关于设计考虑封头工艺减薄量的必要性探讨
2016-08-23于太安刘爱玲李富强
于太安 刘爱玲 李富强
(1.张家口三北·拉法克锅炉有限公司,河北 张家口 075000;2.张家口特种设备监督检验所,河北 张家口 075000)
关于设计考虑封头工艺减薄量的必要性探讨
于太安1刘爱玲1李富强2
(1.张家口三北·拉法克锅炉有限公司,河北 张家口 075000;2.张家口特种设备监督检验所,河北 张家口 075000)
以标准椭圆封头为例,围绕封头工艺减薄量对压力容器的设计制造带来的不利影响,提出在设计时考虑封头工艺减薄量的必要性进行了深入的探讨.
压力容器;标准椭圆封头;工艺减薄量
1 前 言
标准椭圆封头是压力容器的主要受压元件,其成形过程中,都会涉及局部厚度减薄的问题,由于考虑到制造单位的制造方法和技术水平有差异,对于工艺减薄量均由封头制造厂来自己确定,封头制造厂只考虑封头的最小成型厚度满足图纸的设计要求即可,没有考虑封头投料厚度对封头设计和制造过程中带来的不利影响,从而给压力容器的安全运行带来许多隐患.
2 现有标准凸形封头投料厚度的计算
根据HG/T20580-2011《钢制化工容器设计基础规定》,封头各种厚度间的关系如下图所示:
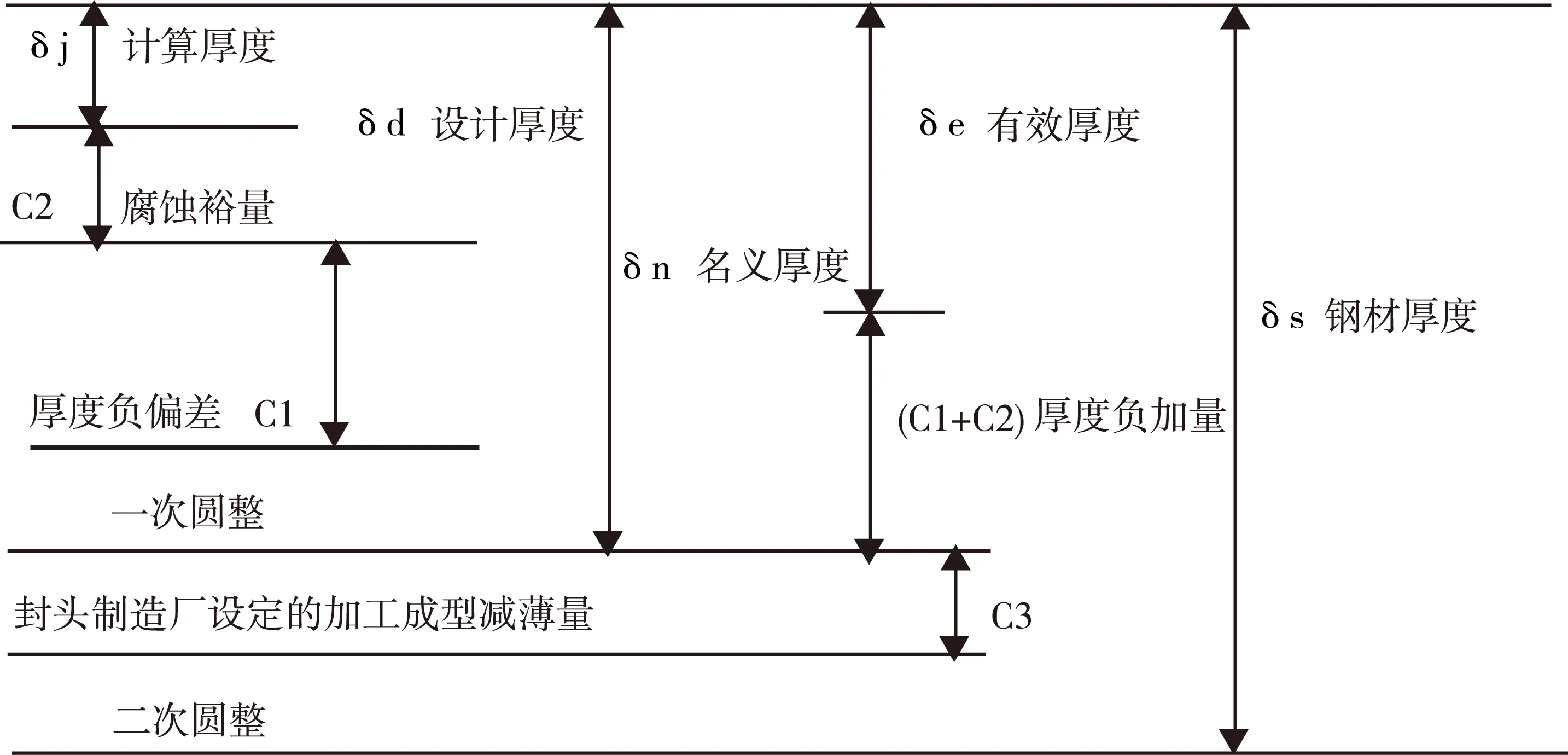
图1
3 工艺减薄量C3由制造厂考虑带来的问题
凸形封头的成形加工制造方法有热冲压、冷冲压、热旋压、冷旋压等,由于不同尺寸,不同材料,不同加工方法有不同的减薄量C3,这在专业封头厂有详细的技术资料,由封头制造厂考虑制造工艺减薄量C3合情合理,但是由制造厂考虑工艺减薄量C3将会带来如下问题:
(1)可能出现封头的强度不能满足设计图样的要求.随着钢板厚度的增加,材料的许用应力逐渐下降,在某些规格的钢板可能出现跳档,如:Q245R,150 ℃时δ=16 mm时,其许用应力[σ]=140 MPa,而δ=18 mm时,其许用应力[σ]=133 MPa,详见GB150.2-2011中表2.
(2)可能出现封头的使用温度下限不能满足设计图样的要求.随着钢板厚度的增加,材料的使用温度下限逐渐提高,在某些规格的钢板可能会出现跳档,如:Q245R,钢板厚度δ=16 mm时,其使用温度下限为-10 ℃,而δ=18 mm时,其使用温度下限为0 ℃.详见GB150.2-2011中表4.
(3)可能出现封头钢板的交货状态发生改变,例如,Q245R,厚度δ=36 mm时,钢板的供货状态一般热轧,而当厚度δ=38 mm时,钢板的供货状态必须为正火,详见GB150.2-2011中4.1.1条.
(4)可能出现封头钢板的超声检测要求发生改变,例如对于GB150.2-2011中第4.1.8条要求,容器介质的毒性程度为极度或高度危害时,δ=10 mm的钢板不要求超声检测,而δ≥12的钢板要求超声检测.
(5)由于设计图样中,筒体与封头的对接接头形式是以封头和筒体的名义厚度进行设计的,而封头的投料厚度大于等于名义厚度,通常对于加厚的封头要进行削边处理,一方面增加制造成本,另一方面增加筒体与封头的几何不连续程度,从而引起应力集中.
(6)由于设计图样中,封头上的接管与封头的对接接头型式是以封头的名义厚度进行设计的,而封头的投料厚度大于等于名义厚度,可能引起接头型式不符合设计图样的要求.例如,封头名义厚度δn=16 mm时,可适用GB 150.3-2011附录D中,附图D.4的;而δn=18 mm时,则附图D.4的不符合要求.
本文针对航测法生产大比例尺地形图时数学精度容易超限的现象,提出了把最终成果的精度分解为每个环节的精度,使质量可控。事实证明,只要影像合格、作业规范、检查到位,人为因素产生的误差较小,该方法可行。
(7)由于设计图纸上与封头连接的零部件,如吊耳、支腿,均以封头的名义厚度进行设计,而封头的投料厚度大于等于名义厚度,一方面由于封头厚度的增加,增加了容器的重量,从而影响吊耳、支腿的负荷,另一方面需要修改由于封头尺寸的变化,而引起吊耳、支腿与封头的局部尺寸的变化.
(8)由于封头的投料厚度大于等于名义厚度,有时会涉及到焊接结构的变化,从而引起焊接工艺、热处理工艺、无损检测工艺的变化,这些变化封头厂均没有详细考虑.
(9)对具有传热的夹套容器,由于封头的投料厚度大于等于名义厚度,从而影响传热效果.
4 工艺减薄量C3由设计者考虑的可行性
由于制造厂在考虑封头的工艺减薄量时,一般不会考虑上述内容对容器设计、制造带来的不利影响.为了避免上述问题,因此必须由设计者来考虑,具体考虑过程如下:
(1)根据相关标准,首先计算封头的最小成型厚度δn min,计算时要注意考虑,对于接管区除考虑壳体的设计厚度和腐蚀裕量外,还要考虑开孔补强所需要的厚度.
(2)参考封头的最小成型厚度,初步估计封头的投料厚度,然后根据封头的直径,查GB/T 25198-2010《压力容器封头》标准,可得封头成型的最大减薄量B%.
(3)利用下式计算封头钢板的投料厚度δs:
δs=δn min/(1-B%)+C1+Δ
式中:δn min:封头的最小成型厚度;
B:封头成型的最大减薄量;
C1:钢材的厚度负偏差;
Δ:圆整至材料标准规格的厚度圆整量;
(4)工艺减薄量C3按下式计算:
C3=(δs-C1)xB%
式中符号的含义同上.
(5)封头的有效厚度δe的计算:
δe=δs-C1-C2-C3
式中符号的含义同上.
5 结束语
(1)通过以上分析可知,设计者考虑工艺减薄量C3是可行的.设计者在图纸上分别标注封头的名义厚度和最小成型厚度(加括号),另外在技术要求中注明封头的名义厚度就是封头的投料厚度,就可避免由制造厂考虑工艺减薄量带来的许多问题.
(2)由于GB/25198-2010《压力容器封头》标准中,给出的是封头成形的最大减薄量,由于各个封头制造厂的工艺水平不一样,封头的减薄量也不一样,由设计者给出投料厚度对于水平高的封头制造厂可能会导致材料的浪费,但是,作者认为,随着封头制造技术的进步,可以通过修改GB/25198-2010《压力容器封头》标准中的最大减薄量的值来减少材料的浪费.
[1]GB150-2011.压力容器[S]
[2]GB/25198-2010.压力容器封头[S]
[3]HG/T20580-2011.钢制化工容器设计基础规定[S]
On the Necessity of Processing Reduction of Elliptical Head in Design
YU Tai-an1,LIU Ai-ling1,LI Fu-qiang2
(1.Zhangjiakou Sanbei·Rafako Boiler Co.Ltd,Zhangjiakou 075000,China;2.Zhangjiakou Special Equipment Supervision and Inspection Department,Zhangjiakou 075000,China)
Taking the elliptical head as an example,based on the negative influence of processing reduction in design on pressure vessel,the paper analyzes the necessity of processing reduction of elliptical head in design and how to eliminate the adverse impact by process reduction.
pressure vessel;elliptical head;process reduction
2015-12-05
于太安(1970-),男,高级工程师,从事锅炉压力容器设计和制造工作.
TH 12
A