基于数控加工的旋转锉设计制造研究
2016-08-27唐登杰桂林机电工程学校541004
◎唐登杰(桂林机电工程学校 541004)
基于数控加工的旋转锉设计制造研究
◎唐登杰
(桂林机电工程学校 541004)
阐述了旋转锉有别于一般回转铣刀的设计、制造中的刃口设计、沟槽、砂轮设计原理及相关几何模型,并就二轴联通数控加工这类刀具的相对进给,实得刃口及后处理的原理、模型展开探讨,得到了较为理想的模拟结果和有价值的结论。
数控加工;旋转锉;设计制造;刃口
前言
特种回转刀具是加工复杂工件表面的重要工具,且已广泛的应用到航空、航海、汽车等相关的制造业中,同时在其研制中仍有不少难题,如设备费用昂贵等,一般要用三、四轴联动CNC加工设备,产品的成本居高不下;再者,在刃口曲线采取与轴线成定角的定义时,在接近球头铣刀的球鼻端部与带角圆的端面附近,无法设计出此定义之刃口曲线等[1-3]。作为回转铣刀加工复杂曲面后,精加工这类复杂曲面的工具-旋转锉,一方面,它本质上是回转铣刀,因其刃口必须在回转面上,另一方面,它又有别于回转铣刀的某些特性,因此,有必要针对旋转锉的加工设计问题加以探讨。
旋转锉作为精加工的重要工具,常用于精加工精密模具等表面为复杂曲面的工件。它的设计与制造原理与一般铣刀有相似性,又有其特殊性[4-5]。本文主要探讨旋转锉与一般铣刀的设计、制造中的刃口曲线、沟槽曲面、砂轮盘锥角设计及相关几何模型的差异,并针对三轴联动CNC加工这类 具的相对运动进给及实得刃口曲线展开探讨。
一、 刃口设计及其特殊点
以旋转锉的刃口作为回转曲面的斜驶线,螺旋线与球面经线夹定角该条螺旋线即为斜驶线,其刃口设计与回转铣刀有共同的特点,就是均在回转面上,回转面之方程如下[6]:


同样可推导出与轴线(δrs={0,0,1})成定角 以及等螺距刃口曲线应当满足的微分方程为[8]:

显然,当 u>sinϕ时,并不存在与z轴成定角p的刃口,以上是与回转铣刀具共通性的刃口设计问题及相关几何模式[9]。
特殊性主要表现在带横刃的情形如图1所示的情况下,多个刃口同时交于两点,且两点间联机为球面上的平面圆弧横刃,一般设计中各刃口曲线用平面与球面的交线来设计。
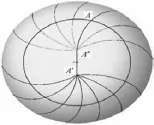
图1 旋转锉刀刃曲线,具横刃
其相应之几何模式在文献中并未导出,只说明了刃口形态。

图2 旋转锉平面刀刃曲线相对位置与坐标
因此,本文针对此一特殊点探讨处理。假设任一刃口自半径为RA的圆(即f( u)=RA)起用平面刃口并分别交于A'和A'',并设刃口曲线在该点坐标(xA,yA,zA),若刃口前角为,则如图2不难求出以 为前角过直线 AA'(或AA''),与原刃口光滑连接的平面刃口所在平面方程式,若为:,

过A作Z轴垂线交Z轴于B,则B点坐标为(0,0,ZA),在过B点垂直于Z轴的平面上,在过B点垂直于Z轴的平面上作AC与AB成;角交AC的垂线BC于C,则C点坐标若记为(xc,yc, zc),则有zc= zA,而且有∶
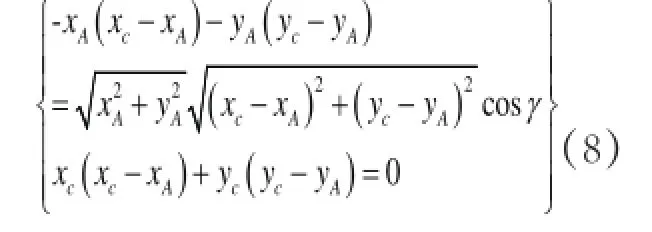
解出xc和yc,则平面方程可根据以下方程得到:

且为

(10)式与(5)式代入(1)式所得球面的交线为平面刃口曲线。显然,对图1中不同的刃口曲线上不同的A点,由坐标切线 的分量不同,方程(9)中具体值不同,便有不同的平面刃口[10]。
二、 砂轮盘杂角设计
由于旋转锉的同一截面上沟槽较多,多用于精加工,主要是刃口起作用,排屑槽并不重要,一般的沟槽由盘状砂轮磨出,如图3所示之沟槽截形。因此关键是砂轮盘锥角的设计问题。

图3 沟槽截形曲线
事实上,由于砂轮与沟槽接触线比较复杂,需首先设定砂轮盘锥角α , 只由模拟结果再来调整α值,如此显然并不理想,因为各个截面的半径 f( u)是变化的,α 对某截面是适宜,但对于某些截面却又不太相宜,本文以砂轮大端圆面磨制前刀面,锥面磨制容、排屑槽。先计算出最大截圆的各沟槽对应弦长[11]。

,即:

若此时取槽深为h ,则可得
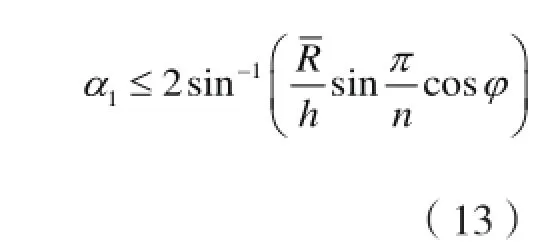
若 α1角稍小,就不会产生过切,但却产生另一问题,即发生残留回转面,此问题可通过处理程序得到改善[12]。
三、 实得刃口曲线
置砂轮于沟槽中,选定砂轮与锉刀相对位置关系如图4所示。
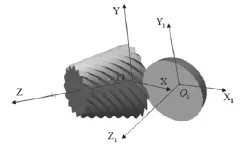
图4 坐标系统s与S1的相对位置

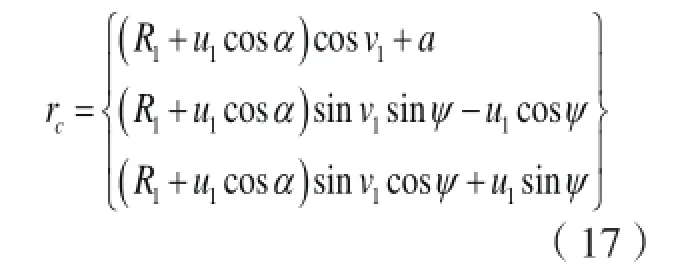
式中,R1为砂轮大端面半径。在坐标系S1下,砂轮廓面方程为:

而以S1到S坐标系下坐标转换式为

于是,砂轮廓面在S坐标系下之方程为
考虑径向运动对其影响只有xS坐标,回转运动只影响xs,ys坐标,轴向运动只影响z坐标,于是有

连同包络条件
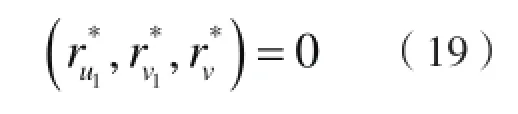
便可求出实得沟槽曲面。给定u1序列值和v值(du/dv定)可由式(18)求出v1=π±vε
具体值。再代入式(19)便可求出沟槽上瞬时一条曲线,连续取,再求方程(1)与之交线,便可求出实得刃口和后刀面另一曲线。关于砂轮盘锥角α1取得小于计算值,这另一曲线与相邻另一沟槽对应之刃口曲线有微小距离,这两曲线围成之区域正式砂輪未磨及区域,即是残留回转面区域,因此要作后处理,此后处理程序将为本研究后续之研究工作[13]。
四、 结论
显然旋转锉从设计到制造均比一般回转铣刀简单,因而针对这方面的研究较少,然而如前所述,本文先建立数学模型,而后进行后处理程序。不仅可以提升精加工功能,且可确保工件质量。
本文建立旋转锉理想刃口曲线、实得刃口曲线与沟槽曲面之通用数学模式,避免回转面产生过切,建立优化砂轮盘锥角范围。
[1] JUNG Hyoun-Chu, HWANG Jong-Dae, PARK Ki-Beom. Development of practical postprocessor for 5-axis machine tool with nonorthogonal rotary axes[J]. Journal of Central South University of Technology, 2011,23(01):12-21.
[2]唐义锋,陈新华,周忠旺,赵俊生,冯辉,罗斌. 球面与柱面结合的旋转锉数控加工方法研究[J]. 制造业自动化,2010,42(08):43-49.
[3]郑飂默,林浒,盖荣丽. 基于通用运动模型的五轴机床后置处理[J]. 计算机集成制造系统, 2010, 46(05):72-77.
[4]刘鹄然,赵东福,宋德玉. 倒锥形旋转锉的简易加工[J]. 机械制造与自动化, 2011, 37(06):31-37.
[5]刘鹄然, C.Y.Chan. 球型旋转锉的最简加工[J]. 机械制造与自动化, 2013,49(04):12-18.
[6]刘鹄然,赵东富,宋德玉. 旋转锉加工的半成形法[J]. 机电工程, 2015, 27(10):42-47.
[7]刘鹄然,赵东富,楼少敏. 分区型复合旋转锉的成型原理与数控加工[J]. 机械制造与自动化, 2015,29(04):17-23.
[8]赵东林,方凯,钱伟. 数控系统G代码解释器的设计与实现[J]. 制造业自动化, 2015,33(01): 19-25.
[9]王心光,傅建中. 虚拟数控加工中G代码编译器的研究[J]. 组合机床与自动化加工技术, 2015,53(06):52-57.
[10]赵军,张冠伟. 基于IPC的旋转锉数控刃磨系统的开发[J]. 现代制造工程, 2014,39(06):71-73.
[11]Yaman Boz, Ismail Lazoglu. A postprocessor for table-tilting type five-axis machine tool based on generalized kinematics with variable feedrate implementation[J]. The International Journal of Advanced Manufacturing Technology, 2013,107 (9):133-139.
[12]Rong Shean Lee,Yan Hong Lin. Development of universal environment for constructing 5-axis virtual machine tool based on modified D-H notation and OpenGL[J]. Robotics and Computer Integrated Manufacturing, 2012, 49(3):91-97.
[13]Chen-Hua She, Zhao-Tang Huang. Postprocessor development of a five-axis machine tool with nutating head and table configuration[J]. The International Journal of Advanced Manufacturing Technology, 2012, 12(1): 37-48.
