柳钢冷轧1250mm轧机卡罗塞尔卷取机转盘过程控制
2016-08-08汤龙波艾新荇
汤龙波 艾新荇
(广西柳州钢铁集团有限公司 广西壮族自治区 545000)
柳钢冷轧1250mm轧机卡罗塞尔卷取机转盘过程控制
汤龙波 艾新荇
(广西柳州钢铁集团有限公司 广西壮族自治区 545000)
本文介绍柳钢冷轧1250mm酸连轧系统中卡罗塞尔转盘的过程控制,其中包括设备简介、卡罗塞尔转盘旋转的过程控制,其中包括旋转的角度计算、转盘传动、速度控制和转矩限幅等。卡罗塞尔转盘控制系统能实现连续卷取和自动旋转,极大提高轧机连轧效率。
卡罗塞尔转盘;传动;过程控制
1 前言
卡罗塞尔卷取机,又称双卷筒旋转式卷取机,是目前世界上最为先进的冷轧卷取机,应用于全连续的冷轧生产线。卡罗塞尔卷取机以高效、连续的方式卷取带钢,该设备在国外已得到广泛使用。柳钢冷轧1250mm冷连轧使用了卡罗塞尔卷取机。对卡罗塞尔转盘进行研究保持其旋转稳定性是为了能更好的提高生产效率和做好日常的维护工作。柳钢冷轧1250mm酸轧线卡罗塞尔转盘采用的是SIEMENS的6SE70变频传动系统、中国一重的设备以及意大利ANSALDO自动化控制系统。
2 设备简介
2.1 卡罗塞尔卷取机转盘结构
卡罗塞尔转盘主体结构(如图1)。
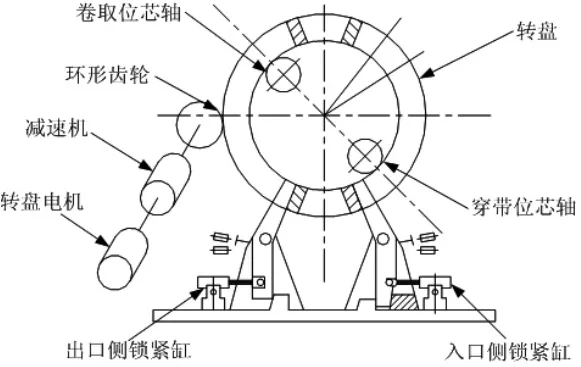
图1 卡罗塞尔卷取机传动结构图
卡罗塞尔转盘由大转盘、2个可涨缩转动的心轴、2个锁紧缸以及转盘的传动电机组成。
2.2 卷取机辅助传动
磁力皮带安装在卷取机的入口处,位于轧制线的下方,通过皮带助卷器摆动升降并移动,其上带有磁力皮带。当卷取机完成卸卷,转盘旋转180°,卷盘固定,穿带位置卷筒胀径,穿带位置外置轴承上升至上极限位置。当转盘自动旋转顺控序列时,皮带助卷器带动磁力皮带上升至极限位置并抱紧卷筒,卷取机准备穿带。当飞剪剪切完毕,皮带助卷器卷取建立张力后,电磁铁磁力皮带传动停止。皮带助卷器抱臂打开并带动磁力皮带后移,然后随皮带助卷器摆下。卷取机在穿带位置和卷取位置各配置一台外臂支撑,外臂支撑安装在操作侧。轧机在轧制时,外臂支撑处于应用状态支撑胀开的卷筒。当大盘需要旋转时外臂支撑收回,在大盘旋转到位之后外臂支撑上升轧机提速。卡罗塞尔卷取机卷取位置压辊包括上下压辊。在卷取甩尾时,压辊将带尾压紧在钢卷上,防止钢卷的外层带钢松开。
3 卡罗塞尔转盘旋转过程控制
3.1 卡罗塞尔转盘工艺过程
卡罗塞尔卷取机A,B芯轴在转盘上有两个相互对称的位置分别是穿带位和卷取位。转盘工艺旋转过程:上一卷带钢剪切完成后穿带位在线芯轴转动通过皮带助卷器卷取钢带→自动旋转条件满足或者手动旋转转盘→在线心轴到达卷取位以正常速度轧制。
3.2 卡罗塞尔转盘传动过程控制
卡罗塞尔转盘传动由SIEMENS的6SE70的变频装置与ANSALDO控制系统通过DP网络连接组合而成的。ANSALDO控制系统与传动装置之间通过Profibus通讯协议交换信息。ANSALDO控制系统发送两个控制字以及速度给定、转矩限幅和附加转矩给传动装置;传动装置发送两个状态字以及报警字、速度闭环控制的转矩给定以及在设备运行时的实际速度、实际转矩和实际电流。
卡罗塞尔转盘传动过程控制:CPU发送速度给定经过斜坡信号发生器→与编码器的速度反馈对比→速度调节器→转矩限幅→与电机反馈电流对比→经过电流调节器→信号放大之后控制电机转动。
3.3 卡罗塞尔转盘过程控制
卡罗塞尔转盘旋转有三种方式:手动、半自动和自动。手动旋转需要满足所有的连锁条件例如:皮带组卷器在低位,外臂支撑收回等等。半自动和自动旋转都需要满足旋转序列顺控连锁、旋转启动条件和永久条件的,区别只是在旋转时机不同。选择半自动旋转的时候由操作人员用按钮触发;选择自动旋转的时候当满足触发信号时自动旋转。
3.3.1 卡罗塞尔转盘位置控制
在自动和半自动的旋转之初要有转盘位置一个初始化标定的过程,即在两个心轴分别到达靠接近开关检测的卷取位和穿带位时标记为0°。在标定完成后转盘在需要旋转时会从0°旋转180°,即穿带位心轴到达卷取位。旋转的角度计算(见式1):

式中:θ-当前角度;n-当前电机实际转速;t-扫描周期响应时间;i为齿轮箱减速比;θ0-前一时刻角度;n-直接从电机增量式编码器的读数经过转换后得到的值。
3.3.2 卡罗塞尔转盘速度和转矩限幅
卡罗塞尔转盘有高转速大转矩的特点,即在尽量短的时间内产生比较大的力矩旋转到位。转盘主要以速度控制为主。在转盘旋转的过程中转盘速度分两个阶段给定:第一个阶段为快速正向转动,该阶段速度给定为当有快速正向转动命令后的经过限幅和斜坡时间的角速度(见式2)。当ω1<ωR1时角速度:

式中:ω1为转盘实际角速度;ωR1为第一阶段速度给定;ωmax为最大角速度;tmax最大斜坡时间;t为当有快速正向转动命令转盘从零速到达给定速度之间的时间,直到ω1=ωR1时角速度稳定。
3.4 转盘自动旋转顺控逻辑
转盘的自动旋转主要依靠判断接近开关到位等条件是否满足做转盘及其辅助设备的顺序控制,当条件满足时自动进行下一步动作。转盘顺控步骤:条件满足并且触发信号到来→校验启动条件重新标定转盘角度→穿带位外臂支持收回、打开两侧转盘锁紧缸→转盘开始快速正向转动→达到转矩限幅位置、两侧转盘锁紧缸关闭→转盘停止、卷取位外臂支撑应用、标定转盘编码器。整个转盘旋转顺控完成。
4 结束语
柳钢冷轧1250mm轧机设计速度能达到1200m/min,而卡罗塞尔转盘每次都能在很短的时间内完成的所有工作,保证了高强度的生产节奏。转盘过程控制的优化对轧制稳定性、生产连续性和增加企业的经济效益都有着至关重要的作用。
[1]张景劲.板带冷轧生产.冶金工业出版社,2008.
TG333
A
1004-7344(2016)03-0211-01
2016-1-6