精益工位器具设计与应用
2016-09-08国旭华李宏伟张宝东高金良王洪臣
国旭华,李宏伟,张宝东,高金良,王洪臣,赵 明
(1.北京北方车辆集团有限公司 工艺技术中心,北京 100072;2.北京市特种车辆部件先进制造与评估工程技术研究中心,北京 100072;3.中国兵器工业规划研究院,北京 100053)
精益工位器具设计与应用
国旭华1,2,李宏伟1,2,张宝东1,2,高金良1,2,王洪臣1,2,赵明3
(1.北京北方车辆集团有限公司 工艺技术中心,北京 100072;2.北京市特种车辆部件先进制造与评估工程技术研究中心,北京 100072;3.中国兵器工业规划研究院,北京 100053)
工位器具是车间生产活动中用于储存、运输产品的辅助器具,它本身不产生价值,但又不可不用,且占据了可观的生产费用。精益生产利润主义经营思想的核心是通过彻底消除浪费和提高效率来降低成本,从而实现利润最大化的目标。将精益的理念应用于工位器具的设计中,依据生产纲领配置数量,满足存放、转运和储备的需要,定制装载数量、搬运方式和放置方法,减少或消除储运产生的浪费,降低所占用的生产成本,用减法实现利润最大化的目标。
工位器具;精益;浪费
工位器具是在产品的制造过程中,用于成品、半成品和毛坯等装载、转运和存放的一种工具,它是车间生产重要的组成部分。用精益的理念落实工位器具,是消除浪费、提高生产效率、保证生产安全以及建设现代化车间的必然选择[1-2]。本文针对用于车体薄壁大部件加工和组合车间的工位器具,围绕减少浪费,提升效率来进行精益工位器具的设计与应用。
1 精益工位器具配置原则
精益工位器具的配置原则如下。
1)数量配置。工位器具应结合生产纲领配置,数量的设置应满足一天生产或设定的时间节拍需求,包括存放、周转及周转占用。在满足需求的前提下,应使数量尽量少,以减少空间占用浪费。
2)载量配置。用于组合或装配工位的工位器具,设计中应按照产品基数成套存储转运,以减少转运停滞时间浪费,准时转移按量补充。
3)均衡配置。车间内各工位的工位器具数量配置应均衡,以减少物流配送、转运次数,减少物流通道拥挤浪费。
2 搬运经济原则
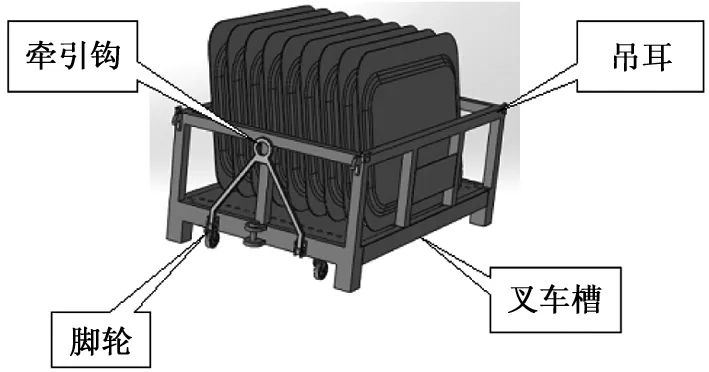
图1 储运工位器具
生产现场的搬运活动一般需要4项作业:集中、搬起、升起和移走,产品存放不落地是最基本要求。对于大部件产品,减少搬运浪费尤为重要,这是因为大部件每一项搬运作业都包含了更多的成本。改善工位器具的功能,将储存与转运的工位器具合并为一(见图1),合并后,作托盘可装载、存放;作运载工具可随时移动,搬运操作次数由4次直接缩减为1次,浪费显著减少。这样的工具既可减少人力浪费、动作浪费、时间浪费以及搬运设备与工具的占用,还能减少更大的浪费——产品可能的破坏。
3 转运经济原则
生产车间常用的转运工具包括推车、牵引车、叉车、吊车和电规车。对5种方式进行比较,生产经济成本依次增加,方便快捷性依次降低。电规车、吊车通常为整个车间共用,调度使用除能耗增加、等待浪费外,还使安全成本增加;牵引车、叉车相对能耗及时间浪费减少;而使用推车则最为精益。因此,在工艺编制及工位器具设计中,应优先选用更方便快捷的工具——推车,当转运能力不够时,再使用牵引车和叉车,最后选择吊车和电规车。由此工位器具设计中,可依据载重适当设置多种接口,如胶轮、插槽与吊耳等(见图2),重载时用动力转运,空载时可人工推动,实现搬运的最低成本。
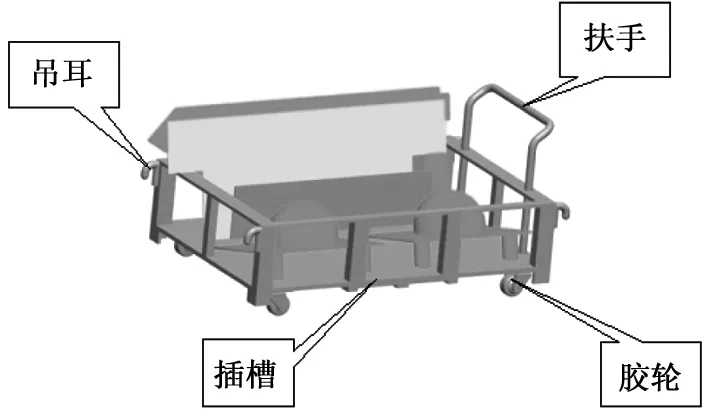
图2 工位器具转运接口
4 定制产品放置原则
定制产品放置原则如下。
1)大零部件存取费时费力,用工位器具定制产品放置,可减少存取过程浪费。零部件存放姿态可以水平、垂直或其他姿态,工位器具应结合本道工序下线及下道工序上线姿态进行定制,既要考虑本道工序存放方便,也要充分考虑下道工序抓取便利,避免二次抓取或多次抓取,尤其要避免翻转等动作。一次到位,减少抓取浪费,降低安全风险。
2)工位器具也应定点入位放置,根据工位器具装载状态,生产和管理者可实时掌握产品的信息,正确判断生产状态,杜绝过量生产。
5 减少损伤浪费
薄壁大零部件的特点是刚度差,怕挤压,而隔离工件是避免挤压损伤的有效措施,用工位器具实现隔离,可显著减少挤压损伤浪费。薄壁大零部件主要分为板件、异形冲压件及异形焊接件。通过对产品进行梳理,大致可分为下述4类工位器具。
1)竖置隔板式。工位器具内设置多个立板或立柱作隔板,产品竖置其中,彼此不接触。这种工位器具装载多,存取任一产品方便,适宜高度尺寸<1 500 mm的板件总成(见图3)。
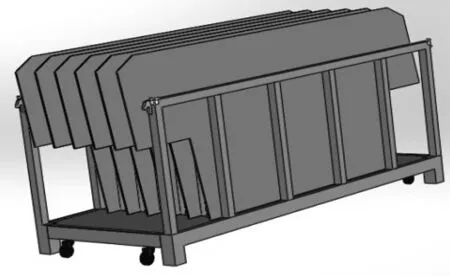
图3 竖置隔板式工位器具
2)托盘式。当产品尺寸较大(长和宽均>1 500 mm)时,出于安全因素,应将产品平置。若产品高度尺寸允许时,可将2个或数个工位器具堆放,节省空间减少浪费(见图4)。对于板件产品,由于不怕挤压,可将板件产品直接叠放置于托盘中(见图5),节省空间,发挥最大储运能力。
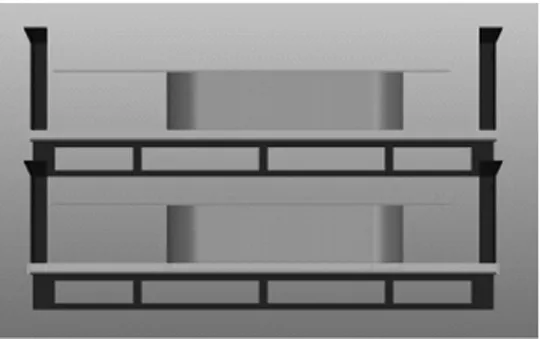
图4 托盘式工位器具1

图5 托盘式工位器具2
3)折臂式。对于异形冲压件及异形焊接件,因壁薄或其部件表面含有许多小的零部件,任何挤压都将造成产品伤害。采用折臂式工位器具,可保证产品相互隔离,同时让1个工位器具存放更多数量的产品,既避免损伤,又节省空间、减少浪费(见图6)。
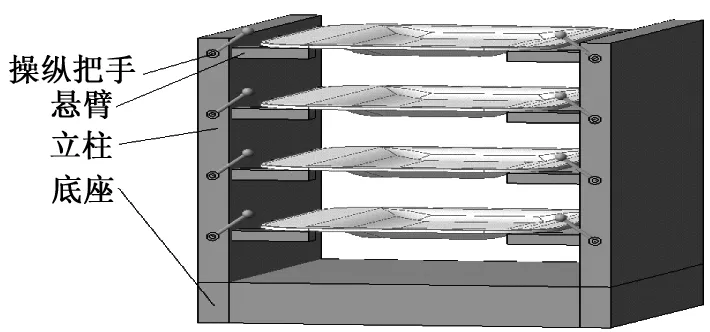
图6 折臂式工位器具
4)专用托架。该器具用于异形结构产品,如带空间弧度或角度的大零部件。由于其尺寸大、质量大和重心不稳定,极易受到损伤,设计外形与产品贴合的工位器具,可减少变形;同时,成组放置可稳定重心,避免损伤浪费(见图7)。
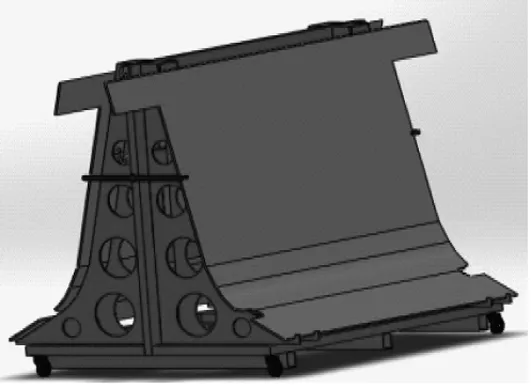
图7 专用托架工位器具
6 减少吊运浪费
传统吊运方式主要是绳索、吊钩和抓钩,往往导致大部件产品在储存、转运过程中出现二次变形,从而造成返修浪费。采用新型吊具,如磁力吊、横吊钢板起重钳和竖吊钢板起重钳,配合新型工位器具,可有效减少产品吊运变形产生的浪费。
7 结语
工位器具是生产制造活动中不可缺少的辅助器具,尽管其自身不产生增值,但又必须使用,且对生产作业成本产生不可忽视的作用。用精益生产的理念设计改进工位器具,通过减少作业活动中搬运、动作、等待、不良品和安全成本等造成的各种浪费,降低了生产作业成本,增加了企业效益,从而为实现利润最大化做出了贡献。
[1] 刘树华,鲁建厦,王家尧. 精益生产[M].北京:机械工业出版社,2012.
[2] 宋文强. 现场精细化管理[M].北京:化学工业出版社,2011.
责任编辑马彤
Design and Application of Lean Working Position Apparatus
GUO Xuhua1,2, LI Hongwei1,2, ZHANG Baodong1,2, GAO Jinliang1,2, WANG Hongchen1,2, ZHAO Ming3
(1.The Institute of Technologe, Beijing North Vehicle Group Corporation, Beijing 100072, China; 2.Beijing Special Vehicle Parts Engineering Research Center for Advanced Manufacturing and Evaluation, Beijing 100072, China;3.China North Industries Planning and Research Institute, Beijing 100053, China)
The working station apparatus is the auxiliary equipment for storage and transportation of the workshop production activities. It does not produce value, but it must be used, and occupy considerable production costs.In lean production, the core of profit management thought is through to eliminate waste and improve efficiency to reduce the cost, so as to realize the goal of profit maximization. The concept of lean production is applied to the design of the working station apparatus. According to the production program to determine the number of configuration, meet the needs of transportation and storage, custom-made loading quantity, custom-made handling way, custom-made placement method, reduce or eliminate occurred waste in during storage and transportation, reduce what they occupy the cost of production, and use subtraction achieve the goal of profit maximization.
working station apparatus, lean, waste
TG 751.2
B
国旭华(1962-),女,研究员级高级工程师,主要从事特种车辆设计制造等方面的研究。
2015-11-24
