LTCC生瓷切片机切刀组件的设计
2016-08-05王海珍张志耀
王海珍,王 宁,杨 卫,张志耀
(中国电子科技集团公司第二研究所,山西太原030024)
LTCC生瓷切片机切刀组件的设计
王海珍,王 宁,杨 卫,张志耀
(中国电子科技集团公司第二研究所,山西太原030024)
摘要:在LTCC切片工艺和原有切片机机构的基础上,提出了切片机新的关键技术,并重点分析了切片组件对生瓷片质量的影响以及刀具材料特性和结构设计,最后根据用户的反馈意见验证了机构的使用效果。
关键词:低温共烧陶瓷;切片机;切刀组件;生瓷片
低温共烧陶瓷技术是一种新型材料技术,它采用厚膜材料,根据预先设计的结构,将电极材料、基板、电子器件等一次性烧成,是一种可以实现高集成度、高性能电路封装的技术。LTCC多层基板具有布线层数高、布线导体方阻小、介电常数低、烧结温度低,热膨胀系数小等优点,已成为了一种理想的多芯片组件(MCM)用基板。
LTCC工序包括流延、切片、打孔、填孔等,切片是LTCC多层基板制造中的重要工序,将流延之后的生瓷带卷切成所需尺寸大小的生瓷片。生瓷片的质量直接影响后道打孔、印刷等加工工序的正常、有效运行。生瓷片的外形尺寸误差过大,打孔时会影响生瓷片定位甚至机械手无法吸附导致不能正常打孔,造成生瓷片报废;同时生瓷片的切口若残留瓷渣、表面有损伤会影响印刷精度。因此,尺寸精确、切边质量是LTCC得以顺利生产的必要前提。
1 生瓷切片机
切片机主要由放料装置、送带机构、切刀组件、生瓷片收集装置、电气控制系统以及气路控制器等组成,各部分相互独立并协调实现切片机的整个工作过程。图1为切片机的整机示意图,生瓷带卷通过送料机构输送设定的距离后,通过切刀组件切成所需尺寸,最后由生瓷片收集机构将其收集在料盒内。其中自动送带和切片技术是切片机的关键技术。送带的精度影响生瓷片的精度;切刀组件的性能决定了生瓷片的质量。本文主要论述切刀组件的设计。
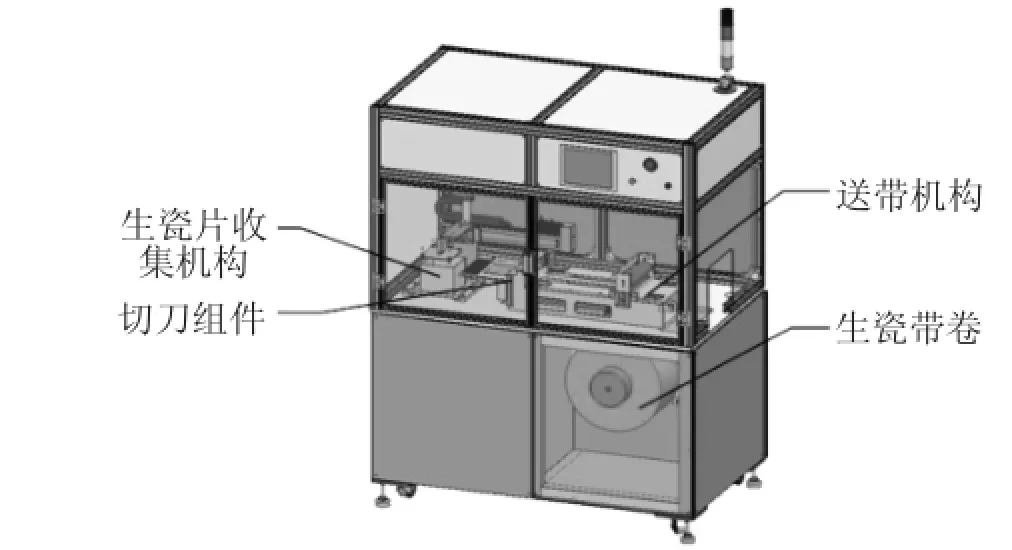
图1 切片机机构示意图
2 切刀组件设计
切刀组件是影响生瓷片的质量和切片机稳定运行的主要因素。设备的稳定运行不仅可以大大提高经济效益,同时降低了工人的劳动强度。
切刀组件在使用过程中要求:刀片经久耐磨且使用中无变形;机构便于装调、运行稳定、可靠。所以在设计时需要考虑的因素有:
(1)合适的刀具材料;
(2)结构简单、容易调试;
(3)尽可能减少紧固件的数量和安装的次数。
2.1 刀具材料的选择
适合的刀具材料是保证刀具稳定、高效运行的基本条件。生瓷带是由陶瓷粉和多种添加剂制成,由于材料自身的特殊性,在切片过程中会产生或多或少的瓷渣,对刀具造成严重的磨损。所以,在选择刀具的材料时首先必须考虑的是刀片的耐磨性。其次,刀片本身在切片过程中会产生一定的磨损,影响其切片效果,需重复加工使用,最后,切刀在使用时,由于所切材质比较软,冲击较小,所以在选材时应考虑其具有一定的韧性、良好的可加工性和经济适应性。
常用的刀具材料有工具钢(包括碳素合金钢、合金工具钢和高速钢)、硬质合金和其他超硬材料。
工具钢中常作为刀具材料使用的是高速钢,高速钢可加工性好,热处理变形较小,目前常用于制造各种复杂的薄刃和耐冲击的金属切削刀具。高速钢刀具可以加工从有色金属到高温合金的各种材料。
硬质合金是用高硬度、高熔点的金属碳化物粉末和金属粘结剂经高压成型后,再在高温下烧结而成的粉末冶金制品。硬质合金中的金属碳化物熔点高、硬度高、化学稳定性和热稳定性较好,因此,硬质合金的硬度、耐磨性、耐热性都很高,耐用度较高速钢几十倍;耐用度相同时,允许的切削速度远高于高速钢。
综合考虑,刀片选用硬质合金,经过热处理后,硬度可达到90~95 HRC。

图2 上刀和下刀的关系图
2.2 切刀组件的结构设计
切刀组件的结构设计从以下几步进行:
(1)刀片结构。考虑到刀片在磨损后继续加工重复使用,所以在设计切刀组件时刀片的结构比较厚,达到5 mm。
(2)刀片的安装。一组刀具由上下两个刀片组成,其中一个刀片固定,另一个刀片由上向下(或由下向上)运动固定的刀片发生贴合。由于所切材料比较软,在刀片安装时依据了剪刀的原理,上下两个刀片成一定的角度安装,经导向后呈一定角度发生剪切(如图2所示)。
(3)运动刀片的导向。传统的导向是通过导轨或轴承等导向体实现的,但由于此类导向体本身存在间隙,在后续的调试时影响刀间距的控制。这个结构中的切面导向选用了面与面之间的硬摩擦导向,即:先把刀片和与刀片硬度相当的导向板涂胶后用螺钉固定在同一个刀架上,静置3 h以上后再在磨床上进行导向面的精加工达到所要求的光洁度和形位公差,从而实现它们的共面性;运动刀架两侧,安装有两个L型的导向块,并在导向块与运动刀架之间放置一对滚针轴承减小摩擦,通过调整左右两个导向块与运动刀架之间的间隙,限制运动刀架左右晃动,从而保证其在运动时沿着气缸活塞的方向上下运动如图3、图4所示。

图3 刀片安装示意图

图4 刀片导向示意图
(4)运动刀具的驱动。切刀的上下运动由气缸来控制,气缸推力的大小不仅影响切片过程的正常运行,同时还会影响生瓷片的质量,选择合适的气缸对整个机构也非常重要。
(5)刀间距调整。刀片安装并加工完成以后,就是为适应不同厚度的生瓷片,调整上下两个刀片切削平面之间距离如图5所示。
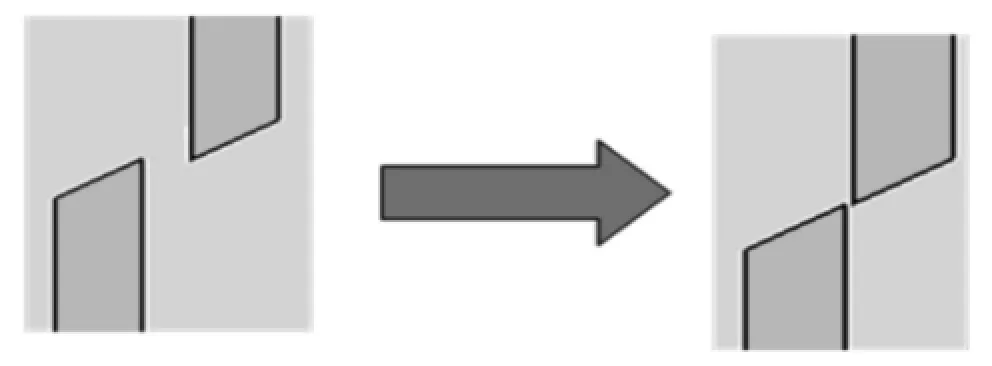
图5 上下刀距离调整图
刀具的调整装置左右各设两个调整螺钉,根据生瓷片的厚度来前后调整刀具,操作非常简单。上下两个刀片分别固定在两个刀柄上,由气缸带动上刀上下运行,两刀的运行导向平面通过加工精度保证,同时在其两侧置有平面滚针轴承进行导向。切刀面和运行导向平面的“共面”性,使调整过程中,上下两个刀片之间的间隙不会为负,从而消除在刀间距调整过程中出现的一种“打刀”现象。
3 效果验证
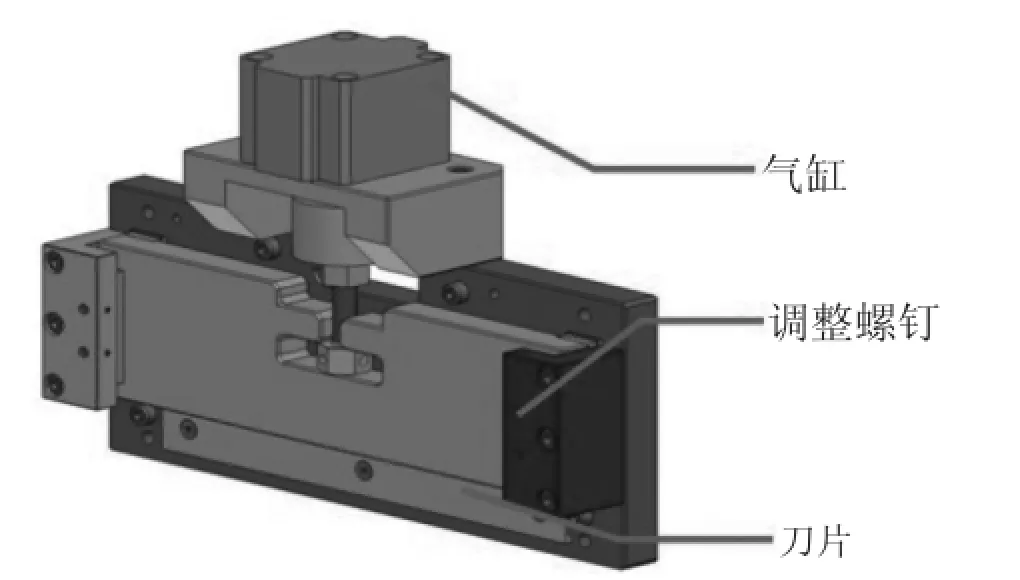
图6 切刀组件结构示意图
为验证此结构设计的效果,我们分别用0.05 mm、0.1 mm厚的PET膜,和厚度在0.5 mm以下的带膜生瓷片(背膜厚度小于0.1 mm)进行了大量实验,切片数量可达到百万次,切后生瓷片质量良好,无明显瓷渣。
4结论
设备经过客户6个月的使用,认为:这种切刀组件结构装调简单、使用效果良好;普通的操作工人通过简单的培训即可调试出较好的使用状态。这种结构的设计,大大提升了切片机的性能。
参考文献:
[1] 姬臻杰,王海珍,冯哲,等.LTCC工艺自动切片技术[J].电子工艺技术,2011,32(1):22-52.
中图分类号:TN305
文献标识码:B
文章编号:1004-4507(2016)07-0018-03
收稿日期:2016-05-10
Design of the Cutter Assembly for LTCC Slicer
WANG Haizhen,WANG Ning,YANG Wei,Zhang Zhiyao
(The 2thResearch Insitute of CETC,Taiyuan 030024,China)
Abstract:On the basis of introducing LTCC process and slicer structure,this paper presents the key technologies of slicer.And this paper focuses on the impact on the Green ceramic quality of the cutter assembly and focuses on material properties and structural design of cutting tool.Finally,we verify the effect of the mechanism based on user feedback.
Keywords:LTCC(Low Temperature Co-Fired Ceramics);Slicer;Cutter assembly;Green ceramic
