奥氏体不锈钢脉冲MIG焊工艺研究
2016-09-05万春锋代新雷
万春锋 ,代新雷
(1.陕西国防工业职业技术学院 ,陕西 西安 710302;2.陕西交通职业技术学院, 陕西 西安 710018))
奥氏体不锈钢脉冲MIG焊工艺研究
万春锋1,代新雷2
(1.陕西国防工业职业技术学院 ,陕西 西安 710302;2.陕西交通职业技术学院, 陕西 西安 710018))
分析了奥氏体不锈钢脉MIG冲焊的原理、工艺参数的选择方法和应用。指出用该种工艺不但可以获得优质的焊缝,同时为机器人焊接的推广提供技术支持。
奥氏体不锈钢 ;脉冲MIG焊 ; 工艺
不锈钢习惯上是指在无污染的大气环境中能够不生锈的钢与能耐酸腐蚀的耐酸不锈钢的统称。按用途分为不锈钢、抗氧化钢和热强钢;按空冷后室温组织分为奥氏体钢、铁素体钢、马氏体钢、沉淀硬化钢和铁素体-奥氏体双相钢。其中奥氏体钢是应用最广的一类, 广泛用于石油、化工、宇航及核工程等重要焊接结构。目前奥氏体不锈钢焊接存在的主要问题是:含镍较高的单相奥氏体钢接头热裂问题,工艺上的解决方式是保证焊接过程中较低的热输入量。脉冲焊接由于效率高、热输入较小、可在较宽范围内控制线能量、多参数变换与优化匹配等优点,成为解决不锈钢焊接问题的有效途径。
1 脉冲MIG焊的原理
利用脉冲电流进行的熔化极气体保护电弧焊称熔化极脉冲气体保护焊(即脉冲MIG焊)。这种焊接方法的焊接电流特征是在较低的基值电流上周期性地叠加高峰值的脉冲电流。而脉冲电流的波形及其基本参数可以在较宽范围内进行调节与控制。而且熔化极脉冲气体保护焊则采用脉冲喷射过渡方式。这种喷射过渡既具有普通熔化极气体保护焊的短路过渡和喷射过渡的优点,又弥补了它们的不足,所以熔化极脉冲气体保护焊是一种先进的焊接技术,在重要的焊接结构或对焊接质量要求很高的场合下采用,近年发展很快。
熔化极脉冲气体保护焊采用的脉冲电流波形有正弦波、矩形波、以及跃变电流波等。目前国内多用正弦波。图1是正弦脉冲电流的波形以及在这种波形的电流作用下熔滴过渡和电弧形态的变化过程示意图。图中脉冲电流 的作用是使熔滴成为过渡,其峰值高于脉冲喷射过渡临界电流值;基值电流 又叫维弧电流,其值较低,它的主要作用是在脉冲电流停歇期间维持焊丝与熔池之间的电离状态,保证电弧燃烧稳定。同时对母材和焊丝有有预熔作用(但不形成熔滴),为脉冲期间熔滴过渡做准备[1]。
脉冲喷射过渡的特征随所选用的脉冲能量参数不同导致对焊丝金属加热和受力作用强弱不一致,因而存在着三种不同的熔滴过渡形式:第一种是一个脉冲周期中过渡几个熔滴,这时熔滴的过渡频率大于脉冲频率。当脉冲电流较大或脉冲时间较长时就发生这种熔滴过渡形式。其特点是过渡有力、轴向性强、无飞溅、过程稳定;第二种是一个脉冲周期中仅过渡一个尺寸等于或小于焊丝直径的熔滴,熔滴的过渡频率等于脉冲频率。当脉冲电流或脉冲时间比第一种形式小时产生这种过渡形式。特点是熔滴过渡较慢,但也很有力,轴向性好,脉冲与熔滴过渡同步,很有规律性,无飞溅且过程稳定,被认为是可控喷射过渡,是最佳的过渡形式。第三种是几个脉冲周期内才过渡一个等于或大于焊丝直径的熔滴,熔滴的过渡频率小于脉冲频率。当脉冲电流很小,或脉冲时间很短时发生这种过渡形式。特点是熔滴过渡无规律,过渡无力,仰焊时熔滴送不上去,电弧稳定性差。故在生产中很少采用这种过渡形式。
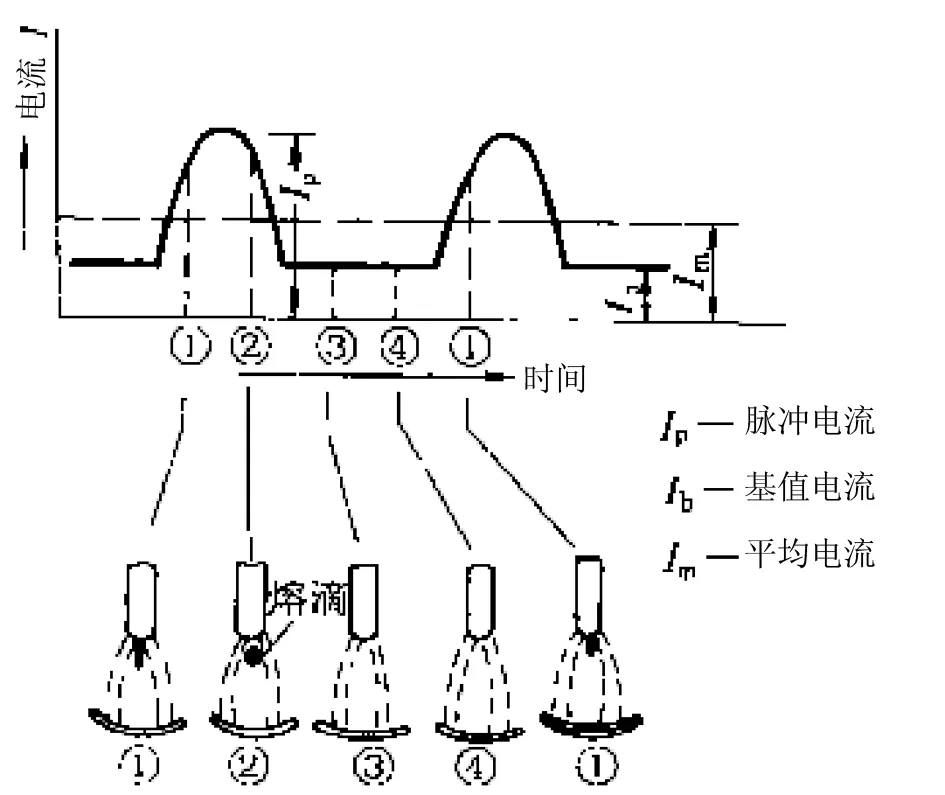
图1 正弦脉冲电流的波形及在其作用
在脉冲喷射过渡过程中,虽然脉冲峰值电流超过某一临界值,但因其导电时间很短,而且基值电流也较低,故焊接的平均电流要比连续喷射过渡的临界电流低很多,见表1。所以熔化极脉冲气体保护焊是一种在较低的焊接电流下,获得喷射过渡和低热输入的焊接方法。此外,脉冲电弧的电能特性可以通过电流的波形、脉冲能量参数在较宽的范围内进行精确的调节和控制,因而具有相当好的工艺适应性。这对于薄板焊接,全位置焊接和热敏感金属材料的焊接非常有利。
表1 不锈钢脉冲喷射过渡的最小电流值(总电流平均值)
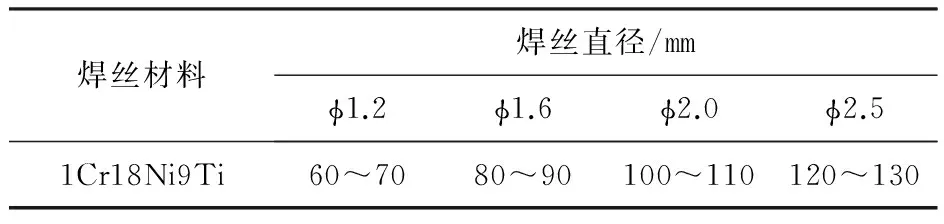
焊丝材料焊丝直径/mmϕ1.2ϕ1.6ϕ2.0ϕ2.51Cr18Ni9Ti60~7080~90100~110120~130
2 奥氏体不锈钢脉冲MIG焊工艺参数
熔化极脉冲气体保护焊的工艺参数主要有:基值电流、脉冲峰值电流、脉冲电流持续时间,脉冲间隙时间、脉冲周期和脉冲频率以及脉宽比等。其他焊接工艺参数,如电弧电压、焊接速度、焊丝直径、焊丝伸出长度、焊丝位置、气体流量等,对焊接质量的影响,以及它们的选择原则与方法,与普通熔化极气体保护焊相同。表2~表4分别列出了部分不锈钢角焊缝、对接焊缝以及单面焊双面成形的脉冲MIG焊接工艺参数。
2.1 基值电流 Ib
基值电流起维持电弧燃烧、预热焊丝与母材的作用,是调节总焊接电流和母材热输入的重要参数。基值电流不能取得过大,否则脉冲焊的特点不明显,甚至在脉冲停歇期间亦有熔滴过渡、使熔滴过渡失去控制;而且平均电流被大大地提高了,给全位置焊接带来困难。通常Ib=50~80A比较合适,平焊位置焊接时可取高些,其他位置焊接时则取低些。
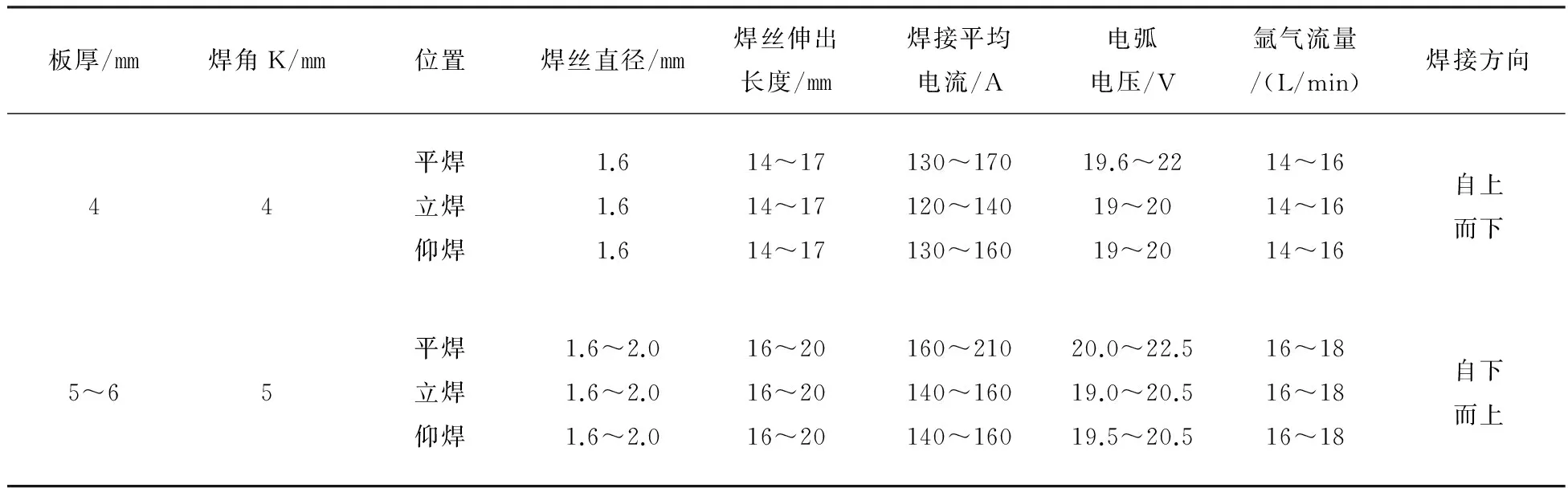
表2 不锈钢脉冲MIG焊角接焊缝工艺参数
注:脉冲频率为50HZ,焊丝为0Cr18Ni9Ti
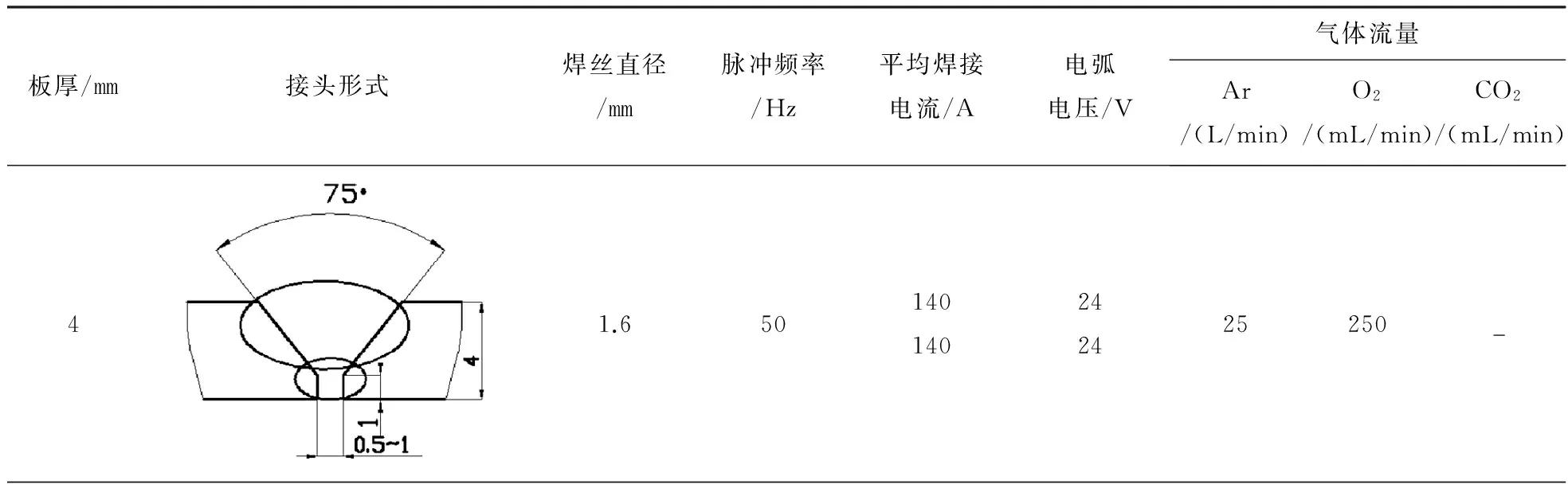
表3 不锈钢脉冲MIG焊对接焊缝工艺参数
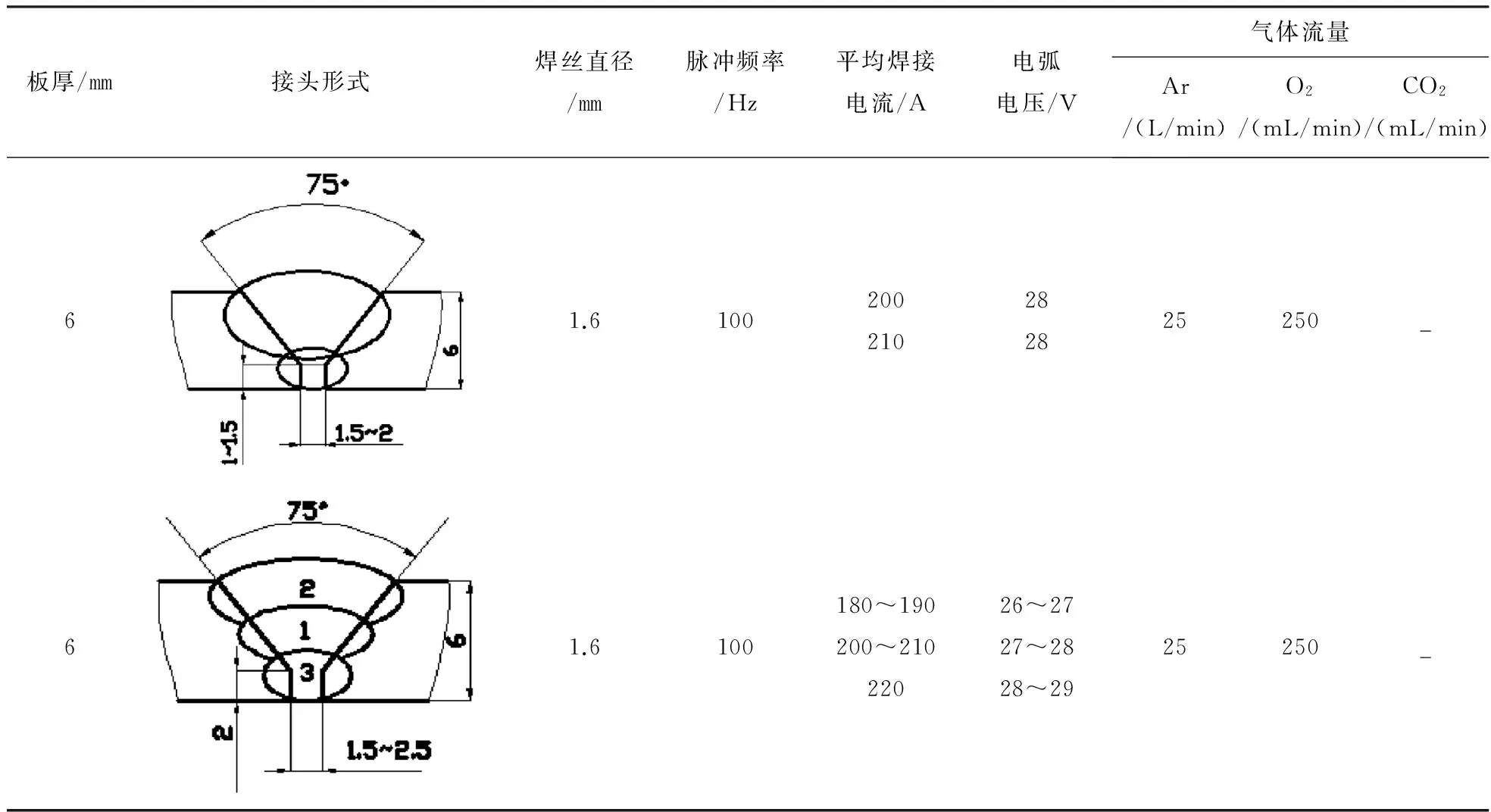
表3(续)
2.2 脉冲峰值电流IP
脉冲峰值电流IP是决定脉冲能量的重要参数。它影响着熔滴的尺寸、过渡力和母材的熔深。为了使熔滴呈喷射过渡,脉冲峰值电流必须大于脉冲临界电流值。但脉冲临界电流值不是固定值而且大于连续喷射过渡的临界电流值,它随脉冲持续时间及基值电流的增加而降低,反之,随着这两个参数的减小而增大。当总平均电流(即送丝速度)不变的条件下,熔深随脉冲峰值电流的增加而增加。反之则减小。因此,可根据工艺需要,通过调节脉冲电流幅值来调节熔深的大小。
2.3 脉宽比K=tp/T
脉宽比的大小反映脉冲焊特点的强弱。若脉宽比过大,则说明脉冲电流持续时间相对较长,已经接近连续喷射过渡,失去了采用脉冲焊的意义,即脉冲特点弱;若脉宽比过小,为了保证一定的熔化效率,在保持平均电流不变情况下,势必造成较高的峰值电流,电弧将显得十分暴躁,否则,不能产生所希望的喷射过渡,所以脉宽比过低或过高都不好。一般选在25%~50%为宜,对非平焊位置的焊缝,由于须选用较小的焊接电流,但又要保证喷射过渡,这时脉宽比宜选偏小一些。
2.4 脉冲频率(或脉冲周期)
脉冲频率也是决定脉冲能量的重要参数之一。它的大小,一般由焊接电流确定,若要求焊接电流(或送丝速度)较大,则需选择较高的脉冲频率;要求焊接电流较小时,脉冲频率应选得低些;对于一定的送丝速度,脉冲频率与熔滴尺寸成反比,而与母材熔深成正比,因此较高的脉冲频率适合焊接厚板,较低的脉冲频率适合焊接薄板。一般可以在35~100Hz范围内进行合理选择。
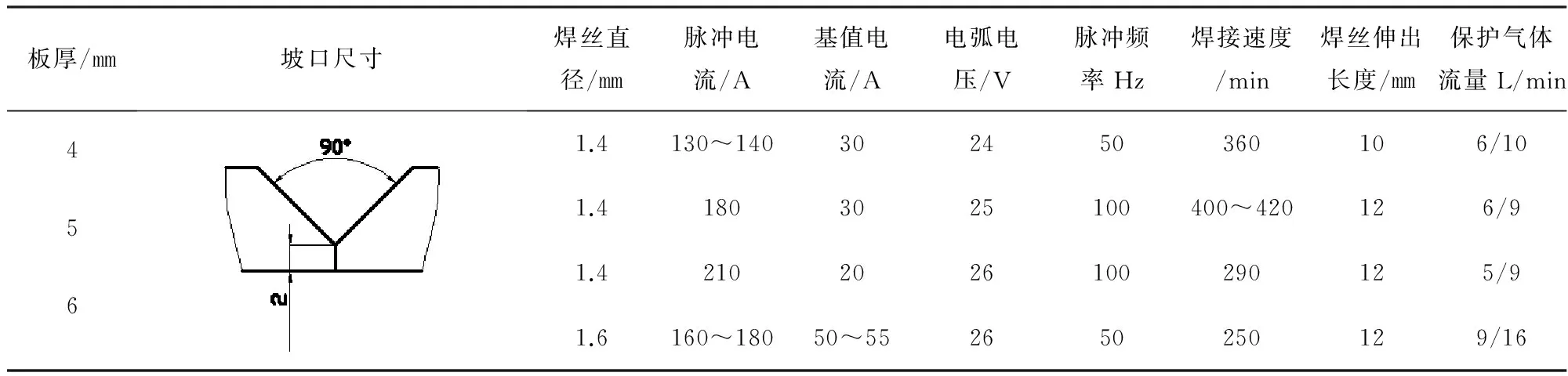
表4 脉冲焊单面焊双面成形的焊接工艺参数
3 奥氏体不锈钢脉冲MIG焊的应用
脉冲MIG焊由于具有焊接电流调节范围较宽,既能焊接厚板,也能焊接薄板,焊接薄板时变形小、熔透性好、焊接效率高,熔滴过渡过程容易控制、适用于全位置焊接等特点,因此在化工、车辆、建筑和航空航天领域得到广泛的应用。化工上应用的反应器、换热器和塔器等应用奥氏体不锈钢比较多,采用脉冲MIG焊可以实现在低热输入(焊接电流I≥80A)的射流过渡,对于厚板打底焊采用单面焊双面成形, 免去背面清根工艺, 降低成本, 提高了经济效益[2]。在大型发电机组上采用奥氏体不锈钢可以满足高效、低碳和环保的需要,针对该材料研发的脉冲脉冲MIG由于脉冲电流对熔池的搅拌作用,使得焊缝组织均匀细密,各项力学性能试验均达到满意的结果[3]。在钢质车辆焊接时采用该焊接工艺,可以提高焊接效率、增大熔深、降低焊接变形,同时由于脉冲焊接可调参数多,便于实现自动控制,为机器人在钢质车辆制造上的应用提供了技术支持[4]。
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[2] 刘 兵,王玉松.奥氏体不锈钢储罐熔化极气体保护焊[J].化工建设工程,2003,25(2):19-27.
[3] 王志军.Super304钢脉冲弧焊焊接工艺及性能试验[J].电力建设,2013,34(6):109-112.
[4] 郑国禹.机器人焊接技术在薄壁钢质特种车辆上的应用研究[D].重庆:重庆大学,2008.
(本文文献格式:万春锋 ,代新雷.奥氏体不锈钢脉冲MIG焊工艺研究 [J].山东化工,2016,45(04):73-75,78.)
Study on the Technology of Pulse MIG Welding of Austenitic Stainless Steel
Wan Chunfeng1,Dai Xinlei2
(1.Shaanxi Institute of Technology,Xi′an 710300,China;2. Shaanxi College o f Communication Technology , Xi′an 710021, China)
In this paper, the principle of austenitic stainless steel pulse MIG welding, the selection method and application of process parameters are analyzed. It is pointed out that using this kind of technology can not only get high quality welding seam, but also provide technical support for the welding of robot.
austenitic stainless steel;pulse MIG welding; technology
2016-01-18
陕西国防工业职业技术学院2014年度科研计划项目,项目编号Gfy 14-11
万春锋(1976—),女,陕西户县人,讲师,硕士,主要从事焊接、材料学方面的教学及科研工作。
TG444.72
A
1008-021X(2016)04-0073-03