利用编程方法解决西门子802S数控系统不足的研究
2016-09-08姬宜朋殷业财
梅 梅,姬宜朋,殷业财,丁 杰
(北京石油化工学院,北京 102617)
利用编程方法解决西门子802S数控系统不足的研究
梅梅,姬宜朋,殷业财,丁杰
(北京石油化工学院,北京 102617)
随着相关学科技术手段的进步,数控系统的更迭不断加快;但老旧设备依然长期存在且用于生产,在面对新的加工要求时,难免会显现出系统本身无法实现的功能缺陷。经过不断的实践、试制和研究表明,利用切刀逐条编写刀具轨迹和利用尖刀编写宏程序等2种方法合理规避系统缺陷最为实用和有效。合理利用宏程序,可以减轻编程人员的工作量,提高程序编写的正确率,加快编写程序的速度,同时也加快了机床运行程序的速度;另外,逻辑清晰、规律可循的程序也便于检查和修改。
数控系统;802S;宏程序
随着科学技术的发展,西门子数控系统已拥有802D/810D/840D等不同智能程度的系列产品,其在数控机床的配置上有着广泛的应用。但在一些企业和教学单位,还存有一定量配有西门子早期数控系统的机床设备,例如802S数控系统,该数控系统投入市场时间较早,对比目前市面上的数控系统在车削加工中的应用,其最大的缺陷就是当工件径向轮廓由大到小递减时,循环“LCYC95”无法进行切削,即无法在循环中调用刀具(尖刀)对某些异型(凹槽)轮廓进行加工。
长期的实践经验表明,通过选择恰当的编程方法,可以合理规避系统缺陷,完成零件的加工。在实际生产中,利用切刀逐条编写刀具轨迹和利用尖刀编写宏程序等2种方法最为实用和有效[1]。本文以图1所示的零件为例进行研究。

图1 零件图
1 确定加工工艺
零件右侧圆弧R44.4 mm可以利用系统自带的循环“LCYC95”进行编写,但由R16.47 mm、φ5 mm及17°直线组成的轮廓无法使用该循环进行编写;所以,考虑使用切刀或尖刀进行加工。
零件的工艺顺序见表1。备料毛坯尺寸为φ20 mm,安装时伸出三爪自定心卡盘右侧55 mm。下述就工序2使用的2种方法依次进行讨论说明和比较。

表1 工艺顺序
2 加工方法
2.1切刀的加工方法
利用切刀去除凹槽径向的多余材料,使其符合形状要求,最后再驱动刀具沿零件的外形轮廓进行走刀(见图2)。使用切刀加工时,刀具平移步距为2.8 mm(刀具宽度为3 mm)。

图2 切刀的刀具轨迹
2.2尖刀的加工方法
使用宏程序编写尖刀的加工程序,编写前,应先分析零件的图形特点(见图3),确定各轮廓间的数学方程及逻辑关系。

图3 零件图形分析
2.2.1确定数学方程
1)确定R16.47 mm圆弧的参数方程。其参数方程为:
Z=-11.72+16.47cosθ
X= -7.47+16.47sinθ
(104.15°≤θ≤142.75°)
2)确定17°直线的方程。17°直线的方程为:
X=-3.27Z-133.33
2.2.2定义R参数
设定3个变量(R1、R2、R3)及相关动点a、b的坐标与变量的关系。令R1=θ,R2=X,R3=Z,则圆弧上任一动点a的坐标为(2R2,R3),直线上任一动点b的坐标为:(2R2,-(R2+133.33)/3.27)。
3 程序编写及对比
根据加工工艺确定的加工方法,编写了零件的加工程序(见表2)[2-3]。

表2 零件加工程序

(续)
通过对上述2段程序(切刀的程序和尖刀的宏程序)进行对比和分析,可知2段程序编写的特点(见表3)。宏程序最突出的特点是允许引入数学方程及逻辑运算,在加工过程中由数控系统按照给定的数学方程自行计算,完成加工。合理利用宏程序,可以减少编程人员的工作量,提高程序编写的正确率,加快编写程序的速度,同时加快机床运行程序的速度;另外,逻辑清晰、规律可循的程序也便于检查和修改。
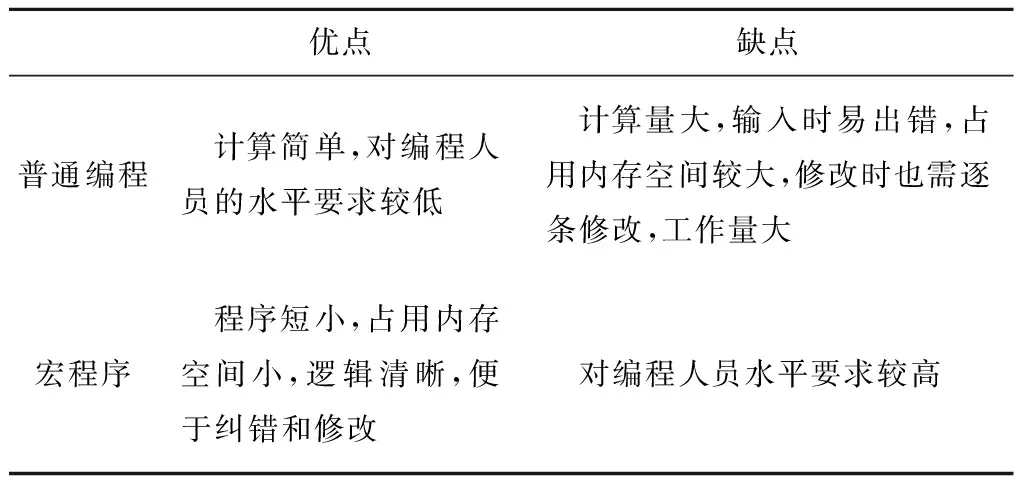
表3 2段程序特点
4 结语
利用编制宏程序解决了802S数控系统车削应用时的不足,当需要加工一些复杂的图形时,编程人员可使用宏程序,例如在编写椭圆等图形的加工程序时,对比CAM软件自动生成的冗长程序,宏程序依然能显示其短小、精致、逻辑性强、运算速度快和易于纠错等特点。此外,宏程序也可以应用在其他数控系统上。
[1]韩全立,王宏颖.宏程序在数控编程中的应用技巧及编程实例[J].机床与液压,2010(10):29-32.
[2]王卉,张彤.G代码B类宏程序在数控切割参数化图形库中的应用[J].焊接,2015(9):56-58,75-76.
[3]林福,孔艳艳,候恩光.基于宏程序的多头锯齿形螺纹加工程序应用.[J].新技术新工艺,2014(7):4-6.
责任编辑马彤
Research on the Use of Programming Method to Solve the Lack of Siemens 802S Numerical Control System
MEI Mei, JI Yipeng, YIN Yecai, DING Jie
(Beijing Institute of Petrochemical Technology, Beijing 102617, China)
Numerical control machine has become an indispensable important part of modern industrial production, and with the progress of technology related disciplines, accelerate the turning of the CNC system. The old equipment is still used in the production for a long time. With the new requirement, it shows that the system can not achieve the functional defects.In this case, how to complete the processing has become a inevitable question in front of the operator.Through the constant practice, trial production and research, summarize the two practical methods in processing. It can reduce the pressure of programmers to use the macro program properly, and it also improves the accuraly rate and edit speed of the program. Otherwise, it is easy to be checked and modified for the correct program with the obvious logic and laws.
numerical control system, 802S, the macro program
TP 391
A
梅梅(1981-),女,大学本科,实验师,主要从事机械加工、实操实训等方面的研究。
2015-12-18
