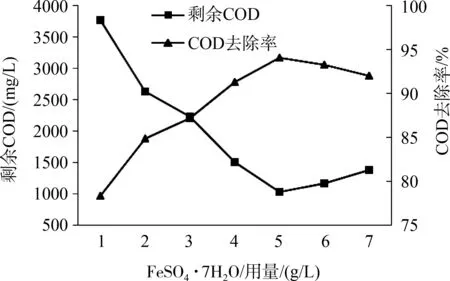
图5 FeSO4·7H2O用量对COD去除率的影响
由图5可知,FeSO4·7H2O用量较低时,随着用量的增大,催化能力逐渐增强,当FeSO4·7H2O用量超过5g/L时,废水的COD去除率下降;这是由于Fe2+浓度过高一方面使反应过快地产生羟基自由基,来不及与有机物发生反应就发生分解,使降解效率下降,另一方面过多的Fe2+会被H2O2氧化成Fe3+,消耗药剂而且使出水色度增高,所以从成本和处理效果综合考虑,实验最终确定FeSO4·7H2O的最佳用量为5g/L。
2.2.3最佳H2O2用量的确定
取100mL水样,FeSO4·7H2O的用量为5g/L,在pH=2的条件下,考察H2O2投量对COD去除效果的影响,实验结果见图6。

图6 H2O2用量对COD去除率的影响
由图6可以看出,废水的COD的去除率随着H2O2用量的增加而迅速增高,在H2O2用量增大到50g/L时,COD去除效果趋于平缓,此时废水COD降为1032mg/L,废水的可生化性指数为BOD/COD=0.32,可进行生物法处理,因此实验确定H2O2的最佳用量为50g/L。
2. 3生物法
离子交换出水进入生化处理系统,该工序以厌氧水解酸化和好氧MBR为主要处理手段,生化系统串联。在厌氧反应池中,厌氧菌降解了部分溶解性有机物,COD去除率达20%左右,废水的可生化性进一步提高,废水BOD/COD升到0.37以上,为后续MBR处理提供必要条件,MBR运行工艺运行参数为:污泥浓度10g/L~12g/L、水力停留时间20h~24h、污泥负荷0.63kg CODCr/kg MLSS·d、DO为3mg/L~4mg/L,MBR工序COD去除率为80%以上,MBR出水COD能保持在100mg/L~200mg/L,废水中COD可达标排放。
3 结论
(1)利用加热酸化-Fenton-水解酸化-MBR连用工艺进行废切削液的处理研究,结果表明,该技术可以有效地处理废切削液,可将废水中氨氮含量从142375mg/L降至200mg/L以下,达到《广东省水污染排放限值》(DB44/26-2001)一级排放标准要求。
(2)在pH值为2.0、温度为90℃、反应时间为120min的条件下对废切削液进行加温酸化破乳,取得良好的破乳效果和油水分离效果,水相COD去除率为80%左右,油相占比为16%~22%,水相占比为67%~72%,油相含水率低,油相热值与柴油相当,油相中 S、Cl有害元素低于1%达到了焚烧要求。
(3)加温酸化破乳法处理废乳化液,油水分离效果好,使原来需要焚烧的废切削液减量到20%,大大降低了处理成本,同时减轻了焚烧的负荷。Fenton-水解酸化-MBR工艺进一步确保了废水中有机物的处理,最终实现废水的达标排放,该工艺简便易行,投资小、建设周期短,经济效益较高,具有一定的实用价值。
[1] 彭娟,陈晓凌,郑帅飞,等.不锈钢膜技术处理高浓度乳化废水的研究[J].化工科技,2013,21(5)34-37.
[2] Al-shamrani A,James A,Xiao H. Separation oil from water by dissolved air flotation [J].Colloids and Surfaces,2002,209:15-26.
[3] Rios G,Pazos C,Coca J.Destabilization of cutting oil emulsions using inorganic salts as coagulants[J].Colloids and Surfaces,1998,138:383-389.
[4] 宋东红.破乳-酸化还原联合工艺处理亚硝酸钠乳浊液[J].工业水处理,1992,12(3):21-29.
[5] 孔繁贵.高浓度乳化液的快速破乳[J].工业水处理,1985,5(3):51-52.
[6] Tang W,Zeng X,Zhao J,et al.The study on the wet air oxidation of highly concentration emulsified wastewater and its kinetics[J].Seperation and Purification Technology,2003,31(1):77-82.
[7] 夏立新,刘泉,张路.微波辐射法破乳研究进展[J].化学研究与应用,2005,3(5):588-591.
[8] 王丽敏,李秋荣,石晴.电絮凝法处理含油废水的研究[J].化工科技,2005,13(3):30-33.
[9] 方婷,李沪萍,罗康碧.声化学技术处理有机废水的研究进展[J].化工科技,2006,14(5):40-45.
[10] 刘永,周家华,王宝金.超临界水氧化技术[J].化工科技,2002,10(3):46-49.
[11] 李爱玲.超滤处理乳化液污水[J].水处理技术,1983,9(3):43-44.
[12] 王罗春,闻人勤,丁垣如.Fenton试剂处理难降解有机废水及其应用[J].环境保护与科学,2001,27(3):11-14.
[13] 卢义程,赵建夫,李天琪.高浓度乳化废水芬顿氧化实验研究[J].工业用水与废水,1999,30(4):20-22.
[14] 贾绍春.MBR工艺处理电镀前处理废水的应用研究[J].广东化工,2013,40(11):135-136.
[15] 陈传好,谢波,任源,等. Fenton试剂处理废水中各影响因子的作用机制[J].环境科学,2000,21(3):93-96.
Treatment of Waste Cutting Fluid with Heating and Acidification-Fenton Oxidation-Hydrolytic Acidification and MBR
MAO An-zhang,PENG Juan,FENG Fan-rang
(Shenzhen Hazardous Waste Treatment Station Co.,Ltd.,Shenzhen 518049,Guangdong,China)
The waste cutting fluid was treated by the combined process of heating and acidification,fenton oxidation and MBR. The experimental results showed that approximately 80% of the COD of the aqueous phase could be removed when the solution pH value was 2.0,the temperature was 90℃ and the reaction time was 120min. After separation,the volume ratio of the oil and aqueous phase was 16%~22%. The heat value of the oil phase was very close to diesel,and the moisture content was low. The separation of the oil and aqueous phase was complete,which led to good demulsification effect. The effluent of the demulsification process was treated by Fenton oxidation. When the wastewater pH value was 2,the dosage of H2O2was 50g/L,and the dosage of FeSO4·7H2O was 5g/L,the COD concentration of wastewater decreased to 1032mg/L,and the ratio of BOD5/COD was 0.32. After being treated by hydrolytic acidification and aerobic MBR,the COD concentration of the MBR effluent was lower than 200mg/L,which could meet the three grade emission standard of Guangdong provincial water pollutants discharge limits(DB44/26-2001).
heating,waste cutting fluid,acidification,Fenton oxidation,MBR
X 703.1
