激光-电弧复合焊接中激光脉冲对电弧正-负半波作用★
2016-09-21赵建智陈明华赵作福辛立军辽宁工业大学材料科学与工程学院辽宁锦州121001
赵建智,陈明华,赵作福,辛立军(辽宁工业大学 材料科学与工程学院,辽宁 锦州121001)
激光-电弧复合焊接中激光脉冲对电弧正-负半波作用★
赵建智,陈明华,赵作福,辛立军
(辽宁工业大学 材料科学与工程学院,辽宁 锦州121001)
本论文研究了激光-电弧复合热源焊接镁合金过程中激光脉冲作用于交流电弧放电的正、负半波时激光与电弧的耦合作用。本文采用直接观察焊缝表面状态、高速摄像和光谱分析相结合的方式,研究了激光脉冲分别作用于电弧正、负半波时焊缝的成型特点、熔化深度、等离子体行为以及光辐射特性。结果表明,激光脉冲作用于电弧放电正、负半波时,均能实现连续焊接,电弧体积均发生膨胀。相比于激光脉冲作用于电弧放电负半波,激光脉冲作用于正半波时的焊缝成型较好,电弧等离子体中镁原子辐射强度的增加程度较大,但焊接熔深较小。通过分析,发现激光脉冲作用于电弧放电负半波可以固定电弧在板材的放电位置,提高电弧的能量密度。
焊接技术与工程; 激光-电弧复合焊接;激光脉冲;电弧放电波形
0 引言
激光-电弧热源作为一种新型复合焊接热源具有焊接效率高、焊接质量好以及能源消耗低的特性,因此成为国内外焊接领域研究的热点[1-3]。近年来,研究者围绕激光-电弧复合热源焊接技术开展了大量的研究工作。然而,目前较多的工作集中在焊接装置设计和焊接工艺开发方面,而对于焊接热源的物理状态和物理机制的研究相对较少[4,5]。从已有的研究结果来看,激光和电弧在焊接过程中的耦合效应已经得到了广泛的认同。耦合效应认为:电弧对材料的预热效应可以大幅提升激光的吸收率;激光等离子体对电弧的吸引和压缩作用既稳定了电弧的放电过程,又提高了电弧的能量密度。这些相互增强作用提高了复合热源整体的热穿透能力和焊接稳定性[6-8]。
然而,不同类型的电弧等离子体其放电特性不尽相同,在焊接过程中其与激光之间的相互作用的差异较大[9]。如激光-TIG电弧复合热源和激光-MAG电弧复合热源是较为常见的两种复合焊接热源[10],而TIG电弧和MAG电弧在焊接时放电极性完全相反[11],同时在电弧成分、温度和质量传递等方面差异巨大,而已有机制难以对此进行分析。这一结果导致不同类型的电弧与激光复合构建的复合热源在进行焊接时的指导机制不清楚、无法统一,甚至出现混乱。解决此问题的有效、可靠方法是对不同类型的复合热源的物理机制分别进行研究,并提取相关物理过程和物理机制的共性特征,进而得到适用于不同类型激光-电弧复合热源的通用型物理机制。
本论文主要针对激光-交流TIG电弧复合热源焊接过程中物理过程和物理机制进行研究,通过考察激光作用时电弧的形态特征、光辐射特性、焊缝表面成型以及焊缝熔化深度,以及着重分析激光作用于交流电弧正、负半波期间与电弧相互作用的物理过程。在本研究中,交流电弧的负半波与MIG/MAG电弧的放电特性相同,因此本研究结果也可以为激光-MIG/MAG电弧复合热源焊接的相关物理机制研究提供现象参考。
1 实验材料与方法
如图1所示,本研究采用脉冲式Nd∶YAG激光与交流TIG电弧复合,构建脉冲式激光-TIG电弧复合热源。复合方式为旁轴复合,且在焊接方向上电弧在前、激光在后。激光束垂直照射板材,电弧焊枪与板材表面呈45°角。激光束轴线与钨极间断的水平距离定义为激光-电弧间距,且实验中可调。采用激光脉冲-交流电弧波形匹配控制系统,实现激光脉冲作用于交流电弧放电的不同阶段的控制。交流电弧放电的周期为76ms,放电波形如图2所示。实验材料为6mm厚AZ31B镁合金板,采用平板堆焊的焊接方式,焊接速度为600mm/ min。焊接过程中采用高速摄像机对复合热源等离子体动态行为进行观察,采集方向垂直于焊接方向以获得焊接等离子体的侧面图像。高速摄像机的采集速度为2000帧/秒,曝光时间0.5ms。采用光谱分析仪对等离子体中镁原子的光辐射强度进行采集和分析,采用的分光光栅为300 groove/ mm。焊后,观察焊缝的表面形貌,并对焊缝进行切割取样,经过抛光、腐蚀(HCl浓度为5%的酒精溶液),观察焊缝的横截面状态,以确定热源的熔化深度。实验所用的主要参数见表1。

图1 实验装置示意图Fig.1 Skech of experimental device

图2 交流电弧放电波形Fig.2 Discharge waveform of the alternating current electric arc

表1 主要实验参数Tab.1 Main parameters used in experiments
2 实验结果
2.1 焊缝特征
2.1.1 焊缝表面粉末
控制激光脉冲作用于交流电弧的波形的不同位置,并进行焊接。焊接结束后不清理试板,直接对焊后焊接试板的表面状态进行观察,结果如图3所示。从图中可以看出,焊后的焊缝表面有一层粉末覆盖,但是激光作用于交流电弧的正、负半波时,表面覆盖粉末的状态不同。激光作用于电弧正半波时,焊后焊缝表面粉末呈黑色,且粉末覆盖致密;激光作用于电弧负半波时,焊缝表面颜色略浅,呈灰色。X-射线衍射分析结果表明粉末为纳米级氧化镁和纯镁颗粒。
2.1.2 焊缝形貌

图3 焊后焊缝表面粉末状态(a)激光脉冲作用于正半波;(b)激光脉冲作用于负半波Fig.3 State of the powder on the weld seam surface(a) laser pulse acting at the positive half waveform; (b) laserpulse acting at the negative half waveform
采用钢丝刷将焊接过后的焊缝表面粉末进行清理,对比观察激光脉冲作用于电弧正、负半波时焊缝表面形貌,结果如图4所示。从图中可以看出,在同样的焊接参数下,激光脉冲作用于电弧正半波时,焊缝表面存在均匀细致的鱼鳞纹;而激光脉冲作用于电弧放电负半波时,焊缝表面纹路不规则,表面起伏较大,且略显粗糙。
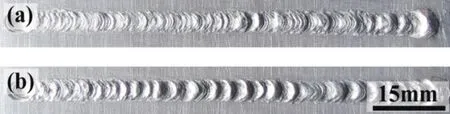
图4 焊缝表面成型,参数:电弧电流120A,激光-电弧间距2mm(a)激光脉冲作用于正半波;(b)激光脉冲作用于负半波Fig.4 Weld seam formation.Parameters: arc current 120A, laser-arc distance 2mm(a) laser pulse acting at the positive half waveform; (b) laser pulse acting at the negative half waveform
2.1.3 焊接熔深
本研究对不同焊接参数下,激光脉冲作用于电弧放电波形正、负半波时的熔化深度进行采集,结果如图5所示。由图中可以看出,激光脉冲作用于电弧正、负半波时的焊缝熔深略有不同。激光脉冲作用于电弧放电负半波时的熔化深度略大于正半波。从结果可以看出,相对于激光脉冲作用于电弧放电波形的位置,激光束与电弧在空间上的相对位置对焊接熔化深度的影响更大。

图5 激光-电弧复合热源焊缝熔深Fig.5 Laser-arc welding penetration depth
2.2 电弧形态
采用高速摄像机对焊接过程激光脉冲与电弧不同匹配条件下的复合电弧形态进行观察,期间采用中心波长为518nm的窄带滤光片,观察到的为电弧中镁原子的发光状态,结果如图6所示。从图6中可以看出,激光脉冲作用于电弧放电波形不同位置时,电弧形态均发生变化。激光脉冲作用于电弧放电正半波期间,电弧体积发生膨胀,但电弧外形轮廓较规则。激光脉冲作用于电弧放电负半波时,电弧体积剧烈膨胀,形状不规则。同时,在实验中还发现,激光脉冲对放电电流较小的电弧形状影响较大,这可能与电弧弧柱区宽度以及电弧自身的挺度有关。当电弧电流较大时,电弧弧柱直径较大,同时电弧自身挺度也较大。激光脉冲穿过电弧等离子体作用于材料上以后形成的高速等离子体蒸汽对电弧的冲击作用相对较弱。

图6 激光脉冲作用时的电弧形态Fig.6 Arc behaviours during laser pulse action
2.3 光谱特征
采用直读电弧光谱分析仪对激光-TIG电弧复合焊接过程中激光脉冲作用时电弧等离子体的光辐射进行分析。光谱采集位置为电弧轴线上钨极附近区域。首先对激光作用于电弧正、负半波时复合等离子体光谱进行采集,实验结果如图8所示,从图中可以看出,激光作用于电弧正负半波时在200~1000nm波长范围内光辐射谱线位置基本相同,表明两种焊接过程的电弧等离子体中粒子的种类区别不大,均主要由氩原子、氩离子、镁原子和镁离子组成。

图7 激光-电弧复合焊接镁合金过程中电弧等离子体光谱Fig.7 Spectrum of the arc plasma during laser-arc hybrid welding

图8 激光脉冲作用时Mg原子谱线的变化Fig.8 Variation of the Mg atom spectral line during laser pulse action
激光脉冲作用于材料上时,板材元素(以镁元素为主)迅速熔化、蒸发,并进入到电弧等离子体中。镁元素在电弧中的含量会以镁原子辐射谱线的强度定性反映出来。因此,考察电弧中镁原子谱线518.362nm的辐射强度可以定性说明激光对电弧放电状态的影响程度。在实验中,采用等同有效值的直流正、反接来分别近似电弧放电正、负半波的情形,且只考察激光脉冲作用后谱线强度的变化值,结果为5组重复实验结果的平均值。实验中发现,激光脉冲作用于后电弧放电正、负半波时镁原子谱线强度均增加,但增加的程度不同,如图8所示。激光脉冲作用于电弧正半波时谱线强度增加程度高于作用于负半波时。该结果表明,激光脉冲作用于电弧放电正半波时有大量的镁原子进入到电弧中,电弧中镁原子浓度大幅提升,而激光脉冲作用于负半波时电弧中镁原子浓度变化不大。
3 分析与讨论
在焊接过程中,激光束穿过电弧等离子体放电空间的过程中激光与电弧之间的相互作用极其微弱,二者的相互作用主要发生在激光束作用于材料上之后的过程。激光束对材料的剧烈加热使得材料瞬间被熔化、蒸发、电离,形成的激光等离子体蒸汽高速冲入电弧等离子体的放电空间。而两种等离子体之间的相互作用是激光与电弧相互作用的本质。
由于电弧放电极性和放电强度的周期性改变,电弧放电空间的电学特性完全不同。当电弧放电处于正半波时,钨极作为等离子体的阴极发射电子,而板材作为阳极接收电弧弧柱中的电子。此时,从板材向上方冲入电弧放电空间的激光等离子体中的电子立刻收到电场力的减速作用,并向板材运动。相反,激光等离子体中的正离子在电弧放电空间向钨极移动。电弧等离子体中能量的载体主要是电子。激光等离子体中的电子在离开板材表面很小的距离内就减速至零并被重新加速向板材运动。因此其从电场中获得的能量较少,返回板材时携带的能量也较少。在电弧放电负半波时,电弧电场方向的改变导致粒子的反向运动。激光等离子体中的电子在电场的加速作用下向钨极运动,期间获得的能量通过碰撞最终传递给钨极。从这个角度来看,激光脉冲作用于电弧正、负半波时粒子对材料的能量输入差异不大。但是,在激光脉冲作用于电弧放电负半波期间,板材作为发射电子的阴极。激光作用点高密度的电子群将成为电弧放电的电子发射源,因此电弧放电的位置集中于板材上的激光作用点,此处具有极大的电流密度。而激光作用于电弧放电正半波时,这种对电弧放电点的固定和放电电流的汇聚作用较弱。因此,在实验中我们发现激光脉冲作用于电弧放电负半波时焊缝的熔化深度略大于正半波。
在激光脉冲作用于电弧正半波期间,激光等离子体中的正离子(以镁离子为主)在电场作用下大量进入到电弧中,因此电弧等离子体中的镁元素含量急剧增加,表现为光谱中Mg原子的辐射强度大幅提高。同时,从电弧中扩散出去的镁原子数量增加,导致焊后焊缝周围存在大量的呈部分团聚状态的纳米镁粉。而当激光脉冲作用于电弧负半波时,电场的作用导致镁离子向电弧空间扩散的难度较大,因此,镁原子辐射强度较低,焊后焊缝周围的镁粉末较少。
4 结论
本论文研究了在激光-电弧复合焊接镁合金过程中,激光脉冲作用于交流电弧放电正、负半波时焊接特性的差异,并分析了其机制。通过本论文的研究,得到如下结论:
1)与激光脉冲作用于电弧放电的正半波相比,激光脉冲作用于交流电弧放电的负半波时,复合热源对焊缝的熔化深度较大,焊缝附近的黑色镁粉末较少,电弧等离子体体积剧烈膨胀,且电弧中镁原子的光谱辐射强度较小。
2)激光脉冲作用于电弧放电正、负半波时的差异主要来自电弧等离子体电场对激光等离子体作用的差异。激光脉冲作用于电弧正、负半波时,激光等离子体中带电粒子对材料的熔化贡献均不大。但是,激光脉冲作用于电弧放电负半波时,激光等离子体的存在可以提高电弧等离子体的能量密度,有利于提高热源的热穿透能力。
[1] 闫彬,卫英慧,马丽莉.TWIP钢激光和TIG焊接接头的组织和性能[J].机械工程材料,2013,37(2): 78-81.YAN Bin,WEI Yinghui,MA Lili.Microstructure and Properties of Welded Joints of TWIP Steel by Laser and TIG[J].Materials for Mechanical Engineering,2013,37(2): 78-81.
[2] 郭东东,刘金合.激光-GMAW复合热源焊接的研究现状[J].热加工工艺,2011,40(3):147-150.GUO Dongdong,LIU Jinhe.Present Research Situation of Laser-GMAW Hybrid Welding[J].Hot Working Technology,2011,40(3):147-150.
[3] 李陈宾,刘黎明.激光-电弧复合热源焊接钛合金薄板T形结构件[J].焊接学报,2012,33(1): 29-32.LI Chenbin,LIU Liming.Laser-arc hybrid welding of T-type structure of titanium sheet[J].Transactions of the China Welding Institution,2012,33(1): 29-32.
[4] 李雪源,陈明华,祝美丽,刘黎明.电场提高激光-TIG复合焊熔深的机制[J].焊接学报,2012,33(9): 49-52.LIxueyuan,CHEN Minghua,ZHU Meili,et al.Mechanism of enhancing effect of electric field on penetration depth of laser-TIG hybrid welding[J].Transactions of the China Welding Institution,2012,33(9): 49-52.
[5] Liu L,Chen M.Interactions between laser and arc plasma during laser-arc hybrid welding of magnesium alloy[J].Optics and Lasers in Engineering,2011,49(9-10): 1224-1231.
[6] Liu L,Chen M.Effect of laser pulse on recovery delay of arc plasma based on ion migration behavior in pulsed laser-arc hybrid welding process[J].Optics and Lasers in Engineering,2013,51(2): 96-103.
[7] Liu S,Liu F,Zhang H,et al.Analysis of droplet transfer mode and forming process of weld bead in CO2laser-MAG hybrid welding process[J].Optics and Laser Technology,2012,44(4): 1019-1025.
[8] 高明,曾晓雁,严军,等.激光-电弧复合焊接的坡口间隙桥接能力[J].中国机械工程,2008,19: 2496-2500.Gao Ming,Zengxiaoyan,Yan Jun,et al.Groove Gap Bridging Ability of Laser- arc Hybrid Welding[J].Machine China,2008,19:2496-2500.
[9] Yang D,Lix,He D,et al.Study on microstructure and mechanical properties of Al-Mg-Mn-Er alloy joints welded by TIG and laser beam[J].Materials & Design,2012,40: 117-123.
[10] Li Z,Wang W,Wangx .A Study of the radiation of a Nd:YAG laser-MIG hybrid plasma[J].Optics and Laser Technology,2010,42(1):132-141.
[11] Zeng Z,Lix,Miao Y.Numerical and experiment analysis of residual stress on magnesium alloy and steel butt joint by hybrid laser-TIG welding[J].Computational Materials Science,2011,50(5): 1763-1769.
Effect of Laser Pulse on Positive/negative Waveform of Arc Discharge during Laser-arc Welding
ZHAO Jian-zhi, CHEN Ming-hua, ZHAO Zuo-fu,xin Li-jun
(Material Science and Engineering College, Liaoning University of Technology, Jinzhou, 121001, China)
Coupling effect between laser and arc plasma was studied when laser acting at the positive and negative waveform of the arc discharge during laser-arc hybrid welding of magnesium alloy.By the methods of direct observation, high speed imaging and spectral analysis, the surface status of weld seams after welding, the welding penetration depths, the plasma behaviors and the spectral characteristics of welding plasma were investigated gradually.Results show that compared with the situation of laser pulse acting at the negative waveform the arc plasma discharge, better weld seam formation can be achieved when laser pulse acts at the positive waveform of the arc discharge.At the same time, the radiation intensity of Mg atoms in arc plasma greatly increases, and however, the welding penetration depth is much weaker.After analysis, it is found that when laser pulse acting at the negative waveform the arc plasma discharge, the position of arc plasma discharge on workpiece can be restrained by the laser acting point, which improves the energy density of the welding arc.
Welding technology and engineering; Laser-arc hybrid welding; Laser pulse; Arc plasma discharge waveform
10.19335/j.cnki.2095-6649.2016.03.002
ZHAO Jian-zhi, CHEN Ming-hua, ZHAO Zuo-fu, et al.Effect of Laser Pulse on Positive/negative Waveform of Arc Discharge during Laser-arc Welding[J].The Journal of New Industrialization, 2016, 6(3)∶ 7-12.
辽宁工业大学校人才基金(23050502-234007)
赵建智(1993-),男,从事焊接技术方面研究;陈明华(1983-),男,讲师,从事激光-电弧复合热源焊接技术及机制研究;
赵作福(1978-),男,实验师,从事材料凝固技术研究;
辛立军(1982-),女,讲师,从事激光焊接及再制造技术研究
本文引用格式:赵建智,陈明华,赵作福,等.激光-电弧复合焊接中激光脉冲对电弧正-负半波作用[J].新型工业化,2016,6(3):7-12.