微小面积电火花加工钛合金TC4的表面裂纹研究
2016-09-21钟洁李军四川大学制造科学与工程学院四川成都610065
钟洁,李军(四川大学制造科学与工程学院,四川成都610065)
微小面积电火花加工钛合金TC4的表面裂纹研究
钟洁,李军
(四川大学制造科学与工程学院,四川成都610065)
应用Minitab软件对电火花热加工钛合金进行正交试验的参数设计,并对试验结果进行方差分析一确定各个参数对结果影响的显著性;同时进行信噪比分析得到各个指标的最佳参数匹配值。然后应用ImageJ软件对电子扫描显微镜(SEM)下得到的电火花加工TC4的微小孔表面进行处理分析,统计出微小孔表面的裂纹密度。该方法可以在不采用繁琐的理论公式计算的情况下计算加工表面的孔隙率,具有良好的直观性与较高的精度。
微小面积;TC4;电火花;裂纹密度
0 引言
钛合金是典型难加工金属材料,传统的机械加工不能很好的实现使用要求,而电火花加工能很好地实现对钛合金进行微小孔的加工[1]。微小面积(0.09~0.80cm2)电火花加工存在的显著问题,这是由于不稳定的电弧作用导致电火花加工后表面的退化。在扫描电镜的观察下会观察到微细的小裂纹,在航空航天领域裂纹的存在不容忽视。由于小裂纹效应,其扩展速率高于长裂纹,且在低于长裂纹门槛值的情况下小裂纹仍能扩展[2]。所以对电火花微小孔加工TC4产生的微裂纹的影响是非常有意义的。
1 实验设备
电火花加工设备采用的是倍速特BEST-450。图1所示为电火花放电加工部分。电极采用的是直径为3mm的紫铜电极,工作液使用的是火花油,采用可调电参数对TC4钛合金锻件进行小孔加工。Ti-6Al-4V可在300-350℃下使用,兼具α+β两相特征,既可作高温合金使用,也可作结构合金应用,在航天领域,如“阿波罗”飞船、“宇宙神”导弹以及“徘徊者”卫星等,得到了广泛的应用。
实验是使用直径为3mm紫铜电极对TC4合金进行小孔加工。表1为电火花加工的各个参数。

图1 电火花冲液小孔加工Fig.1 Micro-hole machining with EDM

表1 实验加工条件列表Tab.1 List of experimental processing conditions
2 实验设计及结果分析
2.1 正交实验设计
在本次实验中,采用正交试验法[3]。而影响实验结果的三因子包括A(极间电压U)、B(峰值电流I)、C(脉冲宽度Ton),这三个影响因子都是三水平的,试验次数要不少于3×(3-1)+1=7(次),所以可考虑选用L9(33)。三因子A、B、C可任意地对应于正交表L9的某三列,即A、B、C分别放在L9()正交表的第l、2、3列,然后试验按行进行,顺序不限,每一行中各因素的水平组合就是每一次的试验条件,从上到下就是这个正交试验的方案。
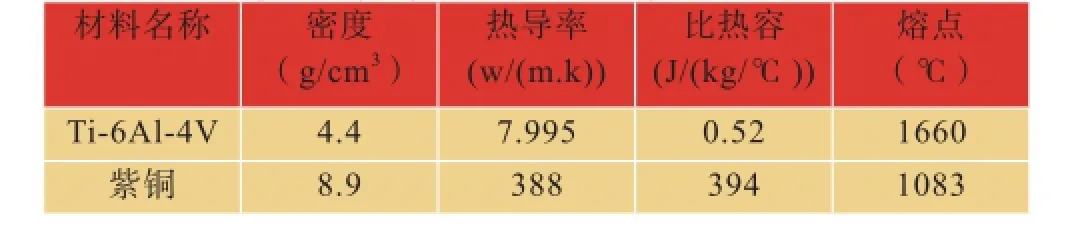
表2 工件材料及电极材料物理属性Tab.2 Physical properties of workpiece and electrode
三个3水平的因子,做全面试验需要3*3*3=27次试验,现用L9()来设计试验方案,只需要做9次实验,工作量减少了2/3,但是在一定意义上代表了27次试验。通过试验找出主要影响因素,确定最适加工的工艺参数。在实验过程中,如果实验的时间越长,则引入各种人为误差、实验平台的误差干扰会越大。在本次实验由于采用了正交实验,缩短了试验周期,在一定程度上避免了误差引入,从而可以提高试验精度。为了避免实验过程中引入的随机误差对实验造成影响,使实验具有可重复性及可靠性,实验重复做3次,结果取三次实验结果的平均值。
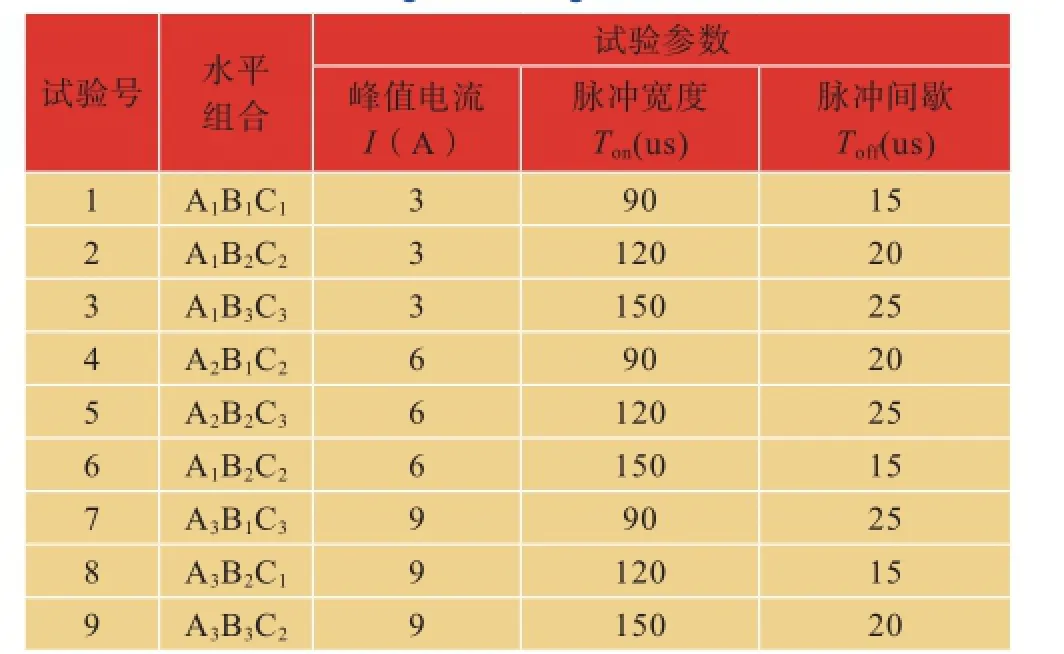
表3 电火花加工TC4的正交试验方案Tab.3 The orthogonal design of TC4 with EDM
2.2 实验结果处理及分析
田口方法定义了质量损失函数,描述产品质量特性实际值与目标值的差异,结合信噪比描述各个因素对质量的影响显著性。实验结果如表4所示。

表4 电火花加工TC4正交实验结果Tab.4 Results of orthogonal experiment TC4 with EDM
2.3 加工参数对电极损耗的影响
本实验的数据结果使用Minitab数据分析软件进行处理。在Minitab中,信噪比分析根据不同指标特性分为望大特性、望目特性及望小特性。在本次实验中关注的电极损耗和TC4表面裂纹密度采用望小特性。
根据以往研究的结论[4]得知,电极损耗受到诸多因素的影响如加工极性、单脉冲放电能量、工具电极和工件的材料特性和物理特性和电介质等,固定其余条件仅考虑电参数对电极损耗的影响,普遍得出了电极损耗与单脉冲放电能量大小存在线性关系,当单位脉冲放电能量增加时会导致电极损耗的加剧,即峰值电流或脉宽增加导致单脉冲能量增大会引起电极损耗的加剧。结合图2中的均值图与信噪比图可以得出,峰值电流和脉冲间隙是影响电极损耗的主要因素。由图2(b)中的电极损耗均值主效应图中可以看出,峰值电流的斜率变化最大,对电极损耗的影响是最大的;由图2(a)中的电极损耗信噪比主效应中可知当电流为3A时电极损耗的信噪比最大,所以要使电极损耗达到最小,电流应为3A。其次对电极损耗影响的是脉冲间隙,最后是脉冲宽度。

图2 (a) 电极损耗均值主效应图Fig.2(a)Mean main effect of electrode wear ratio

图2 (b) 电极损耗信噪比主效应图Fig.2(b)Main effect of S/N ratio of electrode wear ratio
2.4 加工参数对TC4表面裂纹密度的影响
钛合金由于导热性能差,塑性差等自身特点的原因,会造成在加工表面瞬间高温的情况下,热量无法迅速传导,导致表面出现微细裂纹[5]。在航天领域许多精密件由钛合金加工而成,尤其在微小钛合金零件的加工中。因此,合理的选择电规准的选择有效预防和减少微裂纹是非常有必要的[6]。图3(a)(b)(c)为在不同电参数加工条件下TC4表面产生的微裂纹的扫描电子显微镜下的微观图,图3(d)是采用ImageJ软件处理统计TC4表面裂纹的结果图。
在微小面积钛合金加工中,当采用短脉冲时而其他条件固定,由于温度梯度大导致的脆性破坏影响巨大,并且在采用短脉冲时热应力脆性破坏的作用高于热能作用。实验证明在兼顾加工速度的同时选择大脉宽和大电流的方法是可行的,可以减少裂纹的产生。
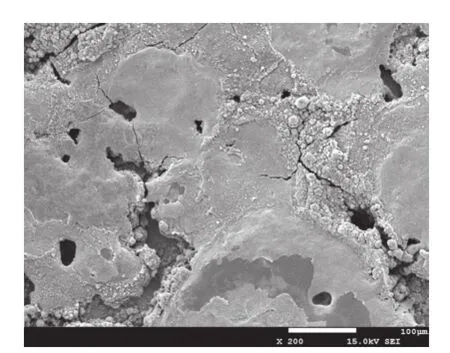
图3 (a) 3A电流加工TC4的SEM图Fig.3(a)The SEMdiagram of TC4 micro-hole using 3A current

图3 (b) 6A电流加工TC4的SEM图Fig.3(b) The SEMdiagram of TC4 micro-hole using 6A current

图3 (c) 9A电流加工TC4的SEM图Fig.3(c)The SEMdiagram of TC4 micro-hole using 6A current

图3 (d) 电流对裂纹密度的影响Fig.3(d)Effect of current on crack density
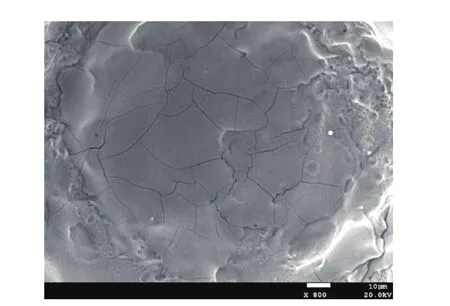
图4 (a) 200um电极加工TC4表面裂纹Fig.4(a) Surface crack of the hole on TC4 using200um electrode
2.5 不同电极尺寸对TC4表面裂纹密度的影响
采用不同尺寸的紫铜电极在微小面积钛合金电火花加工中,由于电极尺寸的不同,放电能量分布不同,将会对加工表面产生不同的影响。在固定电火花加工条件下,讨论二者之间的差异。图4是分别利用200um的紫铜电极和3mm紫铜电极在微小面积下电火花加工钛合金表面后的扫描电子显微镜图像,电加工参数峰值电流为6A,脉宽为30us,脉间为120us,加工深度均为0.1mm。
由图4可知,在相同的电参数加工下,200um紫铜电极加工TC4时,表面产生分布密集且较细的裂纹,熔融颗粒物较小;而采用3mm的紫铜电极加工时,表面产生深且宽的裂纹,裂纹的分布相对较少,表面堆积较大的熔融颗粒,出现表层剥落现象。

图4 (b) 3mm电极加工TC4表面裂纹Fig.4(b) Surface crack of the hole on TC4 using300um electrode
3 结论
1)实验通过正交试验,研究了微小面积钛合金电火花在采用不同电参数加工TC4的电极损耗以及TC4表面裂纹密度的影响,讨论了各种表面裂纹的形成原因,建立起了电规准与裂纹密度之间的关系。通过合理优化电规准组合可以获得具有较好表面质量的工件,为精加工微小面积钛合金工件的工艺参数选择提供指导。
2)通过试验说明表面裂纹与电规准、电极尺寸有关,二者之间的优化选择从理论上可以达到抑制表面裂纹的效果。
[1] 张英明,韩明臣,倪沛彤,潘志强,朱梅生.航空、航天用钛合金的发展与应用[A].第三届空间材料及其应用技术学术交流会论文集>[C].中国空间技术研究院、教育部科学技术司、真空低温技术与物理重点实验室、中国空间技术研究院原材料保证中心分部:2011:7.Y M Zhang,M CHan,Z Q Pan,M S Zhu.The development and application of titanium alloy for Aerospace[A].The third space materials and Application Technology Symposium[C].The China Space Research Institute,Ministry of education of science and technology division,Low temperature vacuum technology and Physics Laboratory,China Research Institute of space technology raw materials guarantee center branch: 2011:7.
[2] 吴学仁,刘建中.基于小裂纹理论的航空材料疲劳全寿命预测[J].航空学报,2006,02:219-226.X R Wu,J ZLiu.Prediction offatigue life of aviation material based onsmall crack theory[J].ActaAeronauticaEt AstronauticaSinica,2006,02:219-226.
[3] 吴彬,张登清,张斌.基于正交试验法的TC4钛合金铣削参数优化[J].机械工程师,2014,08:93-94.B Wu,D Q Zhang,B Zhang.Parameter optimization of TC4 titanium alloy milling based on orthogonal test method[J].Mechanical Engineer,2014,08:93-94.
[4] 王静涛,许晓革,孟祥花.基于信噪比和高频IMF的改进EEMD算法[J].新型工业化,2014,1(8):29-35.J T Wang,X Gxu,X H Meng.A modified ensemble mode decomposition based on the signal-to-noise ratio and winning number of IMFs[J].The Journal of New Industrialization,2014,1(8): 29-35.
[5] Torres,A.,C.J.Luis,I.Puertas,Analysis of the influence of EDM parameters on surface finish,material removal rate,and electrode wear of an INCONEL 600 alloy.The International Journal of Advanced Manufacturing Technology,2015.80(1-4): 123-140.
[6] Kiyak,M.,B.E.Aldemir,E.Altan,Effects of discharge energy density on wear rate and surface roughness in EDM.The International Journal of Advanced Manufacturing Technology,2015.79(1-4): 513-518.
[7] 刘畅,李军.电火花微小孔加工速度的预测[J].机械设计与制造,2013,11:251-252+255.CLiu,JLi.The Prediction for the Processing Speed of EDM Machining Micro-Hole[J].Machinery design and manufacture,2013,11:251-252+255.
[8] Wang,X.,et al.,Research on the influence of dielectric characteristics on the EDM of titanium alloy.The International Journal of Advanced Manufacturing Technology,2014.72(5-8): 979-987.
[9] Zhang,Y.,et al.,Investigation on the influence of the dielectrics on the material removal characteristics of EDM.Journal of Materials Processing Technology,2014.214(5): 1052-1061.
[10] 李喜朋,徐春广,刘钊,等.基于阵列声表面波的裂纹检测成像[J].新型工业化,2013,3(8):16-24.X P Li,C Gxu,Z Liu,et al.Array imaging technology of crack detection based on SAW[J].The Journal of New Industrialization,2013,3(8):16-24.
Study on Micro and Small Hole of TC4 by Electrical Discharge Machining
ZHONG Jie, LI Jun
(School of Manufacturing Science and Engineering, Sichuan University, Chengdu 610065, China)
Use the Minitab software to design parameters of TC4 titanium alloy by electrical discharge machining using orthogonal experiment, and then the results are analyzed by ANOVA to determine the influence of various parameters on the results of significance; at the same time match the best parameters indicators using signal to noise analysis.Then apply Image J software to process and analysis the tiny hole surface of TC4 machined by EDM which are from the scanning electron microscope (SEM).Then count the crack density on the tiny hole's surface.This method not only overcomes the triviality and limitations of theoretical calculating by formula the porosity on the surface, but also with good Intuition and high precision.
Micro and small hole;TC4;Electrical discharge machining;Crack density
10.19335/j.cnki.2095-6649.2016.03.004
ZHONG Jie, LI Jun.Study on Micro and Small Hole of TC4 by Electrical Discharge Machining[J].The Journal of New Industrialization, 2016, 6(3)∶ 18-22.
高校博士点基金资助项目(20110181110084)
钟洁(1989-),女,硕士,四川大学制造科学与工程学院,主要研究方向:精密机械与仪器;李军(1985-),男,博士,四川大学制造科学与工程学院,主要研究方向:机电技术
本文引用格式:钟洁,李军.微小面积电火花加工钛合金TC4的表面裂纹研究[J].新型工业化,2016,6(3):18-22.
