制粒颗粒对容积式自动冷压的影响研究
2016-09-16李运海谢志刚
李运海,谢志刚
(1.桂林特邦新材料有限公司,广西 桂林 541004;2.中国有色桂林矿产地质研究院有限公司,广西 桂林 541004)
制粒颗粒对容积式自动冷压的影响研究
李运海1,2,谢志刚2
(1.桂林特邦新材料有限公司,广西 桂林 541004;2.中国有色桂林矿产地质研究院有限公司,广西 桂林 541004)
介绍了刮筛-滚圆式和喷雾-高速搅拌式两种造粒机的制粒原理和特点。测量了两种制粒颗粒的实用球形度Ψw,刮筛-滚圆制粒料为0.821,喷雾-高速搅拌制粒料为0.902。对比了三种粒度范围的制粒料的容积自动冷压,结果60~100目的制粒料冷压重量最稳定。对比了卧向冷压和竖向冷压两种方式对制粒料的影响,在卧向冷压时,两种制粒方式都能满足要求,在竖向冷压时,刮筛-滚圆式制粒料冷压坯的重量偏差大。
制粒;颗粒形状指数;容积式自动冷压;金刚石工具;压制方向
1 前言
目前中国金刚石工具生产制造技术已经得到了非常大的发展,“容积式”自动冷压方式已经在较大范围内得到应用,它替代手动称料方式,大大提高了生产效率。其中在大批量的通用型金刚石工具制造中,选用流动性和填充性较好的粉料,设备上采取刮或震动等“强制力”提高填充稳定性,“不制粒”就能较稳定地实现刀头和锯片的高效自动冷压成型,基本能满足石材市场上对工具的需求,这是中国的工具制造的一大创新。但在一些性能要求高的金刚石工具产品中,需要选择细粒度的金属粉料来获得更高的性能。而细粒度的金属粉料往往流动性和填充性差,粉料的“架桥”现象严重,如不通过“制粒”处理,用容积法自动加料,很难获得重量稳定的冷压坯。再者随着设备工艺的进步,上游粉末供应商提供金属粉料会慢慢往细粒度的方向发展,如常用的电解铁粉和电解铜粉生产,要提高产量,采用大电流密度和短的粉末采取周期是必须的,而这样生产出来的粉末颗粒必然变细。新的雾化法生产粉料设备的喷射压力都比以前大,这样的粉末产量大,制造出来的粉末也更细。而通过对粉末“制粒”,则能很好地改善粉末的流动性和填充性,满足“容积式”装料的精度要求。
研究制粒颗粒外形状特征,对满足和提高“容积式”自动冷重量精度,改善刀头的性能有重要的意义。
2 制粒工艺与设备现状
目前市场上金刚石工具制粒比较常用的两种类型设备是刮筛-滚圆式制粒机和喷雾-高速搅拌式制粒机。
一是以德国Dr.Fritsch公司的GM180为代表的刮筛-滚圆式制粒机,该类型设备是将混合好的金刚石的粉料,加入粘接剂搅拌均匀后通过挂筛装置挤出成柱状颗粒,在偏心盘滚动修圆,成形后再烘干即可(制粒如图1、图2所示)。
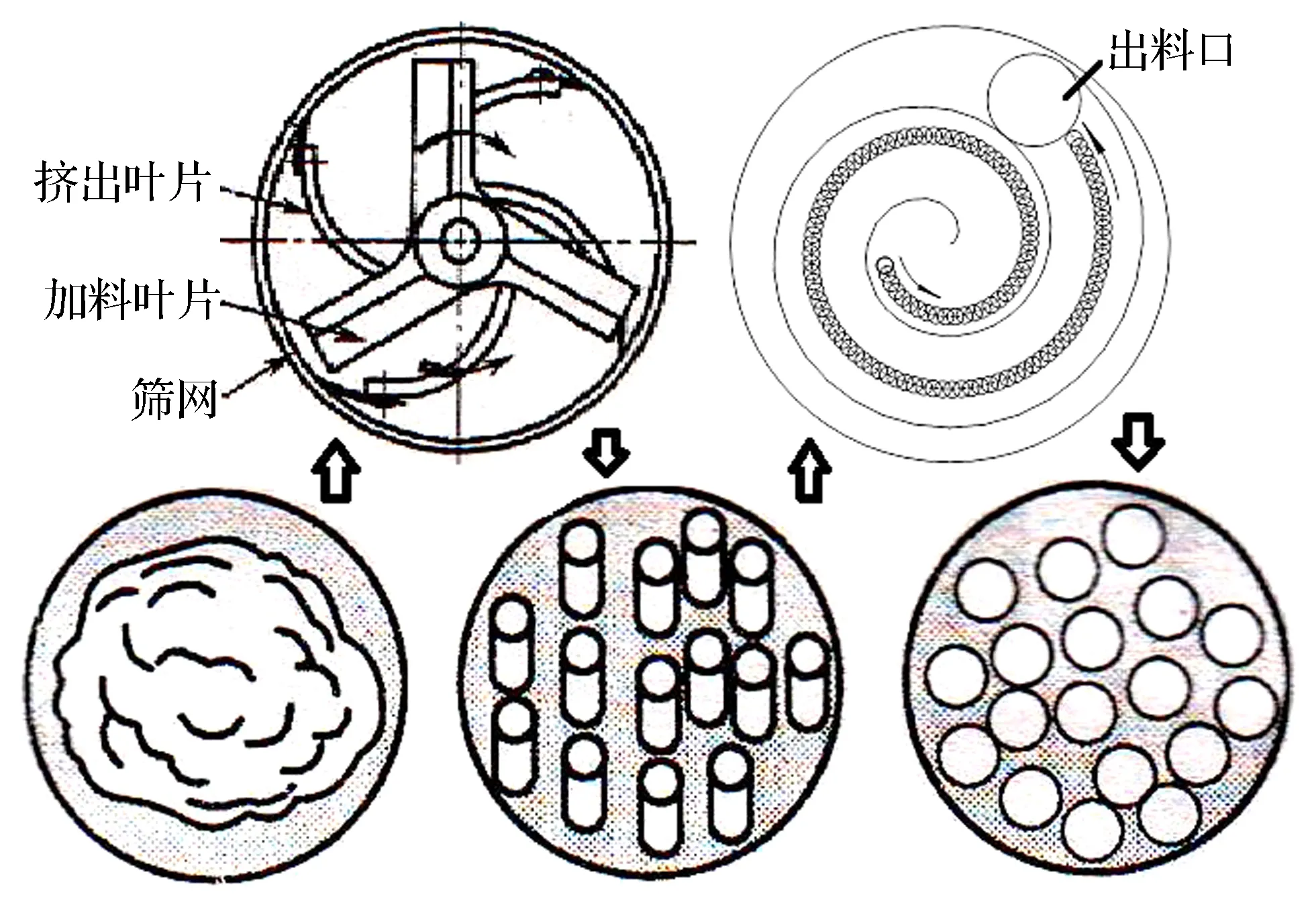
图1 刮筛-滚圆法颗粒成型过程Fig.1 Granulating process through screen scraping-spheronization method

图2 刮筛-滚圆法制粒颗粒Fig.2 Granules by screen scraping-spheronization method
二是以原韩国DIEX公司的GA-10为代表的喷雾-高速搅拌式制粒机,该类型设备是将不含金刚石的粉料和粉状粘接剂放到设备中边搅拌边喷溶剂使粉料结团成形,再烘干(如图3、图4所示)。
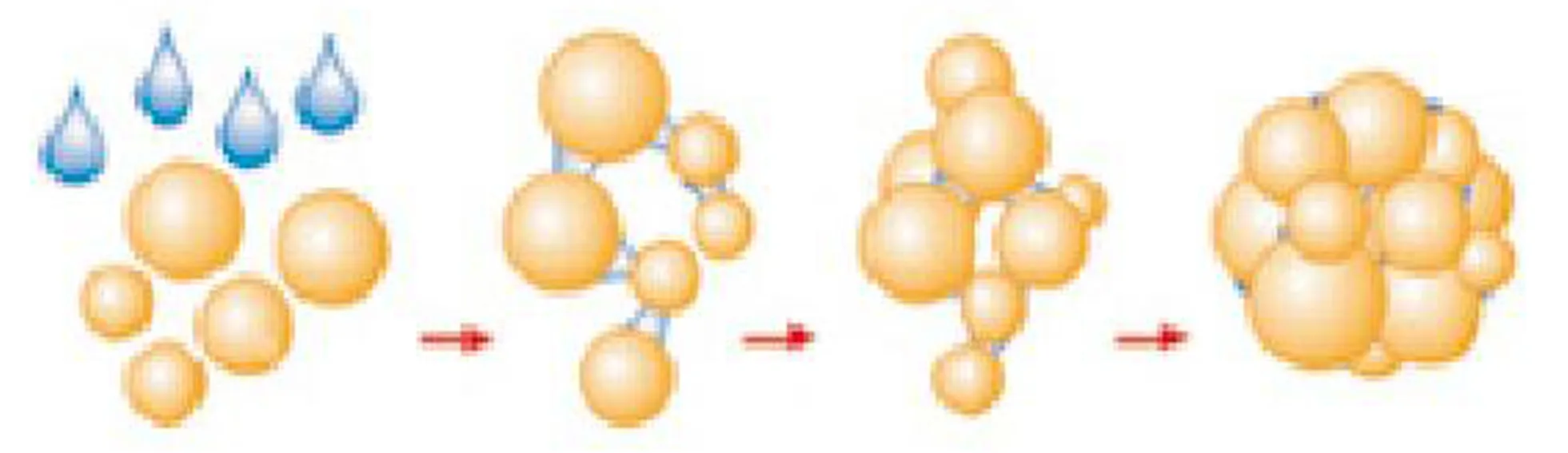
图3 喷雾-搅拌法颗粒成型过程Fig.3 Granulating process through spray-high speed agitation method

图4 喷雾-搅拌法制粒颗粒Fig.4 Granules by spray-high speed agitation method
两种设备制粒原理不同,都能实现造粒,也各有优劣。目前市场上还出现了一种新的制粒工艺,可将单颗金刚石用粉料包裹制成完全球状的颗粒(制粒颗粒如图5),这种工艺制出了能结合了上面两种制粒方式优势的颗粒,并且由于等直径球颗粒的规则排列堆积,实现了金刚石的有序排布(如图6所示),是一种非常有优势的制粒工艺,但由于应用尚未得到大范围推广,这里暂讨论前两种方式。
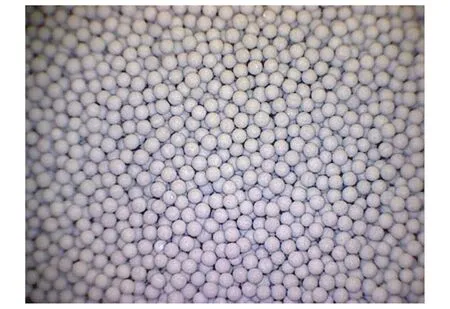
图5 等直径球颗粒Fig.5 Equal diameter particles

图6 等直径球颗粒制作的锯片刀头Fig.6 Cutting head of saw blade made by equal diameter particles
3 制粒颗粒对容积式冷压的影响
3.1制粒颗粒形状指数测量和对比
颗粒的流动性与其形状有很大的关系,越接近圆形流动性越好。虽然从放大照片上可以看到刮筛-滚圆法制粒颗粒球形度明显差于喷雾-搅拌法制粒颗粒,为了得到两者量化的差异,选择用实用球形度(即Wadell球形度)Ψw这一参数来衡量。
由上面公式可看到Ψw≤1,并且Ψw越接近1,说明颗粒越接近圆。
测量方法:用MicroCapture显微镜照相功能在同样倍数下拍下制粒颗粒的照片,放到图像测量软件中测量颗粒的投影面积S投和颗粒的最小外接圆直径D外(如图7~图10所示),由S投计算出其面积相等的圆直径D投,则可计算出实用球形度Ψw,实际测量出的值见表1。

图7 颗粒测量Fig.7 Particle measurement

图8 颗粒测量Fig.8 Particle measurement
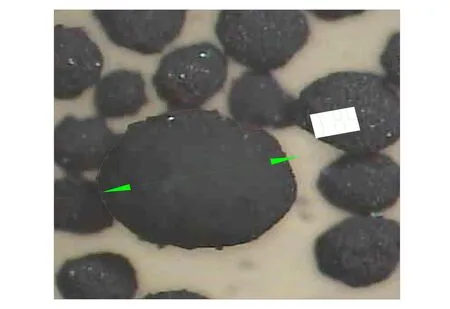
图9 颗粒测量Fig.9 Particle measurement
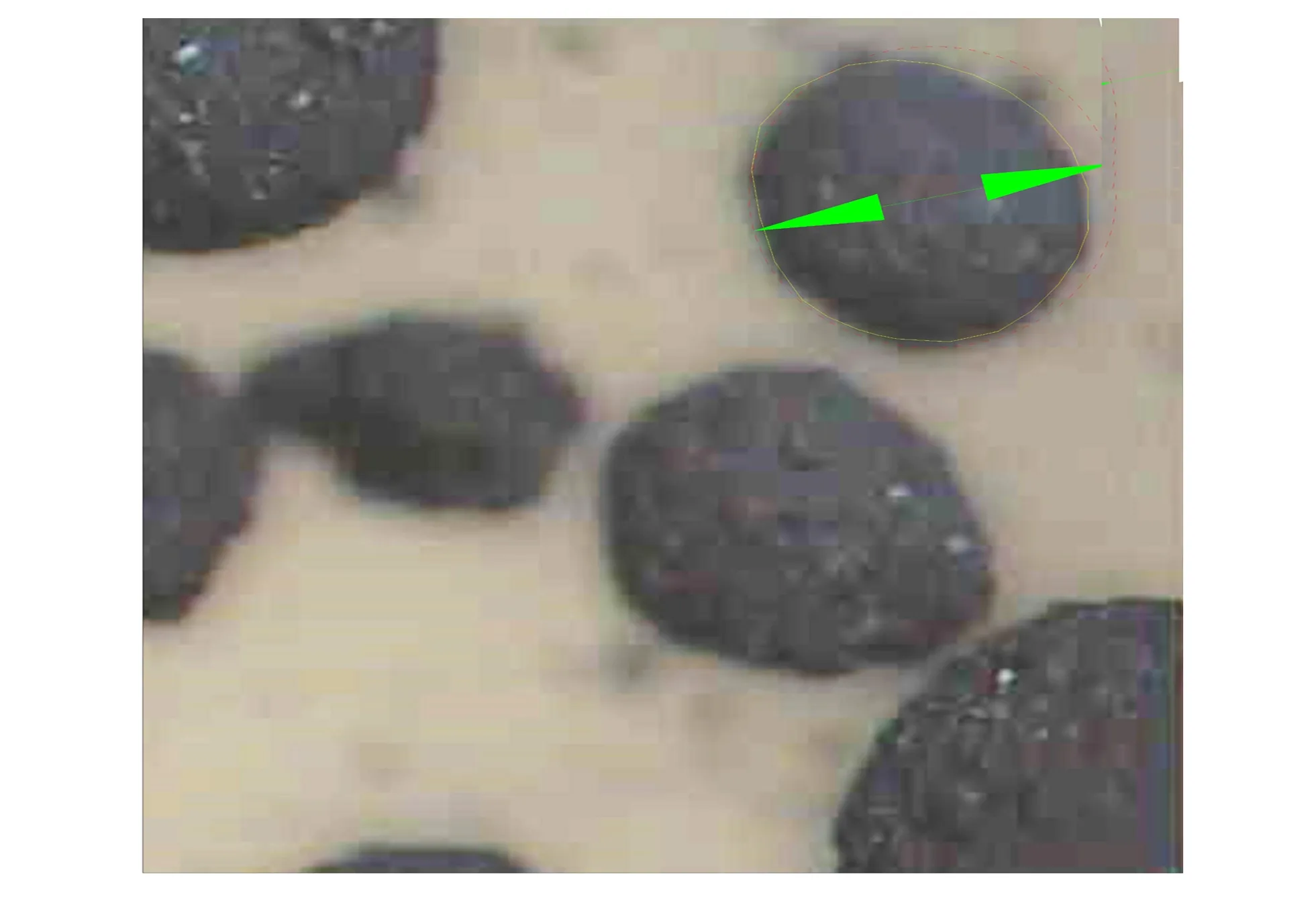
图10 颗粒测量Fig.10 Particle measurement
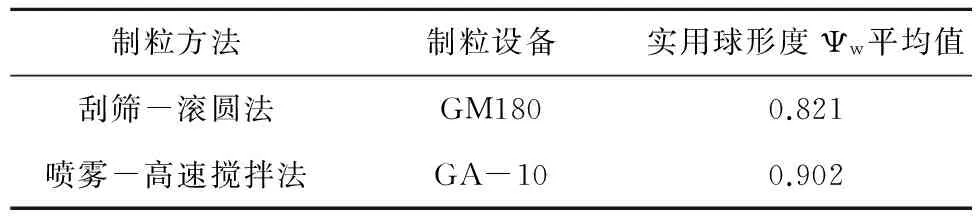
制粒方法制粒设备实用球形度Ψw平均值刮筛-滚圆法GM1800.821喷雾-高速搅拌法GA-100.902
从上面的数据可以看到,使用刮筛-滚圆式法制粒,其颗粒实用球形度Ψw为0.821,比喷雾-高速搅拌法制粒的颗粒0.902要略差些。
3.2筛分对制粒颗粒成分的影响
制粒的颗粒总是有一个范围分布,为了保证冷压坯的重量精度,一般都需要进行筛分,选出在适当的范围内的颗粒,这样的筛分是否对颗粒的成分产生影响,是我们选择制粒方法时需要考虑的。
使用刮筛-滚圆式法制粒粉料和金刚石都是混在一起的,并且制粒前加入溶成胶水的粘接剂,制粒过程中不会产生成分偏析的动作,所以制粒颗粒的筛分即使动作再大也不会对成分产生影响,这点从下图11至图13中20~200目筛分的3个粒度范围的照片中可以判断出来。
使用喷雾-高速搅拌法制粒,制粒是单独对金属粉料制粒,最后才混合金刚石与制粒的粉料。其粒化机理是在制粒机中不停搅拌粉料和粘接剂,同时喷洒能溶解粘接剂形成胶水的液体,使原始粉末颗粒间形成“液桥”,凝聚成颗粒。这样可能产生两个问题,一是如果制粒料原始粉末是由多种不同形状、不同大小的颗粒组成的,则其形成“液桥”的条件不同,易形成“液桥”的颗粒先聚集,不易形成“液桥”的颗粒后聚集,导致制粒颗粒的成分不均。图7和图8是有Wt50%球状的CuSn15雾化粉末的配方的制粒颗粒,可看到图8的细颗中有部分原始球状颗粒未制成粒或单独成粒,这样一旦筛分,整个配料的比例就会产生成分变化;二是由于原始粉末有搅拌运动,粉料成分的比重不同,在运动中可能产生不均的现象。
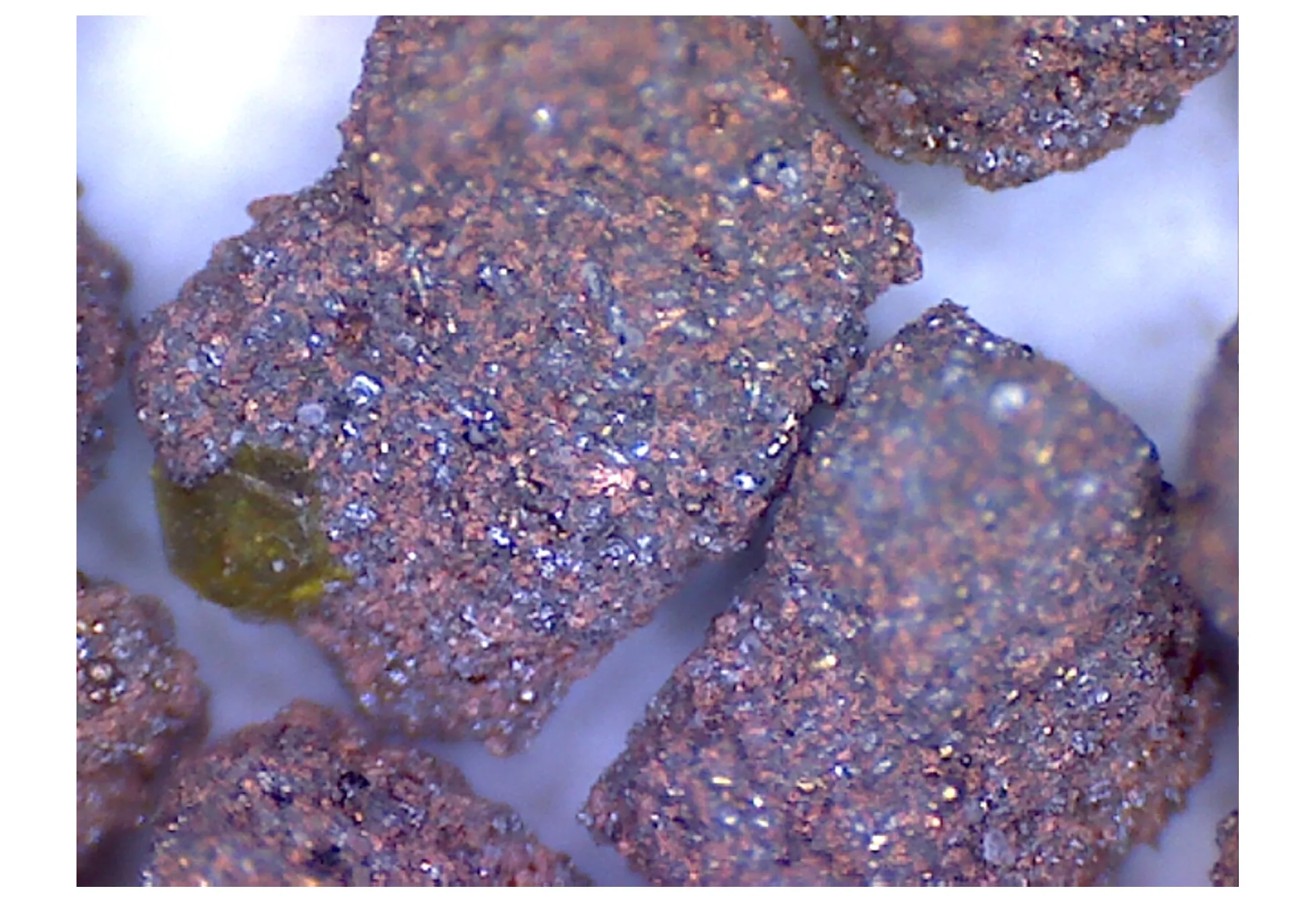
图11 刮筛-滚圆式法制粒图片20~60目Fig.11 Granules by spray-high speed agitation method 20~60#

图12 刮筛-滚圆式法制粒图片60~100目Fig.12 Granules by spray-high speed agitation method 60~100#
图13 刮筛-滚圆式法制粒图片100~200目Fig.13 Granules by spray-high speed agitation method 100~200#
图14 含Wt50%CuSn15 20~80目颗粒Fig.14 Granules with Wt50%CuSn15, 20~80#

图15 含Wt50%CuSn15 80~100目颗粒Fig.15 Granules with Wt50%CuSn15, 80~100#
这样多种粉末组成粉料,经制粒,最终筛分后,可能产生成分偏析,对烧结乃至最终产品性能产生一定的影响。如果是均一的预合金粉料,则不存在这些问题。所以喷雾-高速搅拌法适合粉料成分不复杂,原始粉末颗粒接近的配方的制粒,尤其适合单一的预合金粉末。
3.3制粒颗粒大小对冷压坯重量精度的影响
制粒的粒度是生产过程必须控制的一大指标,到底哪个范围内的粒度下冷压坯重量精度最好,这里以压制金刚石锯片刀头为例。
试验方法,用GA-10喷雾-高速搅拌机造粒,分别筛选20~60目,60~100目,20~100目三种粒度范围的制粒料在自动冷压(压制高度方向)进行冷压,逐一称重量对比,数据如表2,图16所示。
表2 三种粒度范围颗粒冷压重量表
图16 不同粒度制粒冷压坯重量变化Fig.16 Change of weight of cold-pressed compacts of granules of different particle size
从上面数据可以看出,60~100目的颗粒,冷压重量精度最好,最大重量差值在0.06g内;20~60目的颗粒冷压重量精度次之,最大重量差值在0.09g内;而在较大的颗粒范围20~100目,冷压重量精度就较差,最大冷压重量差达到0.21g。颗粒大小范围窄,冷压精度就越好,并且越稳定,因为颗粒大小越接近,填充时形成的空位大小就越接近,整体重量差异就越小。至于60~100目的冷压精度比20~60目的好,主要原因本文认为除了颗粒之间“搭桥”外,还与“壁效应”有关。“壁效应”指的是当颗粒填充容器时,在容器壁附近形成特殊的排列结构,要减少这种情况,填料颗粒直径与容器直径之比要小于0.1。而本试验中20目颗粒直径是0.85mm,模腔最宽处4mm,两者比例为0.21,60目颗粒直径是0.25mm,两者比例为0.06,所以60~100目颗粒在竖压锯片刀头中效果比20~60目颗粒好。如果进料口尺寸加宽,两种颗粒的重量精度差就会不明显。这给我们设计容积式冷压模具提供了一个启示,冷压模具的压制方向应尽量往宽的方向设计,这有利于冷压重量精度稳定。
4 制粒颗粒对冷压方式的影响
刀头冷压方式按压制方式分,可以分为竖压(压高度方向)和卧压(压厚度方向)两种,如图17所示。两种方式各有优劣。卧压在厚度方向压制,填料面积大,压制高度小,冷压坯致密度更均匀;但是压带焊接层的刀头时,略有不便;送料的行程较长,刀头长度方向两端厚度容易产生差异;压制不同高度的刀头时要更换模具。竖压在高度方向压制,填料的面积小,填料空间深,在高度方向有密度梯度;压制带过渡层的刀头方便,长度方向厚度一致;压不同高度刀头时不用更换模具。
4.1两种制粒料卧压对比
试验方法,用GA-10喷雾-高速搅拌机和GM180刮筛-滚圆造粒机,分别对同一配方的粉料制粒,筛选20~80目粒度范围的制粒料在自动冷压机上按同样的参数进行冷压,逐一称重量,数据如表3、图18所示。
图17 卧压和竖压冷压模具结构Fig.17 Mold tructure of horizontal cold pressing and vertical cold pressing
制粒方法填料口尺 寸(mm)填料深度(mm)冷压坯重量(g)minmax最 大重量差(g)刮筛-滚圆法39.5x18710.9611.120.16喷雾-高速搅拌法39.5x18711.4011.260.13
图18 两种制粒卧向冷压坯重量变化Fig.18 Change of weight of cold-pressed compacts of two types of granules under horizontal cold pressing conditions
从上面数据可以看出,采用卧向冷压,两种制粒方式都基本能满足自动冷压的生产要求。采用喷雾-高速搅拌法制粒料的冷压坯重量范围在0.13g内,而采用刮筛-滚圆造粒料的冷压坯重量差在0.16g内,喷雾-高速搅拌法制粒冷压坯重量范围更窄些。在同样的容积下,喷雾-高速搅拌法制粒冷压坯的重量高于刮筛-滚圆制粒,也就是说喷雾-高速搅拌法制粒料的松装密度高于刮筛-滚圆制粒料。
4.2两种制粒料竖压对比
试验方法,用GA-10喷雾-高速搅拌机和GM180刮筛-滚圆造粒机,分别对同一配方的粉料制粒,筛选20~80目粒度范围的制粒料在自动冷压机上按同样的参数进行冷压,逐一称重量,数据如表4、图19所示。
表4 两种制粒颗粒竖压重量表
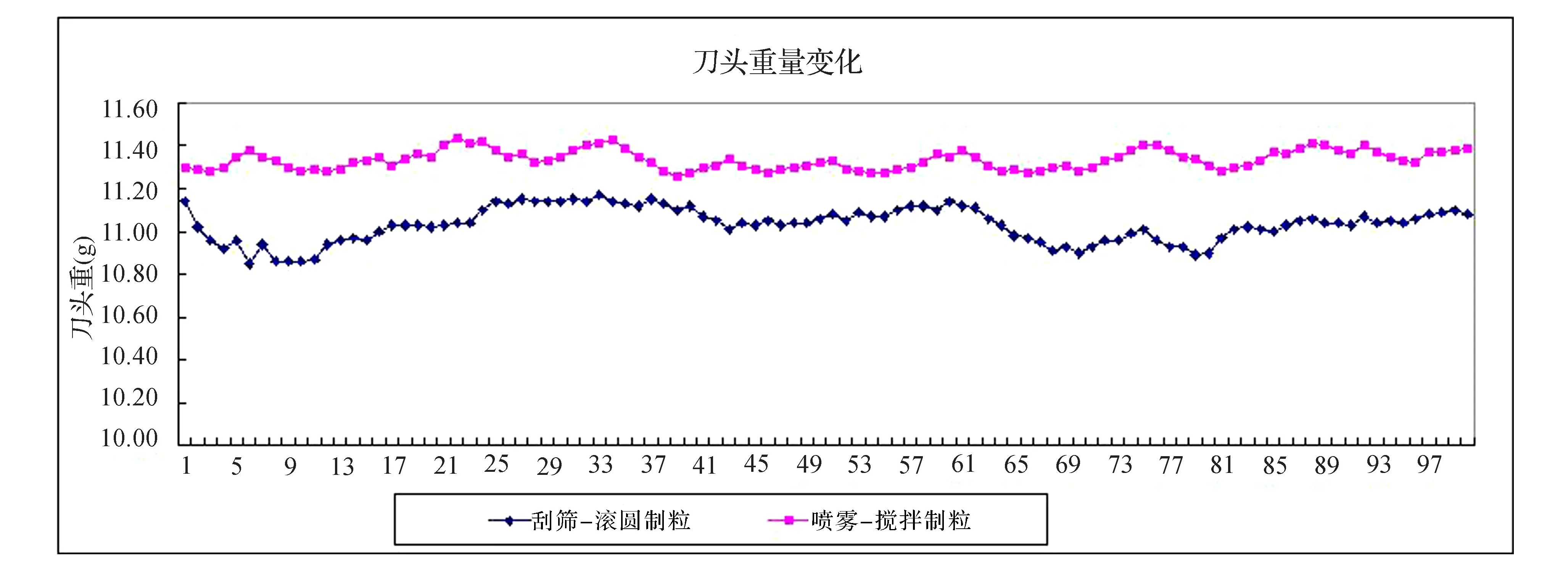
图19 两种制粒竖向冷压坯重量变化Fig.19 Change of weight of cold-pressed compacts of two types of granules under vertical cold pressing conditions
在竖压时,刮筛-滚圆制粒的冷压坯重量不稳定(如图19所示),最大重量差达到0.32g,而喷雾-高速搅拌法制粒料的冷压坯相对较稳定,最大重量差0.18g,优于刮筛-滚圆制粒料。说明球形度好的制粒料在竖压中冷压重量更稳定。
总的来说,采用卧压工艺,填料面积大,深度浅,所以对制粒料的要求不高,刮筛-滚圆法和喷雾-高速搅拌法的制粒料都能满足要求;而在竖压中,同样条件下,球形度较差的刮筛-滚圆制粒料重量范围远大于球形度较好的喷雾-高速搅拌制粒料。结合上面的结论,对刮筛-滚圆制粒料制成更细的料,在更窄范围筛分,可提高其冷压精度。我们在选择冷压方式时,需同步考虑制粒方式,这样才能使生产更顺畅。
5 结论
(1)两种制粒方法,喷雾-高速搅拌法的制粒料实用球形度Ψw为0.902,优于刮筛-滚圆法的0.821。
(2)刮筛-滚圆法制粒料,经过筛分不会产生成分偏差,可使用多种成分配方,应用范围广;喷雾-高速搅拌法制粒料经过筛分,对于多成分配方可能产生成分偏差,因此更适合预合金化的粉料。
(3)制粒料的粒度范围越窄,冷压坯重量精度越好,在合适范围内,较细的粉料冷压重量精度比粗的好,60~100目制粒料的冷压重量精度比20~60目的要好。
(4)在卧压工艺下,刮筛-滚圆法和喷雾-高速搅拌法的制粒料都能满足生产重量精度要求;而在竖压工艺下,喷雾-高速搅拌法的制粒料基本能满足要求,而刮筛-滚圆法冷压重量偏差较大。也可以说球形度越好,冷压的重量精度越好。因此,在生产中要根据实际情况,配套选择制粒设备和冷压方式,才能达到最好的效果。
[1]程文耿,舒惠星. 金刚石圆锯片冷压成形新工艺装备的探讨[J]. 石材,2009(7).
[2]张长森,程俊华,等. 粉体技术及设备[M].上海:华东理工大学出版社,2007.
[3]孟凡爱,刘英凯,王建强.粉末制粒工艺在金刚石工具制造中的应用研究[J].粉末冶金技术,2010(6).
[4]舒惠星,张国庆,等.粉末制粒工艺对金刚石刀头冷压坯质量的影响[J].金刚石与磨料磨具工程,2012(4).
Research on the Effect of Granulating Particle on Volumetric Automatic Cold Pressing
LI Yun-hai1,2,XIE Zhi-gang2
(1.Guilin Tebon Superhard Material Co.,Ltd,Guilin, Guangxi, China 541004;2.ChinaNonferrousMetal(Guilin)GeologyandMiningCo.,Ltd,Guilin,Guangxi,China541004)
Granulating principle and features of screen scraping- spheronization and spray-high speed agitation granulator granulation are introduced in this article. Practical sphericity of the two types of granulating particles has been measured, the results are: 0.821 for screen scraping-spheronization type granules and 0.902 for spray-high speed agitation granules. Volumetric automatic cold pressing of granules of three types of particle size range has been compared. Result shows that cold press weight of granules of 60-100 mesh is the most stabilized. Influence of horizontal cold pressing and vertical cold pressing on granulating grits has also been compared. Both granulation methods can meet requirements under horizontal cold pressing conditions. Under vertical cold pressing conditions, larger weight deviation of cold-pressed compacts of screen scraping- spheronization type granules has been identified.
granules; particle shape index; volumetric automatic cold pressing; pressing direction
2016-03-12
李运海(1979-),男,工程师,从事超硬材料行业工作10余年。E-mail:lilinfun@163.com
TQ164
A
1673-1433(2016)03-0011-07
引文格式:李运海,谢志刚.制粒颗粒对容积式自动冷压的影响研究[J].超硬材料工程,2016,28(3):11-17.