高频焊接石油管的生产工艺探索
2016-08-23朱春华霍珍珍郭秀云马立勇
朱春华 霍珍珍 郭秀云 马立勇
(河北建筑工程学院,河北 张家口 075024)
高频焊接石油管的生产工艺探索
朱春华霍珍珍郭秀云马立勇
(河北建筑工程学院,河北 张家口 075024)
高频焊接石油管,主要应用在油田石油钻井,受力复杂,其化学成分、机械性能必须符合API5标准规定.针对J55、N80级钢,Φ73×5.5 mm、Φ139.7×7.5 mm高频焊接石油管的生产工艺进行了探索,制订了技术参数以及解决了实际生产中的技术难点.产品最终达到API5CT标准并满足了油田的使用.
高频焊接油管;J55 N80级钢;探索
0 引 言
高频焊接石油管,应用在油田石油钻井,把油管放入几千米深的油井中,在放入井下及固井过程中,主要承受外挤力,内压力.采用射孔方法固井管时还要承受射孔方法弹爆炸时产生的高温和大能量瞬时冲击载荷.所以对高频焊接石油管要求高强度,高韧性.化学成分、机械性能必须符合API5标准规定.
高频焊接油管在国外使用已经有多年的历史.以前在国内由于钢的冶炼,热轧技术未充分掌握,而没有生产J55、N80级石油管用卷板的材料.现在随着我国的冶炼技术水平的提高,国内几大炼钢企业已生产出合格的高频焊接石油管卷板.
1 技术要求和生产工艺
1.1根据API5标准制定生产标准
API5标准,如下表,以生产J55级钢油管为例
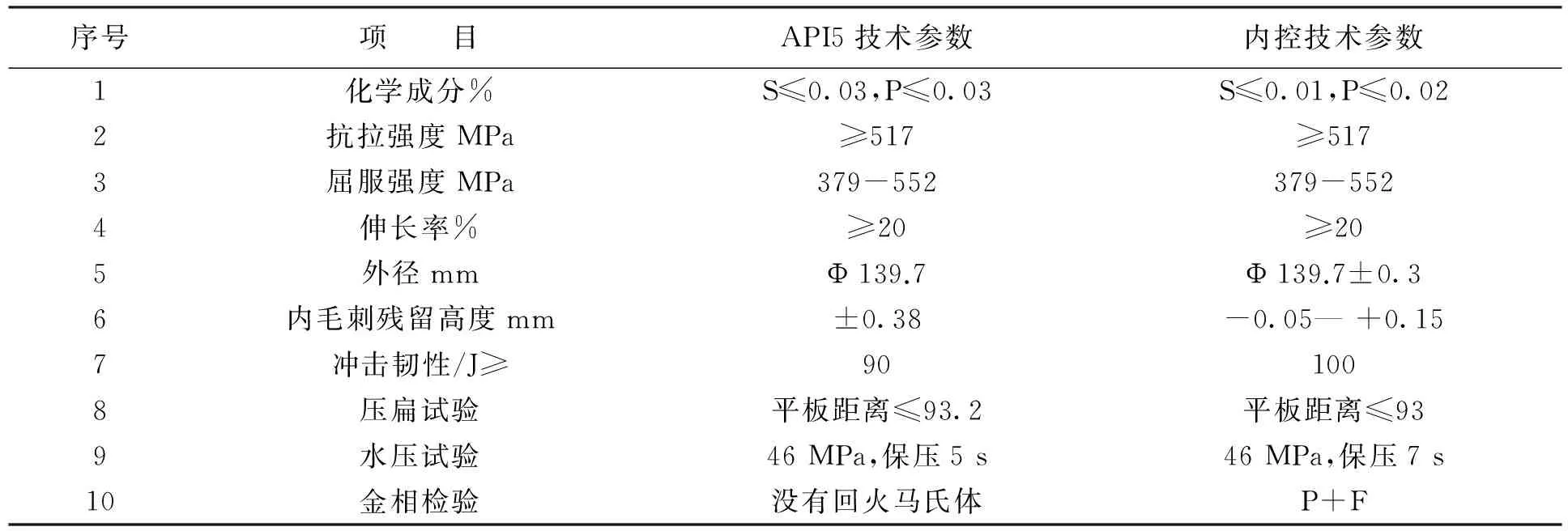
表1
1.2原材料(卷板)
优质的卷板是生产油管的前提条件,为此从宝钢集团购入J55、N80级钢的卷板,其合理的化学成分、优良的机械性能、精确的尺寸为生产高频焊接油管创造了良好的条件,现以生产J55级钢为例.J55级钢化学成分,机械性能见表2、表3
1.3设备条件和生产工艺:
设备采用西德引进Φ120排辊直缝焊管生产线
生产工艺:
预弯成型→排辊成型→精成型Ⅰ、Ⅱ→四辊挤压→EFD固态高频焊接→清内外毛刺→中频正火→空冷→水冷→定径→切断→检验,实验→合格品包装
↓
超声波探伤
↓
涡流探伤

表2 J55钢的化学成分 (质量分数)%

表3 J55钢的机械性能
1.4高频焊接的质量控制
①高频焊接油管采用一定规格宽度的平板钢板,通过辊子预弯成型、排辊成型、两架连续精成型,逐渐使平板成型为带开口的圆管坯,开口的圆管进入感应器两边缘,在高频集肤效应和邻近效应的作用下,使边缘温度瞬间达到1450 ℃以上进四辊挤压装置,在挤压力的作用下使熔化的金属熔合在一起.焊合后的钢管再进行中频加热正火来消除焊接应力.
高频焊接的特点是焊合区即焊缝熔化或半熔化全属的共熔(在挤压力作用下).在40倍光学显微镜下观察为焊缝熔合成为一条垂直亮线,热影响区为对称双曲线.焊合区有两个明显的特征,一是新凝固的或再结晶的晶粒.二是本身没有全属流线或其它方向性.
②焊合后的形态与焊接的工艺参数
金相试验可直接观看到焊合后的组织形态,可最直接地反映出焊接的状态.包括边缘的对接状态,焊接温度、速度,焊接的挤压力大小等.因此必须根据焊接时最佳组织状态来科学地制定高频焊接的频率,电流、输出功率.成型时各机架调整参数、焊接速度、挤压时钢管的尺寸等.
以前焊接原设备高频为电子管振荡,生产J55级钢,规格Φ139.7×7钢管时制定的工艺参数:
电子管高频参数:频率450 KHz 功率450 KW
生产时的工艺参数:
车速8-12 m/min,管坯两边缘进入挤压辊时,边缘为平椭圆状态近似于平行对接.水平直径140.7 mm、垂直直径139.7 mm
按上述工艺参数生产钢管后的金相试验报告:
焊缝熔合区组织粗大,中心有夹杂物,压扁实验平板距离为100 mm时焊缝全开裂.再次调整成型机、调整挤压力的大小、提高车速和温度配比.再生产取样压扁焊缝区平板距离在80 mm不裂.50 mm微裂,但不延伸扩大.30 mm微裂延伸不扩大.此时的压扁试验结果已超过API5标准值合格.但焊接质量的稳定性差,成材率只有50%-65%.
从设备、工艺参数进行改进、具体改进如下:
①把电子管高频更换成先进的挪威EFD固态高频机
主要参数:功率450 KW 频率150-250 KHZ(恒定自动调整) 功率固数0.95.
②机组设备重新设计成型辊的孔型,全部成型辊采用数控车床进行加工.
③改进内毛刺刀杆加长磁棒由原来300 mm加长到400 mm.增加感应区长度,提高焊接速度.
④对焊缝处夹杂物采取在焊接区域用高压气体吹,吹走焊接区域的冷却水.
⑤改动感应加热器与挤压辊中心之间的距离,原来100 mm现为140 mm.
⑥优化挤压力.
⑦采用半熔化焊接即温度在1380 ℃~1450 ℃
⑧制定合理热处理工艺,两感应加热器
第一台加热器温度为780±20 ℃,第二台为950±20 ℃,加热速度约为40 ℃/S,然后在生产过程自然冷却.冷却速度约为3 ℃/S经空冷后焊缝温度冷却约为360 ℃,进入水冷槽水冷.
改进后生产J55钢级,Φ139.7×7石油管金相观察:
熔合线清晰,宽度0.12~0.3 mm.热影响区略宽,焊缝中心部位的熔合区为细小的晶粒,铁素体加珠光体,无夹杂物.未发观有残余马氏体.与母材组织基本趋于一致,从而保证了熔合区的韧性.
通过上述金相检测结果分析:
固态高频频率比电子管高频底,因此加热层深度深,热影响区略宽,加热长度略长,焊接速度快了10 m/min.通过合理的挤压把熔合区的夹杂物挤出.因此熔合线进行了充分的熔合.金相实验达到比较理想的状态.产品合格率为88%-91%,完全达到API5的验收标准.在此状态下生产的钢管共200吨取样做压扁实验全部合格.
2 产品检测结果

①产品的化学成分 (质量分数)℅

② 产品的机械性能
③晶粒度和金相组织.
晶粒度11-12级 金相组织P+F
非金属夹杂物≤2级
3 结 论
以上产品J55 N80级钢,高频焊接油管焊缝牢固,经在线正火处理,焊缝及热影响区金相组织和母材相同,化学成分、机械性能、工艺性能符合API5标准.产品完全合格.
[1]赵熹华.焊接检验[M].北京:机械工业出版社,2007
[2]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002
Study on the Production Process of High-frequency-welding Oil Pipe
ZHU Chun-hua,HUO Zhen-zhen,GUO Xiu-yun,MA Li-yong
(Hebei University of Architecture,Zhangjiakou,075024)
High-frequency-welding oil pipe is mainly used in oil field drilling.With complex loading,its chemical composition and mechanical properties must meet API5 standards requirement.In this article,the production process of J55 N80 steel grade,Φ73×5.5mm and Φ139.7×7.5mm is explored and the technical parameters are formulated,which solves the technical difficulties in practical production.The products eventually reach the API5CT standards and meet demands of using in oil-field.
high frequency welding pipe;J55 N80 steel grade;development
2016-02-25
朱春华(1968-),女,教授,从事材料成形技术研究.
TG 4
A