钼钛锆合金材料特殊型腔的组合放电加工方法的研究
2016-09-23孙长宏朱颖谋王佳兴
孙长宏,朱颖谋,王佳兴,牛 禄,顾 琳
(1.上海航天动力技术研究所,上海201109;2.上海交通大学机械系统与振动国家重点实验室,上海200240)
钼钛锆合金材料特殊型腔的组合放电加工方法的研究
孙长宏1,朱颖谋2,王佳兴1,牛 禄1,顾 琳2
(1.上海航天动力技术研究所,上海201109;2.上海交通大学机械系统与振动国家重点实验室,上海200240)
钼钛锆合金的耐高温和抗高温高速燃气冲刷等优点,使其被广泛应用为航天发动机控制模块的结构材料,但其高效精密加工一直是应用中的难题。因此,采用线切割及电火花(WEDM+EDM)组合放电加工的工艺,开展了钼钛锆材料固体发动机燃气阀特殊型腔加工的组合工艺研究。与传统切削加工相比,该方法具有加工精度高、表面质量好和具备加工复杂型腔的能力;与单一电火花加工相比,具有加工效率高、电极损耗小等优点。通过某型号固体发动机燃气阀的加工试验,采用组合工艺完成了燃气阀体的上下异形面型腔、阶梯异型孔、窄槽和异形盲孔等特殊型腔的高效高精度加工。
钼钛锆合金;固体发动机;燃气阀;WEDM+EDM;组合加工
0 引言
固体发动机燃气阀门的工作环境复杂恶劣,需要承受高温燃气的高速冲刷,这要求燃气阀的材料能在高达1700℃的高温条件下,不仅要具有低的烧蚀率,以保持燃气阀的型面,而且要有高的强度,以保证可以承受高温、高压燃气的载荷冲击[1-3]。传统耐高温材料使用温度低于1000℃ ,难以满足燃气流量调节阀的耐高温使用要求。钼钛锆高温合金(Titanium-Zirconium-Molybdenum,TZM)具有耐高温、耐烧蚀、防强热、抗高速气流冲以及在高温下保持良好的力学性能等优点,因而被用作固体发动机燃气阀的结构材料。
固体发动机燃气阀是通过调节高温燃气流量、调节压力、改变流速流向等来实现固体发动机姿态控制或主动力控制功能,因此燃气阀中存在许多特殊型腔来控制高温燃气的运动状态[4],如上下异形面型腔、阶梯异型孔、大深径比窄槽和异形盲孔等。为了达到高可靠性、高精确性地控制高温燃气的运动状态,燃气阀内部特殊型腔必须保证高精度、高表面质量的加工制造。
然而,由于钼钛锆高温合金材料本身硬且脆、冲击韧性低、延伸率小和线膨胀系数小,而且其弹性模量很高,几乎不发生弹性变形,在加工过程中几乎不发生明显的宏观变形就会断裂[5]。因此,当采用传统切削加工时,材料表面会容易产生崩裂甚至断裂,加工出来的零件表面质量差,而且刀具磨损严重[6-7],很难加工出特殊的内部型腔。电火花放电加工利用放电通道的高温(6000K~10000K)熔化甚至气化材料,加工能力不受材料的硬度影响,因此比较适合进行难切削材料的精加工[8]。但由于钼钛锆合金具有较高的熔点和沸点,使其在采用电火花加工时存在加工效率低、电极损耗大等问题[9],较难控制工件的加工精度。
1 线切割及电火花(WEDM+EDM)组合放电加工提出及其优势
1.1组合放电加工工艺方案的提出
为了解决固体发动机燃气阀门特殊型腔加工中存在的一系列问题,例如传统切削加工中的精度低、表面质量差、刀具寿命短和很难加工特殊的内部型腔等,单一电火花加工中的加工效率低和电极损耗大等。本文在大量试验的基础上,提出了采用线切割及电火花(WEDM+EDM)组合加工的方法,即先用慢走丝线切割加工出特殊型腔的通道特征,去除型腔大部分材料,然后通过成型电极进行型腔的电火花成型加工。
1.2组合放电加工工艺方案的优势
将慢走丝线切割与电火花成型加工组合使用,充分发挥了各自的优势。与采取传统切削加工和单一的电火花加工相比,采用组合放电加工工艺具有以下优势:
1)克服了传统切削加工钼钛锆合金燃气阀中精度低、表面质量差和很难加工特殊型腔等弊端,有效地提高了产品的合格率。
2)克服了采用单一电火花加工时冲液不充分,电极损耗大等缺点,由于慢走丝线切割加工除了预留通道,从而改善了电火花加工区域的冲液状态,促进了电蚀产物的排出,有效地减少了二次放电机会[10]。
3)减少了电极损耗,即降低了生产成本又保证了加工精度和表面质量,燃气阀特殊型腔表面粗糙度可控制在1.6μm以内。
2 线切割及电火花(WEDM+EDM)组合放电加工工艺方案
2.1组合放电加工工艺方案流程
燃气阀门作为固体发动机中调节燃气流量的关键,特殊型腔的形状精度和尺寸精度以及型面的表面质量将直接影响燃气阀的精确性和可靠性[11-13]。图 1为燃气阀门阀体特殊型腔结构图,由图1可知燃气阀中的特殊型腔由:1)上下异形锥形型腔(竖直方向);2)阶梯异形孔(水平方向);3)半径R的倒圆角。并且特殊型腔的尺寸精度要求大部分需要控制在±20μm以内,形状精度(平行度和垂直度)需要控制在±15μm以内,表面粗糙度需达到Ra1.6以下。因此针对燃气阀门特殊型腔的高精度和高表面质量要求提出了组合放电加工工艺方案。
组合工艺试验的实施方案是:首先,利用电火花穿孔机加工慢走丝线切割加工工序所需的穿丝孔;其次,采用慢走丝线切割机床加工特殊型腔的直纹面通道,去除大部分材料;最后,采用电火花加工完成特殊型腔成型加工。对燃气阀中的特殊型腔进行分析:1)上下异形锥形型腔中的型面是直纹面,当采用慢走丝线切割加工工艺时,能获得高精度和高表面质量,由于特殊型腔的上下锥度不一致(其中Q<P),因此线切割加工时为了避免过切只能加工出较小锥度Q的型腔,较大锥度P的型腔则需通过电火花加工完成。2)阶梯异型孔中存在阶梯直纹面,b的尺寸很小,只有1mm左右,因此采用慢走丝线切割加工出bmm×5.0mm的方形通孔,在方形通孔基础上采用电火花加工直径为dmm、深度为Lmm的盲孔。3)R的倒圆角很小,不到1mm,是线切割工艺无法实现的,因此采用电火花加工完成。图2所示为钼钛锆材料固体发动机燃气阀的特殊型腔组合放电加工工艺流程图。
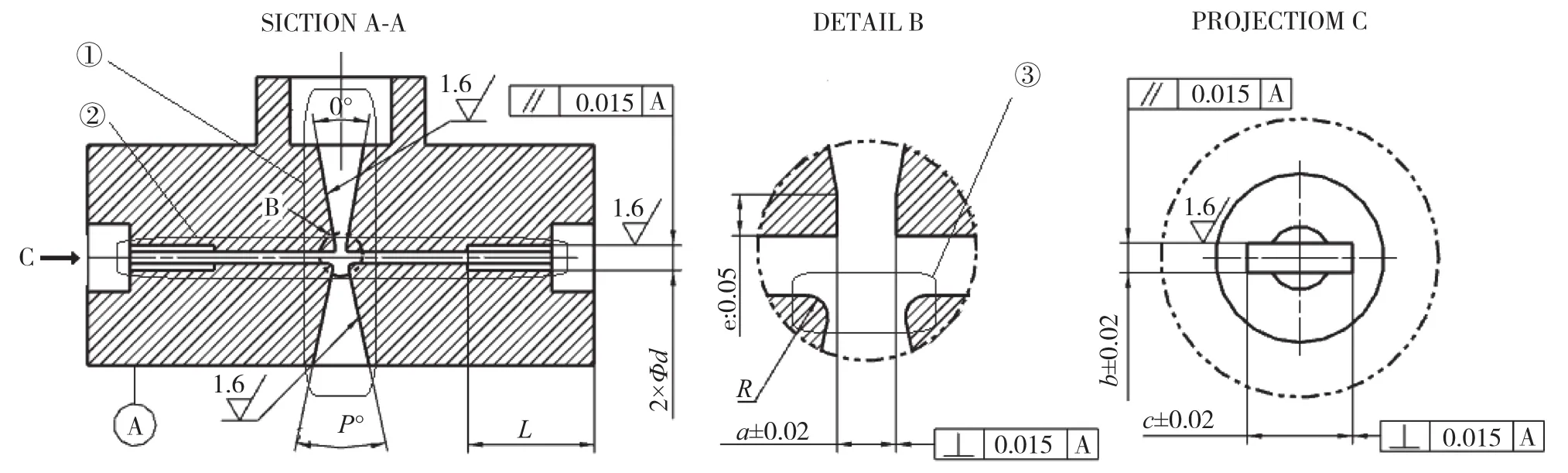
图1 燃气阀门上阀体特殊型腔结构图Fig.1 The special cavity structure of gas valve
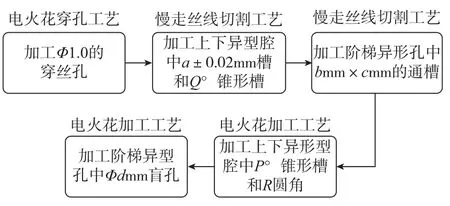
图2 组合放电加工工艺流程图Fig.2 Combination of electro discharge machining process flow diagram
2.2慢走丝线切割(WEDM)加工工艺
慢走丝线切割加工工艺主要任务是加工燃气阀中的通孔、通槽和特殊型腔的直纹面和部分预通道,在保证特殊型腔的最终尺寸和型面不发生干涉和过切的前提下,完成部分型腔的加工和去除预通道中尽可能多的材料,剩余的材料去除由后续的电火花加工完成。为了保证特殊型腔的尺寸精度和形状精度(平行度和垂直度)控制在10μm以内,表面粗糙度控制在1.6μm以下,慢走丝线切割工艺方案采用割一修二的加工方式,即分别为粗加工、半精加工和精加工三个步骤。
在上下异形面型腔的慢走丝线切割加工时,先加工出竖直方向上的通槽,如图3(a)所示。再加工上下Q°锥形型腔,如图3(b)所示。由于采用慢走丝线切割加工下部P°锥形型腔时与上部型腔会产生干涉,因此需要用电火花加工完成,如图3 (c)所示。在阶梯异型孔时,采用慢走丝线切割加工加工出bmm×5.0mm的通槽。由于慢走丝线切割加工具有加工精度高、表面质量好和加工效率快等优点,从而可以保证加工后型腔的尺寸精度在10μm以内,形状精度(平行度)在15μm以内,以及表面质量控制在1.6μm以下。

图3 上下异形锥形型腔加工工艺图Fig.3 Process diagram of abnormity conical cavity machining
2.3电火花加工(EDM)工艺
电火花加工作为燃气阀的特殊型腔的最终加工工序,其主要目的是用于加工线切割无法到达的诸如盲孔、平面等的加工,其实现方法是通过采用成型电极沿简单运动轨迹来加工。在上下异形面型腔和阶梯异型孔的电火花加工(如图1)中,根据型腔的结构特征和考虑到慢走丝线切割加工后的实际结果,其留下的余量还存在分布不均的现象,为保证特殊型腔的最终尺寸和型面要求,电火花加工采用多电极成型加工方式。
多电极加工原理示意图如图4所示,加工顺序为粗加工—半精加工—精加工[14]。电火花粗加工的目的是利用粗加工电极较快速地去除大部分余量,使留下的余量分布均匀,并且为后续工序提供预通道,从而改善后续电火花加工工序的冲液和排屑效果,以便于特殊型腔的最终精确成形;半精加工主要任务是在粗加工基础上获得型腔的基本形状和尺寸要求,为后续精加工提供微小的均匀的余量,减少精加工工序中电极损耗,从而能提高精加工工序的加工精度;精加工主要目的是获得型腔最终尺寸、形状和表面质量要求。
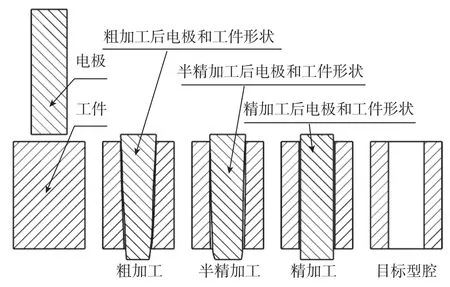
图4 多电极加工示意Fig.4 Multi electrode processing illustration
3 线切割及电火花(WEDM+EDM)组合放电加工方案试验验证
为了验证线切割及电火花(WEDM+EDM)组合放电加工方案,本节结合某型号固体发动机燃气阀的上阀体的加工试验,完成燃气阀特殊型腔的加工。加工试验是在牧业公司的U32j型慢走丝线切割机床和北京电加工所的C40型电火花成型机床上进行的。
慢走丝线切割加工时,利用UG软件建立3D模型后,在软件的wire_edm加工环境,创建加工工序(割一修二),生成数控代码程序。为了保证工艺试验的尺寸精度,实验选择三轴线切割专用夹具夹持工件。三轴线切割专用夹具主体可实现上下、左右、前后(X轴、Y轴、Z轴)的水平调节,通过调节夹具和使用慢走丝线切割机床的角度偏移功能,可以实现工件坐标与机床坐标的XYZ三轴方向上误差控制在5μm以内。
慢走丝线切割加工的放电参数是在大量前期实验基础上优化获得的,表1为通槽和通孔的放电参数,表2为上下异形型腔放电参数。通过采取如下所述放电参数,慢走丝线切割加工钼钛锆材料燃气阀的特殊型腔的加工效率可达45mm2/min。

表1 通槽和通孔的放电参数Table 1 The discharge parameters of slot and hole

表2 上下异形型腔的放电参数Table 2 The discharge parameters of machining abnormity conical cavity
电火花加工工艺时选用石墨作为工具电极材料,电极与脉冲电源负极连接,工件与脉冲电源正极连接。由于多电极电火花加工需要制备多个电极,而且对电极本身的加工精度要求很高,因此实验所用成型电极都通过Makino公司型号为U32j的慢走丝线切割机床加工,可以控制电极的尺寸精度在±2μm以内,并且在成型电极的制备和电火花加工工艺过程中使用配套的system 3R夹具,重复定位精度可以控制在±2μm以内,因此避免了更换电极带来的重复定位误差。
电火花加工工艺选择的放电参数都是基于大量前期试验所获得,其中粗加工、半精加工和精加工参数下的电火花加工单边放电间隙分别为40μm、35μm和30μm,在此基础上设计电极尺寸,粗加工、半精加工和精加工电极尺寸单边分别比通槽的尺寸单边小100μm、50μm和30μm,这样可以确保精加工后型腔尺寸满足设计要求,表3为电火花加工加工下部P°锥形型腔的放电参数,表4为电火花加工直径为dmm盲孔的放电参数。

表3 电火花加工加工下部P°锥形型腔的放电参数Table 3 The discharge parameters of the bottom of the cone cavity

表4 火花加工直径为dmm盲孔的电放电参数Table 4 The discharge parameters of machining blind hole
通过采用线切割及电火花(WEDM+EDM)组合放电加工方法,成功完成了某型号固体火箭发动机燃气阀门上阀体特殊型腔的加工。通过测量可知,慢走丝线切割工艺加工的型腔的尺寸精度控制在±5μm以内,形状精度控制在10μm以内,以及表面粗糙度Ra在1.6μm以下;电火花加工工艺加工出的型腔的尺寸精度控制在±10μm以内,形状精度控制在±20μm以内,以及表面粗糙度Ra在1.6μm以下。在粗加工工序中,慢走丝线切割的加工效率可达45mm2/min,电火花加工效率可达1.6mm3/min。图5为采用组合放电加工完成后的燃气阀上阀体图。

图5 燃气阀上阀体Fig.5 The upper portion of the gas valve body
4 结论
为了解决固体发动机燃气阀门特殊型腔的加工中存在的一系列问题,本文提出了线切割及电火花(WEDM+EDM)组合放电加工方法。首先,通过与传统切屑加工和单一电火花加工进行对比,阐述了组合放电加工方法的优势;其次,针对线切割加工工艺和电火花加工工艺本身的特点,以及燃气阀中特殊型腔的结构特征,给出了组合放电加工的具体工艺方案和流程;然后,通过结合某型号固体发动机燃气阀的加工试验,完成了固体发动机燃气阀门上阀体的特殊型腔的加工,并且给出了相应的放电参数;最后,通过测量组合放电加工方法加工的特殊型腔可知:1)慢走丝线切割工艺加工的型腔的尺寸精度控制在±5μm以内,形状精度控制在10μm以内,以及表面粗糙度Ra在1.6μm以下。2)电火花加工工艺加工出的型腔的尺寸精度控制在±10μm以内,形状精度控制在±20μm以内,以及表面粗糙度Ra在1.6μm以下。3)慢走丝线切割的加工效率可达45mm2/min,电火花加工效率可达1.6mm3/min。
[1] 闫联生,李贺军,崔红,等.固体冲压发动机燃气阀用C/SiC复合材料研究[J].固体火箭技术,2006,29(2):135-138. YAN Lian-sheng,LI He-jun,CUI Hong,et al.Study on the C/SiC composites for hot gas valve of solid propellant ramjet[J].Journal of Solid Rocket Technology,2006,29 (2):135-138.
[2] 李哲,魏志军,张平.高温燃气阀在导弹上的应用[A].中国宇航学会固体火箭推进第22届年会论文集(发动机分册),2005:209-212. LI Zhe,WEI Zhi-jun,ZHANG Ping.Application of hightemperature gas valve on missiles[A].Chinese Academy of Aerospace Solid Rocket Propulsion Proceedings of the 22ndAnnual Meeting(Engine Booklet),2005:209-212.
[3] 周建军.固体冲压发动机燃气流量调节技术[A].中国宇航学会火箭推进专业委员会第21届年会(发动机分册),2004:362-366. ZHOU Jian-jun.Solid ramjet gas flow control technology [A].Rocket Propulsion Professional Committee of China Aerospace Society of the 21stAnnual Meeting(Engine Booklet),2004:362-366.
[4] 李瑛.固体推进剂姿轨控系统高温高压燃气阀[A].中国宇航学会固体火箭推进第 22届年会论文集(发动机分册),2005:69-72. LI Ying.Solid propellant pose track control system in high temperature and high pressure gas valve[A].Chinese A-cademy of Aerospace Solid Rocket Propulsion Proceedings of the 22ndAnnual Meeting(Engine Booklet),2005:60-72.
[5] Chakraborty S P.Studies on the development of TZM alloy by aluminothermic coreduction process and formation of protective coating over the alloy by plasma spray technique [J].International Journal of Refractory Metals&Hard Materials,2011,29(5):623-630.
[6] 谭江飞,王快社,胡平,等.TZM合金高温性能研究现状[J].材料导报,2014,28(23):68-71. TAN Jiang-fei,WANG Kuai-she,HU Ping,et al.Present situation on the high temperature property of TZM alloy [J].Journal of Material Review,2014,28(23):68-71.
[7] 廖书龙.钼合金切削工艺[J].航天制造技术,1991(1):4-9. LIAO Shu-long.Molybdenum alloy cutting process[J]. Aerospace Manufacturing Technology,1991(1):4-9.
[8] 吴新光,杜晓斌.TZM合金及其特性[J].中国钼业,2006,29(5):30-31. WU Xin-guang,DU Xiao-bin.TZM alloys and their properties[J].Journal of China Molybdenum Industry,2006, 29(5):30-31.
[9] Torres A,Luis C J,Puertas I.Analysis of the influence of EDM parameters on surface finish,material removal rate,and electrode wear of an INCONEL 600 alloy[J].International Journal of Advanced Manufacturing Technology,2015,80(1-4):23-140..
[10] 郭紫贵,云乃彰,张磊.带冠整体叶轮组合电加工关键工艺的研究[J].机械科学与技术,2003(z1):162-164. GUO Zi-gui,YUN Nai-zhang,ZHANG Lei.On the key technique of combined electrical machining of integral impeller with a ring[J].Mechanical Science Technology,2003(z1):162-164.
[11] 李峥,向红军,张小英.复合推进剂固体火箭发动机喷流流场数值模拟[J].固体火箭技术,2014,37(1):37-42. LI Zheng,XIANG Hong-jun,ZHANG Xiao-ying.Numerical simulation of composite solid propellant rocket motor exhaust plume[J].Journal of Solid Rocket Technology,2014,37(1):37-42.
[12] 陈晓龙,何国强,刘佩进,杨向明.固体火箭发动机燃烧不稳定的影响因素分析和最新研究进展[J].固体火箭技术,2009,32(6):600-605+610. CHEN Xiao-long,HE Guo-qiang,LIU Pei-jin,YANG Xiang-ming.Analysis of influencing factors of combustion instability in SRM and current progress[J].Journal of Solid Rocket Technology,2009,32(6):600-605+610.
[13] 张磊,阮文俊,王浩,王健.固体火箭发动机燃气射流流场和声场数值计算[J].固体火箭技术,2015,38 (2):198-202. ZHANG Lei,RUAN Wen-jun,WANG Hao,WANG Jian.Numerical calculation of gas jet flow and acoustics fields for solid rocket motor[J].Journal of Solid Rocket Technology,2015,38(2):198-202.
[14] 沈洪.电火花成形机的多电极加工工艺[J].电加工,1999(4):28-30. SHEN Hong.Mult-electrode EDM processing technology [J].Electric Processing,1999(4):28-30.
Research on Special Cavity Using a Combination of Method of WEDM and EDM
SUN Chang-hong1,ZHU Ying-mou2,WANG Jia-xing1,NIU Lu1,GU Lin2
(1.Shanghai Space Propulsion Technology Research Institute,Shanghai 201109;2.State Key Laboratory of Mechanical System and Vibration,Shanghai Jiaotong University,Shanghai 200240)
Titanium-Zirconium-Molybdenum alloy has lots of advantages.It can resistance to high-temperature,resistance to high-speed gas erosion,etc.So it is widely used as aerospace engine control module structural materials,but how to machine it in a efficiently way is a problem.In this paper,a combination of processing methods(WEDM+EDM)was mentioned to machine special cavity of solid rocket motor gas valve in TZM material.Compared with traditional machining method,the combination of processing methods has a high precision,good surface quality and process ability complex cavity capacity,and compared to a single EDM,it has high process efficiency,the electrode loss is also small.By processing of unknown type solid engine test gas valve,using a combination of the gas process is completed shaped bottom surface of the valve body cavity,high efficiency and precision machining stepped hole,narrow slots and blind holes and other special shaped cavity.
Titanium-Zirconium-Molybdenum(TZM)alloy;solid rocket motor;gas valve;WEDM+EDM;combined process
TG661
A
1674-5558(2016)04-01150
10.3969/j.issn.1674-5558.2016.04.013
2015-07-03
上海市科委优秀技术带头人计划(编号:BXD1423700)
孙长宏,女,硕士,高级工程师,研究方向为固体姿轨控发动机总体技术及高温燃气阀门技术。
