六盘水某洗煤厂煤泥浮选初步研究*
2016-09-05张梦雪石业琴李露露石开仪
张梦雪,杨 蓉,石业琴,舒 伟,李露露,石开仪
(六盘水师范学院化学与化学工程系,贵州 六盘水 553004)
六盘水某洗煤厂煤泥浮选初步研究*
张梦雪,杨蓉,石业琴,舒伟,李露露,石开仪
(六盘水师范学院化学与化学工程系,贵州六盘水553004)
为减轻环境污染,提高煤泥回收率,以六盘水某洗煤厂入浮煤泥为研究对象,在煤质分析的基础上,探索了浮选药剂最佳的工业参数。结果发现,当捕收剂选用原柴油,用量为80g/t,起泡剂选用二号油,用量为700g/t,矿浆浓度为90 g/L,浮选机充气量为0.2 m3/min,浮选机叶轮转速为1800 rpm,刮泡时间为3 min时,浮选精煤产率为49.74%,灰分为11.46%。
煤泥;浮选;捕收剂;起泡剂
煤炭是我国的主要能源,占一次能源的70%左右,在未来相当长的时期内,煤炭在我国能源结构中的主体地位不会改变[1-2],但煤炭又是不洁净能源,大量燃用煤炭已造成严重的大气污染。如今在选煤厂浮选生产过程中,对煤泥的分选浮选效果不是很理想,对资源造成极大的浪费,随着煤炭在开采的过程中,目前煤炭特点整体处于复杂、贫、细,极细,煤泥的浮选技术发展对于选煤业的发展显得尤为重要[3]因此对煤泥采用分选研究,有效的提高了煤泥分选的产品质量和回收率,对企业提高了经济效益和节能、环保具有重要的现实意义。
1 实 验
1.1采样与制样
实验用煤样来自六盘水某洗煤厂。在浮选机工作1 h左右后,让生产机械工作稳定后采取入浮煤泥水,首先将采集的入浮煤泥水通过真空过滤机过滤,然后把煤泥放在烘箱中并把温度调节到45℃以下使煤泥烘干,为保证浮选入料粒度满足要求,则将煤样隔粗,即晒干煤样经 0.50 mm 手摇筛处理,将筛上物排掉,然后采用堆堆四分法进行缩分[4]。最后将混匀的煤样装入塑料袋中密封保存,尽量减少煤样前后性质的改变。
1.2试验煤样的粒度分析
依据中华人民共和国国家标准《煤炭筛分试验方法》(GB/T 477-2008)的规定,分别使用 0.50 mm、0.25 mm、0.125 mm、0.074 mm 和0.045 mm标准套筛对制备好的试验样品进行粒度分析。
1.3煤泥的药剂制度探索
在矿浆浓度为90 g/L,浮选机容积为1 L,搅拌时间2 min,矿浆与捕收剂接触时间为2 min,浮选机的搅拌速度为1800 rpm,充气量为0.2 g/cm3,刮泡时间3 min的情况下。通过对捕收剂,起泡剂以及浓度和搅拌速度的不同从而绘制实验表,分析出最佳的工业参数。
2 结果与讨论
2.1粒度组成分析
该煤样综合灰分为34.39%,属高灰煤泥,煤样主导粒级为-0.045 mm,占全样产率为 55.13%,-0.074 mm 占全样产率为 61.69%,说明煤样中含有大量微细颗粒。各粒级灰分随粒度减小而逐渐增大,-0.045 mm 颗粒灰分最大,为46.36%,-0.074 mm 颗粒灰分也达到44.90%,表明煤样中含有大量高灰细泥。在浮选过程中,部分高灰细泥由于自身性质或其它因素易发生夹带随精矿泡沫层进入精煤中,对精煤造成污染,影响整体浮选效果[5]。因此,能否生产合格浮选精煤的关键是能否对微细粒煤泥进行有效的分选。
2.2浮选药剂对浮选的影响
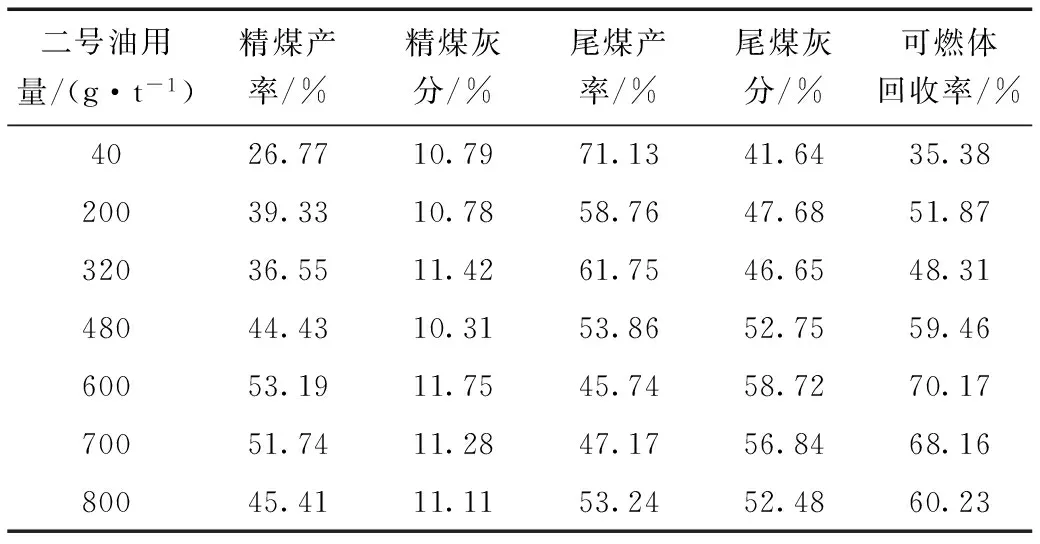
表1 起泡剂二号油用量对浮选的影响
捕收剂选用80g/t,起泡剂为二号油变量为40~800g/t,其实验结果如表1所列。结果发现,随着起泡剂用量的增加,精煤产率由26.77%增加到45.41%,可燃体回收率由35.38%增加到70.17%,但灰分也同时由10.79%增加到11.75%。当起泡剂为700g/t时,精煤灰分为11.28%,产率为51.74%,可燃体回收率为68.16%。因此,将起泡剂固定为700g/t,考察不同起泡剂煤油用量对浮选效果的影响,变化范围为40~400g/t,结果如表2所列。比较发现,随着捕收剂浓度增加,精煤产率和可燃体回收率呈增加的趋势,但灰分均超过了12.00%,达不到浮选要求。可能是起泡剂的量过多造成的。
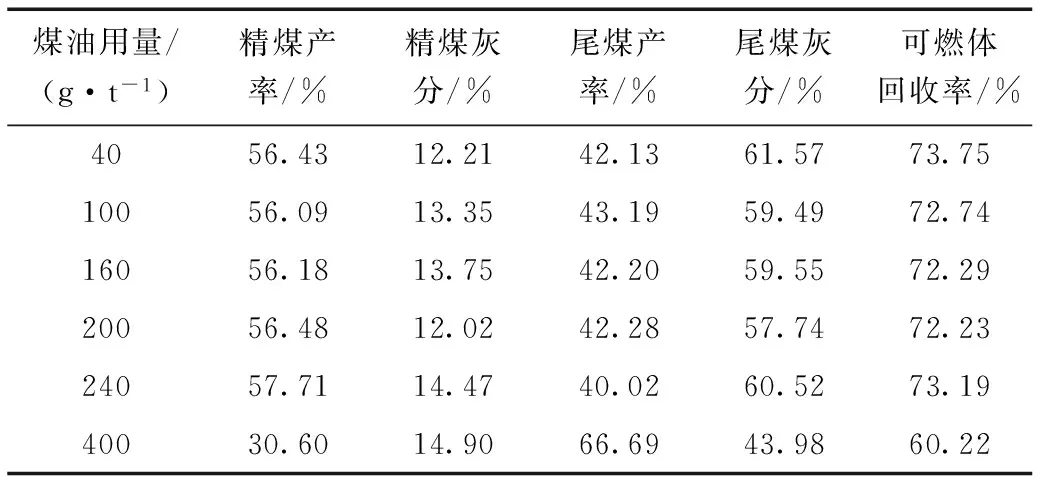
表2 捕收剂原柴油用量对浮选的影响
因此,调整起泡剂种类为仲辛醇,捕收剂仍然用原柴油,浓度为80g/t,结果如表3所列。可见仲辛醇用量越大,精煤产率越高,灰分也增高。因此,选用40g/t时,精煤灰分低于该厂所要求的12.00%,此时精煤产率为47.12%。
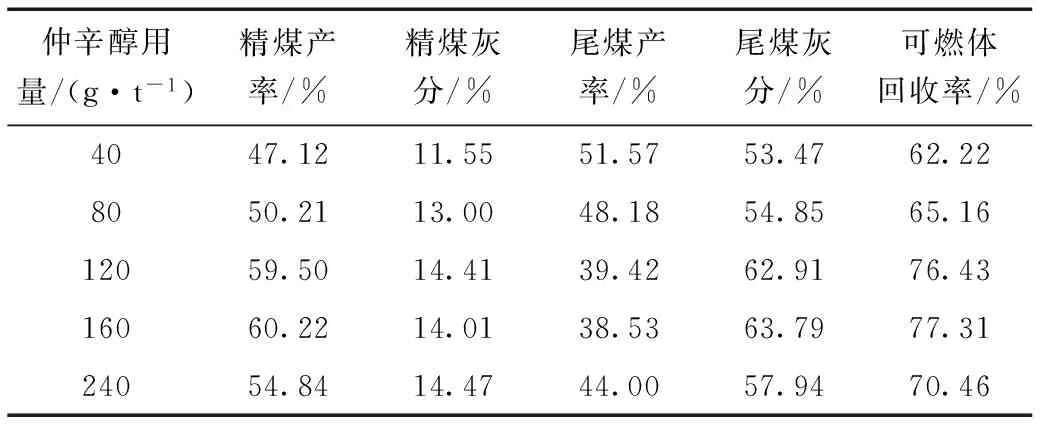
表3 起泡剂仲辛醇对浮选的影响
通过比较发现,捕收剂采用80g/t原柴油,起泡剂采用700g/t二号油时,浮选精煤产率最高,为51.74%,灰分为11.28%,也达到该厂要求。
2.3矿浆浓度对浮选的影响
在考察药剂用量的基础上,考察了矿浆浓度对浮选效果的影响,浓度变化范围为70 g/L到110 g/L,结果(表4)发现当浓度为90 g/L时,产率最高,达49.74%,灰分也达到要求,为11.46%,此时为嘛灰分最高,达49.32%,可燃体回收率也最高,为66.42%。
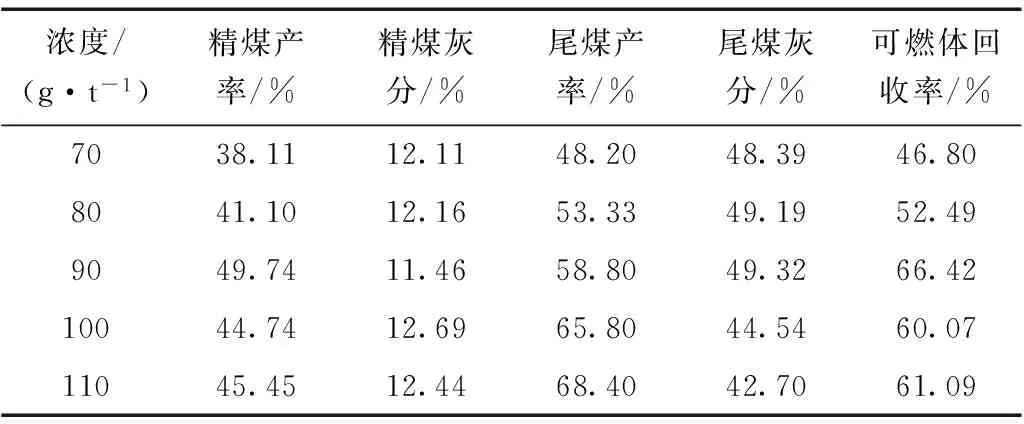
表4 矿浆浓度对浮选的影响
2.4浮选机搅拌速度对浮选的影响
最后考察了浮选机的三个不同转速对浮选的影响,转速分别为1600 rpm,1800 rpm和2000 rpm,结果发现,随着转速的增加,精煤产率呈增加趋势,由37.49%增加到53.15%,转速为1600 rpm和2000 rpm时,精煤灰分均超过12.00%,当转速为1800 rpm时,精煤产率为11.46%,此时可燃体回收率为66.42%。
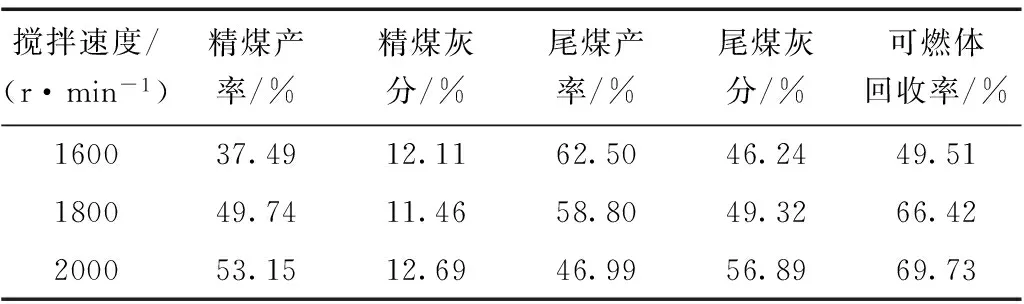
表5 搅拌速度对煤泥浮选的影响
3 结 论
(1)该洗煤厂煤泥中,-0.045 mm 的含量占55.13%,灰分为46.36%,属于高灰细粒煤泥。
(2)当捕收剂为原柴油(80g/t),起泡剂为二号油(700g/t),矿浆浓度为90 g/L,刮泡时间为3 min时,浮选工艺最优,此条件下浮选精煤产率为49.74%,灰分也达标,为11.46%。
[1]刘炯天,樊民强.试验研究方.2版[M].徐州:中国矿业大学出版社,2011.
[2]解维伟.煤乳化浮选药剂的制备与应用机理研究[D].北京:中国矿业大学,2009.
[3]沈丽娟,赵勇,陈建中.极高细泥含量难浮煤泥浮选试验研究[J].煤炭工程,2013(12):103-108.
[4]纪长顺.浅谈煤泥的采制方法[J].江西煤炭科技,2014(2):781-80.
[5]夏灵勇,佟顺增,桂夏辉.高灰细泥对煤泥浮选影响的试验研究[J].选煤技术,2010(5):15-18.
Primary Study of Slime Flotation on Some Coal Preparation Plant in Liupanshui*
ZHANG Meng-xue,YANG Rong,SHI Ye-qin,SHU Wei,LI Lu-lu,SHI Kai-yi
(Department of Chemistry and Chemical Engineering,Liupanshui Normal College,Guizhou Liupanshui 553004,China)
Focused on some coal slime in Liupanshui,after coal analysis,flotation reagents were explored.Results showed that when diesel was chosen as collectors,with concentration of 80g/t,terpineol was used as frother,with concentration of 700g/t,and 90g/t slurry concentration,flotation machine aeration was 0.2 m3/min,speed of impeller was 1800 rps,blow bubble time was 3 min,yield of clean coal reached 49.74%,with ash 11.46%.
slime; flotation; collectors; frother
创新创业训练计划项目(201210977002);六盘水师范学院科技创新团队(LPSSYKJTD201401);六盘水师范学院大学生项目(LPSSYYDXS1409)。
张梦雪,女,六盘水师范学院在读本科生。
石开仪,男,博士,副教授,从事洁净煤技术方面教学研究工作。
TQ530
A
1001-9677(2016)06-0050-02