脉冲激光钎焊金刚石工艺研究
2016-09-16郭佳杰陈世隐黄国钦
郭佳杰,陈世隐,黄国钦
(华侨大学制造工程研究院,福建 厦门 361021)
脉冲激光钎焊金刚石工艺研究
郭佳杰,陈世隐,黄国钦
(华侨大学制造工程研究院,福建 厦门 361021)
激光光斑直径小,能量密度高,与智能化数控系统技术结合,可以实现金刚石磨粒的有效排布。文章利用Nd:YAG脉冲型固体激光器,通过控制合理钎焊工艺,实现对两种Ni-Cr合金粉末钎料与金刚石、基体的牢固焊接。
金刚石;钎焊;脉冲激光器;工艺
1 前言
金刚石独特的晶体结构使其具有自然界物质中最高的硬度、刚性以及良好的抗磨损、抗腐蚀性和化学稳定性,被广泛地应用于硬质合金、工程陶瓷、玻璃、蓝宝石、石材等硬脆材料的加工中。
烧结或电镀工艺制作的金刚石工具,磨粒只是被机械地包裹、镶嵌在结合剂层中,把持力较小,在负荷较重的加工中容易导致磨粒过早脱落,降低使用寿命。钎焊金刚石工具的钎焊是以活性钎料(如镍基钎料)与金刚石通过强碳化合物形成元素或合金的化学冶金结合,提高了金刚石的把持力[1]。传统的炉中钎焊和感应钎焊需要人工或另一套设备先对金刚石进行排布,才能实现磨粒的有效利用。
近年来,以激光束作为热源成为金刚石钎焊的研究新前沿。与传统制造钎焊金刚石工具工艺相比,激光钎焊技术具有光斑直径小,能量密度高,热影响范围小;激光束易于聚焦,灵活性高的特点,配合现代数控技术,有望实现磨粒有效排布工具的快速制备[2]。有鉴于此,国内外学者都进行了相关的研究,主要包括:
S.F Huang等[3]最早提出激光钎焊金刚石工具,采用CO2连续型激光器,氩气保护,将Cu-10Sn-15Ti钎料合金粉末与W30金刚石混合后置于钢基体表面,激光功率450W,得到厚90μm的钎焊金刚石层,表面生成部分100nm的TiC颗粒;摩擦试验表明工具性能良好。
唐霞辉、刘天明等[4,5]探索两种合金粉末配方激光钎焊金刚石试验。配方1在P=800W,v=8.39mm/s,配方2在P=850W,v=9.12mm/s时,得到组织细密,把持力强的钎焊金刚石颗粒。适当增加Ti元素含量有利于提高钎焊层耐磨性。钟如涛等[6]随机选取钎焊试样表面5颗金刚石进行抗压试验,与焊前相比,焊后金刚石颗粒抗压强度下降很少。
杨志波,赵光亮等[7,8]采用Ni-Cr合金钎料,利用数控CO2激光机钎焊40/50目金刚石,氩气保护,制备成功世界上第一块激光钎焊金刚石固结磨料砂轮。试验结果表明:激光功率760W、光斑面积18mm2、扫描速度30mm/min、线能量密度243.3~253.5J/mm2时, Ni-Cr合金钎料与金刚石连接界面上产生Cr3C2条状化合物。将砂轮进行磨削花岗岩试验,没有发现磨粒脱落现象。李嘉[9]在相同实验设备得出:当激光扫描钎焊时,激光功率P=450W,光斑大小S=16.5mm2,扫描速度v=0.3m/min时;当激光定点钎焊时,激光功率P=500W,光斑大小S=11.8mm2,照射时间为10s时能达到激光钎焊所需温度。激光线能量密度在170~195J/mm2时,金刚石与钎料界面形成化学冶金结合。
郭晓琴[10]利用800W YAG固体激光器进行钎焊试验。光斑直径2mm,激光功率P=450~550W,扫描速度v=3~7mm/s,线能量密度在50~60J/mm2时,实现金刚石激光钎焊,金刚石表面有Cr7C3和Cr3C2生成。磨削试验中,磨削过程几乎没有出现磨粒的整颗脱落现象。
从已有的研究来看,目前激光钎焊金刚石主要重于采用CO2连续型激光器进行钎焊,而对采用脉冲型激光器钎焊金刚石的研究甚少。相比于CO2连续型激光器, Nd:YAG脉冲型激光器的波长小一数量级,金属材料对其吸收率更高。同时,脉冲型激光器的峰值功率可以达到平均功率的十几倍,有助于形成熔池,避免金刚石的热损伤。为此,本文着重探讨采用Nd:YAG脉冲型激光器进行金刚石钎焊的可行性。
2 脉冲激光钎焊原理及工艺参数
2.1激光钎焊原理
激光钎焊金刚石的过程分为:激光束与钎料、激光束与金刚石磨粒快速作用过程。由于金刚石的透光性,所以激光钎焊金刚石磨粒主要为激光与钎料相互作用的复杂物理过程。主要表现为激光的反射、折射、吸收、钎料合金的升温、熔化、气化及凝固等物理现象。
宏观上看,主要是激光与合金金属粉末的热效应。其中,将实际合金钎料认为是具有热物质性的连续介质,激光与合金钎料热作用就被认为在介质表面,激光能量被连续吸收再扩散的过程。微观上看,是一种量子化的能量交换过程,即在合金材料表面,激光与材料的微观粒子相互作用,表现为在一定的能量输入引起的热影响下,激光束中的光子流和合金钎料粉末中的微观粒子进行能量交换。 在钎焊过程中,激光能量按传递方式可分为:热辐射、热吸收和热传导,如图1所示。
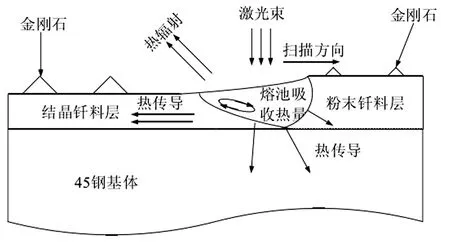
图1 激光钎焊过程中激光能量传递Fig.1 The laser energy transfer in laser brazing process
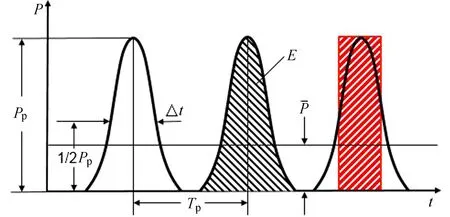
图2 脉冲激光的时间特性Fig.2 The time behavior of pulsed laser△t-脉冲宽度 Tp-脉冲周期 P-瞬时功率 Pp-峰值功率 P-平均功率 E-单脉冲能量
2.2工艺参数
脉冲激光器钎焊金刚石工具时工艺参数复杂,对于非激光器方面有:金刚石粒度、合金钎料成分、粘结剂成分、钎料层厚度和保护气氛;对于激光器方面有:激光功率、激光扫描速度(或输入能量时间)和离焦量决定的光斑直径;纤焊由以上参数决定的线能量密度作为参考工艺参数。以下对主要参数进行简单介绍。
非激光器方面,应选取晶型完整、粒度大小合适的金刚石。合金钎料粉末和粘结剂的配比适中。对于钎料层厚度而言,过厚会造成钎焊层将金刚石完全埋没;过薄会导致钎焊层爬升不足,金刚石把持力小。通惰性气体保护,可以避免金刚石石墨化。
激光器方面,脉冲激光器激光功率由电流(I)、脉冲宽度(△t)和脉冲频率(f)决定,如图2所示。激光峰值功率Pp由电流(I)决定,瞬时功率为P,则单脉冲能量E:
E=∫Pdt
(1)
将激光脉冲能量近似为矩形波,则单脉冲能量E:
(2)
激光脉冲周期为T,则周期内平均功率为:
(3)
激光光斑直径为d,扫描速度为v,则线能量密度ρ:
(4)
3 试验方法
实验选用ISD1600型优质高强度金刚石,粒度为35/40目(约420~500μm);基体材料为45号钢,将试样加工成直径20mm、厚8mm的圆柱体,基体表面由高精度数控平面成型磨床磨削加工,喷砂后用丙酮清洗;钎料采用两种镍基合金钎料粉末,主要元素所占质量分数及熔化温度如表1;激光器采用Nd:YAG 600W固体激光器,最大输出功率600W,单脉冲最大输出能量130J,脉冲宽度0~20ms,激光波长1064nm;负离焦10/20mm(光斑直径1.5/2mm);整个过程通氩气保护;钎焊后试样的形貌观察利用日本浩视公司KH-8700和基恩思国际VHX-100的三维视频显微镜。

表1 两种钎料元素质量分数和熔化温度
在此基础上进行激光钎焊金刚石工具工艺研究。由式4可知,线能量密度ρ与扫描速度v成反比。但是,扫描速度过大,熔池形成就不完整,如图3所示;同时,金刚石与钎料合金形成化学冶金需要一定的反应时间,所以扫描速度v不宜过大,合适的扫描速度为:20~30mm/min。对于粒度35/40目金刚石,合适的钎料层厚度为:0.25~0.3mm。脉冲激光器光照强度与光斑直径关系如图4所示,光照强度在沿光斑直径方向上呈Gauss分布,光斑直径越小(越靠近焦点),光照强度越大,激光能量密度越大。

图3 熔池不完整Fig.3 The incomplete of molten pool
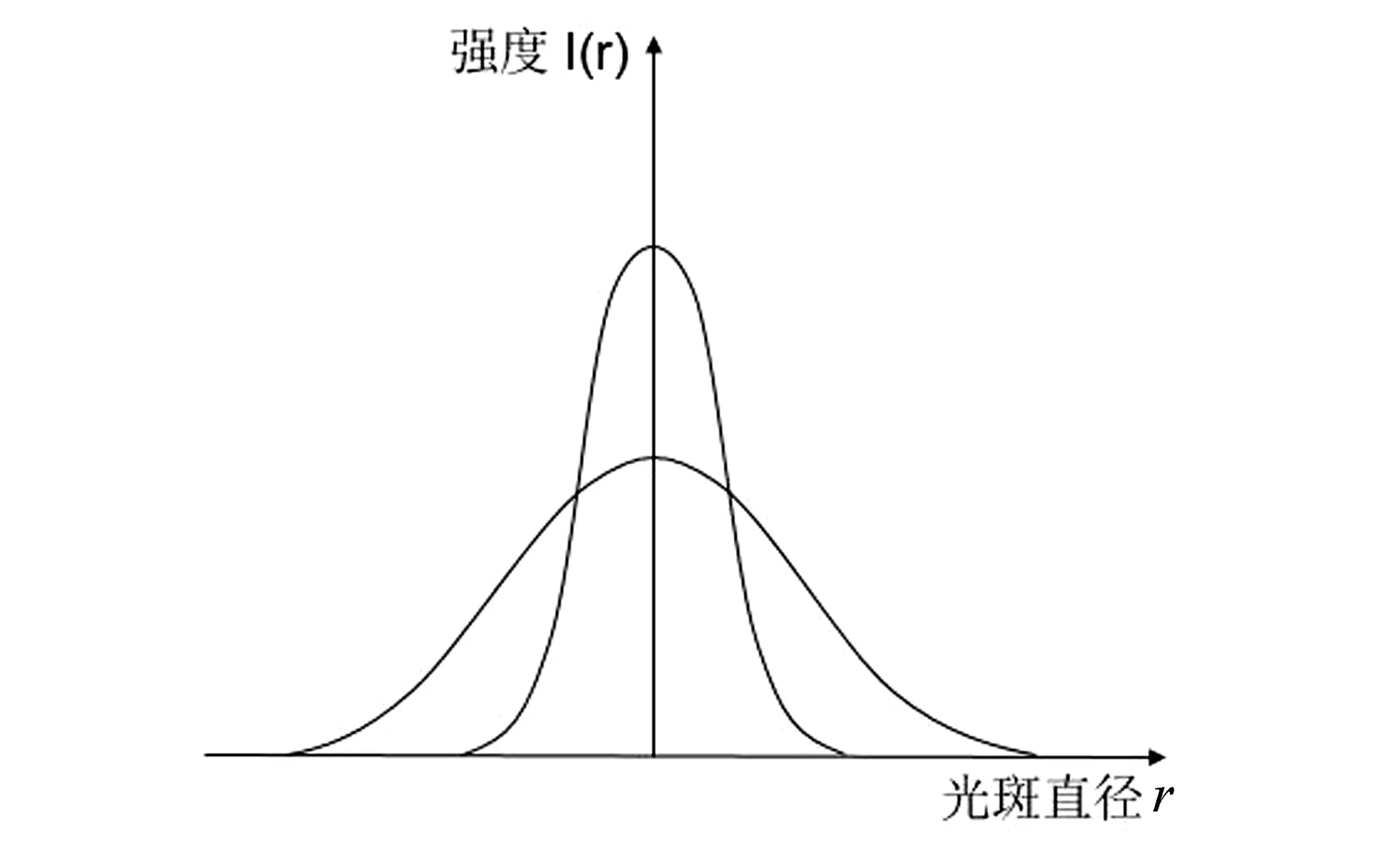
图4 光斑直径与光照强度关系Fig.4 The relationship between spot diameter and light intensity
光斑直径为2mm时,需要较大的激光功率,但是激光能量过大,就会造成如图5(a)(b)所示的结果,金刚石表面石墨化,并且出现裂纹;激光功率太小,就会导致金刚石脱落,如图5(c);合适的激光功率,如图5(d)所示;当光斑直径为1.5mm时,可以在较小的功率下激光钎焊金刚石,如图5(e)(f)所示;图(c)为Ni-Cr-B-Si钎料,图(d)为Ni-Cr-P钎料。
4 总结
本文采用脉冲激光器可以实现金刚石与两种Ni-Cr合金钎料的化学冶金结合,具有较高的结合强度。对于光斑直径1.5mm,金刚石粒度35/40目,Ni-Cr-B-Si钎料在电流80A、脉宽3.5ms、频率30Hz,Ni-Cr-P钎料在电流78A、脉宽3.3ms、频率30Hz,扫描速度20~25mm/min时,可以实现激光钎焊金刚石。然而考虑到脉冲型激光器的功率大小由电流、脉宽和频率决定,工艺参数更加复杂,同时作用光束的功率密度分布在形式及范围上都随光束功率发生变化,影响试验重复性,进而影响工艺的制定。为此,系统对激光加热参数作用机理进行深入研究极为必要。
[1]宋月清,刘一波. 人造金刚石工具手册[M]. 北京:冶金工业出版社,2014.
[2]李嘉宁.激光熔覆技术及应用[M]. 北京:化学工业出版社,2016.
[3] Sheng-Fang Huang, Hsien-Lung Tsai, Shun-Tian. Laser Brazing of Diamond Grits Using a Cu-15Ti-10Sn Brazing Alloy[J]. Materials Transactions. Vol.43.No.10(2002): p2604-2608.
[4]杨卫红,唐霞辉,秦应雄,等. 高功率CO2激光钎焊金刚石颗粒[J].中国激光, 2007,34(4):570-573.
[5]刘天明,激光钎焊金刚石颗粒损伤机理的实验研究[D], 华中科技大学. 2006.
[6]钟如涛, 秦应雄, 唐霞辉,等. 金刚石颗粒-金属粉末的CO2激光烧结机理研究[J]. 金刚石与磨料磨具工程, 2009(4):19-23.
[7]杨志波.金刚石磨粒激光钎焊工艺与机理研究[D], 南京航空航天大学.2007.
[8]赵光亮. 激光钎焊金刚石端面砂轮研究[D],南京航空航天大学.2008.
[9]李嘉.激光钎焊金刚石磨粒工艺及机理研究[D].南京航空航天大学,2007.
[10]郭晓琴. 金刚石磨具钎焊工艺研究[J]. 金刚石与磨料磨具工程, 2007(3):40-42.
Study of the Technology of Pulsed Laser Brazing of Diamond
GUO Jia-jie, CHEN Shi-yin, HUANG Guo-qin
(Institution of Manufacture Engineering, Huaqiao University, Xiamen, Fujian, China 361021)
Effective configuration of diamond abrasive grains can be achieved through combination of laser and intelligent numerical control system technique as laser has small spot diameter and high energy density. Two types of Ni-Cr alloy powder brazing filler metals have been securely welded with diamond and matrix by Nd:YAG pulse type solid-state laser through controlling the proper brazing technique.
diamond; brazing; pulsed laser; technology
2016-03-10
郭佳杰(1990-),男,硕士研究生,主要研究方向:高效精密加工。
国家自然科学基金(51235004, 51575198),华侨大学研究生科研创新能力培育计划资助项目(1400203009)
TQ164
A
1673-1433(2016)03-0007-04
引文格式:郭佳杰,陈世隐,黄国钦 .脉冲激光钎焊金刚石工艺研究[J].超硬材料工程,2016,28(3):7-10.