火电机组DEH控制系统故障原因分析及功能优化
2016-09-01白会平大唐甘肃发电有限公司甘肃兰州730050
白会平(大唐甘肃发电有限公司,甘肃兰州730050)
火电机组DEH控制系统故障原因分析及功能优化
白会平
(大唐甘肃发电有限公司,甘肃兰州730050)
讨论了火电机组DEH控制系统的设备现状及故障现象,从控制系统调节阀、控制信号、位置反馈装置、电液伺服阀、控制驱动卡等设备的工作原理和应用情况出发,深入分析了产生故障的原因,制定了优化措施及解决方案,对同类机组具有较强的指导和借鉴意义。
火电机组;DEH系统;故障分析;解决方法
1 引言
常规火电机组DEH系统的每个调速汽门由智能型阀门伺服控制驱动卡、信号高选卡、电液伺服阀、油动机、阀门位置反馈LVDT组成的控制回路来完成控制。随着DEH系统工作方式的不同,不同方式的负荷设定值经选择和处理后,送至DEH负荷控制系统进行计算和输出,再经DEH的阀门管理程序转换成高压调节阀的开度需求信号,并从单阀和序阀控制方式中选择一种方式,通过数字式阀位伺服控制器和控制驱动卡件去控制相应调节阀的开度需求指令,完成整套系统的调整。
2 DEH控制回路的组成及原理
2.1控制驱动卡
控制驱动卡是阀门控制的核心部分,同控制处理器和信号反馈传感器(LVDT)组成控制回路。控制处理器完成对阀门控制指令的计算输出,控制驱动卡和从LVDT差动线圈来的信号比较,输出给定电流(4~20mA)经电流/电压转换后,将其电压与LVDT反馈电压的偏差进行PI调节之后,输出±27mA的电流去控制电液伺服阀来驱动油动机。控制驱动卡原理框图如下:
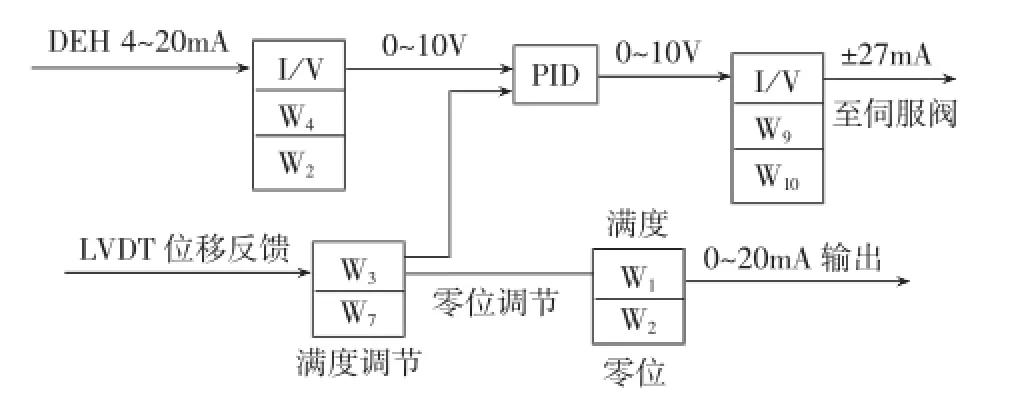
图1 控制驱动卡原理框图
2.2信号高选卡
信号高选卡也是阀门控制的核心部分,每台阀门有两组LVDT反馈线圈,两组线圈的输出信号经过信号高选卡高选。LVDT差动线圈由一对初级线圈和次级线圈组成,在次级线圈中感应的信号经高选卡,信号转换为阀门的位置反馈信号。高选卡输出两路17V,1000Hz的正弦波信号供LVDT使用,并将两路LVDT反馈信号经高选后送达控制驱动卡。
2.3电液伺服阀
喷嘴挡板式伺服阀的电磁部分是永磁式力矩马达,由永久磁铁、导磁体、衔铁、控制线圈和弹簧管组成。液压部分是结构对称的2级液压放大器,前置级是双喷嘴挡板阀,功率级是四通滑阀。滑阀通过反馈杆与衔铁挡板组件相连。该喷嘴挡板式伺服阀的优点是灵敏度高,动态响应快,线性度好,其缺点是容易被脏物堵塞,抗污染能力差,对油液的洁净度要求高。射流管式伺服阀的优点是抗污染能力强,可靠性高,压力效率和容积效率高,寿命长,不会引起零漂,其缺点是零位泄漏量稍大,低温特性差,频率响应低,但足以满足汽轮机调节保安系统的需要。
2.4反馈传感器
信号反馈LVDT传感器反馈在阀门伺服控制回路中是一重要信号,该信号直接关系到控制系统的可靠性。LVDT差动线圈由一对初级线圈和两对次级线圈组成,LVDT的结构由铁心、衔铁、初级线圈、次级线圈组成,初级线圈、次级线圈分布在线圈骨架上,线圈内部有一个可自由移动的杆状衔铁。当衔铁处于中间位置时,两个次级线圈产生的感应电动势相等,此时输出电压为0;当衔铁在线圈内部移动并偏离中心位置时,两个线圈产生的感应电动势不等,有电压输出,其电压大小取决于位移量的大小。
3 DEH控制系统调阀常见故障分析
DEH系统故障一般可分为控制类故障和机械类故障两大类。控制系统故障主要是来自控制信号、位置反馈LVDT、电液伺服阀、控制驱动卡和信号高选卡的故障,也括包调节阀故障或机械卡涩、油质污染等。
3.1控制卡件故障原因分析及解决办法
控制驱动卡故障主要包括DCS通讯中断、控制驱动卡烧坏、显示故障偏差报警、停止运行、控制驱动卡调整电路异常、驱动电压不正常、综合放大回路异常等。信号高选卡故障主要包括信号零漂度大、无电压输出、无高选作用、卡件损坏、LVDT偏差报警、LVDT初级线圈调制解调电压异常、LVDT初级线圈调制解调频率不正常等等。上述现象均可确定为控制卡件故障,首先确定该控制驱动卡的故障是否可以通过在线调整解决,如无法调整,确需更换时,必须确保机组运行的安全及负荷的稳定,即防止产生阀门突然全开或全关。如在线更换控制驱动卡时,必须在低负荷机组工况允许情况下,应按以下方法进行:在工程师站把DEH控制驱动卡模块转入手动控制模式,通过手动控制故障阀门指令手动缓慢关闭到全关。当控制驱动卡控制的阀门处于全关位置,且DEH输出指令为0时,可将机组DEH控制切换至手动位置,然后拔下该控制驱动卡,确认新的控制驱动卡型号、跳线及软件版本与原控制驱动卡相同。按照控制驱动卡LVDT调整方法,整定零位、满度、放大倍数及偏置电压等。确认控制系统工作正常、状态正确、跟踪良好后,转入自动模式。当该控制驱动卡控制的阀门不处于全关状态或DEH输出指令不为0时,必须通过阀门全行程试验,强制DEH指令使阀门开度逐渐归到0后,再更换控制驱动卡。此时,可考虑投入功率回路,在关小阀门过程中,负荷维持稳定后,再将阀门手动全关后进行处理。
3.2LVDT反馈线圈故障分析及解决办法
LVDT常见故障主要包括反馈线圈品质不好、线性度差、耐高温差、零漂度大等等。在线更换故障LVDT时,必须确定第二根LVDT正常,能够保证机组安全运行,更换过程中不能造成机组负荷大幅度波动。在工程师站把DEH控制驱动卡模块转换为手动模式,将驱动卡模块输出指令手动缓慢关闭,并就地关闭该控制阀门的DEH油高压入口门。强制设定该调门输出指令为0,使阀门全关。检查LVDT及控制驱动卡工作正常,该调门指令反馈正常后投入自动,逐渐将该调门开至其原来位置。
3.3调节阀晃动、振荡原因分析及解决办法
在输出指令不变的情况下,油动机反馈信号发生周期性的连续变化,称之为调节阀油动机晃动,在汽轮机运行的情况下,最常见最复杂的故障就是调节阀油动机晃动故障。油动机晃动的幅值有大有小,频率有快有慢。产生油动机摆动的原因主要有以下几个方面:一是热工信号问题。当两只位移传感器发生干涉、驱动卡输出信号含有交流分量或伺服阀信号电缆有某点接地时均可能发生油动机摆动现象。二是伺服阀故障。当伺服阀接收到指令信号后,因其内部故障产生振荡,使输出流量发生变化,造成油动机摆动。三是阀门突跳引起的输出指令变化。当某一阀门工作在一个特定的工作点时,由于蒸汽力的作用,使主阀由门杆的下死点突然跳到门杆的上死点,造成流量增大,根据功率反馈,DEH发出指令关小该阀门。在阀门关小的过程中,同样在蒸汽力的作用下,主阀从门杆的上死点突然跳到门杆的下死点,造成流量减小,DEH又发出开大该阀门指令,从而导致晃动。
调节阀出现晃动,首先判断是软件系统引起的晃动,还是控制驱动卡故障引起的故障。把调门对应的驱动卡模块强制手动,如阀门不晃动,则是DCS系统引起的晃动;如阀门晃动,则证明是控制驱动卡或LVDT反馈线圈故障。关于DEH油压不稳定,波动引起阀门的晃动,主要是由于泵的调节装置动作不灵活造成的。当调节阀阀芯出现卡涩或摩擦阻力增大时,不能及时将泵出口压力信号转换成推动机构的推力,造成泵流量调整滞后于压力变化,使泵输出压力波动。此时可拆下调节阀并解体,清洗相关零件,检查阀芯磨损情况,复装后一般可消除该阀故障。当阀门出现晃动时,可调整控制驱动卡积分时间,如果控制驱动卡积分时间调整无效,则可降低比例倍数。
3.4电液伺服阀故障分析及解决办法
DEH系统普遍采用磷酸酯抗燃油,在使用过程中极易劣化,主要表现为污染颗粒度的增加和酸值升高。DEH系统用抗燃油一般要求达到MOOG2级,酸值KOH应小于0.2‰。抗燃油污染颗粒度增加,极易造成伺服阀卡涩,同时还会使阀芯磨损、泄漏增加。因此,要定期更换油路滤芯,清理变质油,同时要定期更换液压油,加强液压油的管理,必要时更换清洗伺服阀,定期检查或更换电气信号端口,紧固接线端子以防止其松动,还应检查连线以防止其接触不良。
4 结束语
本文对火电机组DEH控制系统的设备组成及主要故障进行了原因分析,对优化和解决方法进行了论述。所论述的故障及处理方法都是在机组运行和调试的实践中总结和验证的,是切实有效的。当然,关于DEH控制系统的故障点及处理方法,还需要我们在实践中不断摸索,以不断优化DEH控制系统的调节品质。
白会平,男,现就职于大唐甘肃发电有限公司安全生产部,长期从事发电企业设备检修及生产技术管理工作,多次担任科技成果评审专家参与科技成果评审,主要研究方向为发电自动化及自动控制技术。
Fault cause analysis and function optimization of
DEH control systems of thermal power units
BAI Hui-ping (Datang Gansu Power Generation Co.,Ltd.,Lanzhou 730050,China)
The equipment status and fault phenomenon of the DEH control systems of thermal power units are discussed.Starting from the studying of the working principles of the regulating valve,the control signal,the position feedback device,the electro-hydraulic servo valve and the control driving card as well as the applications of the control system,the fault causes are analyzed,and the function optimization schemes are given.It has well guidance and reference to the similar power generating units.
thermal power unit;DEH system;fault analysis;solution
TM611
A
1005—7277(2016)01—0029—03
2015-10-30
