KmTBCr15Mo表面激光熔覆原位合成TiC-VC增强镍基熔覆层的工艺研究
2016-08-05丁阳喜殷晓耀廖芳蓉
丁阳喜,殷晓耀,廖芳蓉
(1.华东交通大学轨道交通学院,江西南昌330013;2.华东交通大学机电工程学院,江西南昌330013)
KmTBCr15Mo表面激光熔覆原位合成TiC-VC增强镍基熔覆层的工艺研究
丁阳喜1,殷晓耀2,廖芳蓉2
(1.华东交通大学轨道交通学院,江西南昌330013;2.华东交通大学机电工程学院,江西南昌330013)
利用横流CO2激光器,选用不同配比的钛铁粉(FeTi70)、钒铁粉(FeV50)、石墨和Ni60自熔性粉末在铸铁KmTBCr15Mo表面进行激光熔覆处理,通过原位自生法制备出TiC-VC增强相镍基涂层,并研究了激光熔覆工艺参数对熔覆层组织和性能的影响。结果表明:激光熔覆层的微观质量和耐磨性能与激光熔覆工艺参数密切相关,在优化的激光工艺参数(激光功率2.4 kW,离焦量30 mm,激光扫描速度250 mm/min)下获得的熔覆层耐磨性最好。
高铬铸铁;激光熔覆;耐磨性;激光工艺参数
渣浆泵普遍应用于冶金、矿山、化工等行业,是主要的输送浆体设备,其过流部件(涡壳、护板、叶轮)在含有硬质颗粒且具有腐蚀性的浆体作用下,存在极严重的磨损、腐蚀、表面剥落等问题。由于过流部件的穿孔、腐蚀甚至变形导致渣浆泵因失效而无法使用,因此渣浆泵又被称作为“星期泵”[1-2]。
激光熔覆技术是一种非常典型的表面工程技术,它具有其他表面工程技术无法比拟的应用前景。其最大特点是在不改变基材原有成分的基础上,在基材表面熔覆一层具有耐磨、耐腐蚀、耐高温等综合性能优良的涂层,且通过熔覆技术获得的涂层厚度仅为基材的几十分之一或几百分之一[3-4]。
本文拟采用激光熔覆技术在渣浆泵过流部件用材料表面原位合成TiC-VC复合陶瓷颗粒增强相的镍基熔覆层[5],以提高渣浆泵过流部件的耐磨性能,使应用到实际生产中的渣浆泵使用寿命能进一步提高,还可用于渣浆泵过流部件的绿色再修复工作,进而减少企业损失,提高经济效益。激光熔覆耐磨涂层的质量和性能除了与熔覆层粉末和基材的成分密切相关外,在很大程度上取决于熔覆工艺参数。所以要想在高铬铸铁表面获得耐磨性优良的涂层,必须选择优化的激光熔覆工艺参数。
1 试验材料及方法
激光熔覆基体材料为KmTBCr15Mo,其试样切割尺寸为50 mm×20 mm×10 mm。试验前对已切割好的试样经磨床磨削平整,然后用超声清洗机去除表面的杂质和油污,并自然晾干。试验用熔覆粉末采用钛铁粉(FeTi70)、钒铁粉(FeV50)、石墨(98%纯度,200目)和Ni60自熔性粉末等,钛铁、钒铁粉末的平均粒度为325目,Ni60自熔性粉末的粒度为200~300目,熔覆粉末均按试验要求进行配比,然后将配好的粉末放入混粉机中,在低速(速度控制在50 r/min)下旋转4 h使其均匀混合。采用预制粉末方式制备熔覆用涂层,然后将配制混合好的合金粉末与稀释的漆片酒精溶液调成糊状刷涂在试样表面,刷涂厚度控制在1.5 mm左右,并吹干备用。
利用TJ-HL-T5000型连续横流CO2激光器在纯度为99.99%的氩气保护下进行激光熔覆试验。用XHV-10002型自动转塔数显显微硬度计测量合金化涂层显微硬度,载荷100 N,加载时间10 s;用SM-6360LA型扫描电子显微镜(SEM)对熔覆试样断面组织进行观察;用Bruker D8ADVANCE型X射线衍射仪对制备的熔覆层成分和物相进行分析;用M-2000型摩擦磨损试验机进行耐磨性能测试,配磨材料为GCr15钢,摩擦时间1 h,旋转速度为180 r/min,载荷为800 N。
2 试验结果分析
2.1熔覆层X物相结构
图1是激光原位合成TiC-VC增强镍基熔覆层表面的X射线衍射图谱。可见,熔覆层主要由(Fe,Ni)固溶体、TiC、VC等物相组成。在X射线衍射图谱中,TiC、VC峰的出现证明了在高能激光的作用下,TiC、VC增强相可由钛铁(FeTi70)、钒铁(FeV50)和石墨直接通过原位反应生成[6-9]。
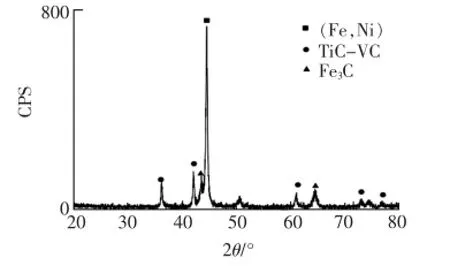
图1 熔覆层X射线衍射图谱
2.2工艺参数对熔覆层显微组织的影响
2.2.1激光功率对熔覆层显微组织的影响
图2是在扫描速度v=240 mm/min、离焦量L= 30 mm且保持一定的情况下,改变激光功率所得到的熔覆层显微组织。对比各熔覆层可发现,激光功率的变化对熔覆层中TiC、VC增强颗粒的大小和分布情况具有很大的影响。
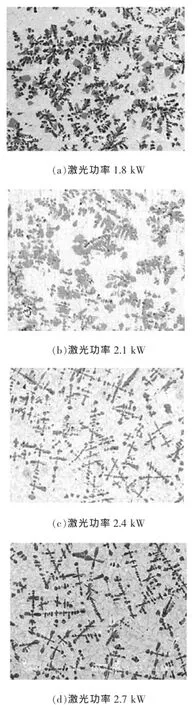
图2 不同激光功率下的熔覆层显微组织
当激光功率为1.8、2.1 kW 时,熔覆层中的TiC、VC增强颗粒分布较均匀,但呈一定的聚集状态;随着激光功率的增加,熔覆层中的TiC、VC增强颗粒分布发生了很大的变化,出现了大量的网状组织。其原因主要是由于激光功率的增加,熔覆粉末和基体在单位时间内所受到的辐射能量相应增多,激光熔池的温度进一步升高,使熔池中熔融合金的冷却速率减小,TiC、VC增强颗粒的形核率也相应减小,增强颗粒有较长的生长时间,且增强颗粒的分布也变得相对不均匀。但激光功率过小会导致熔覆粉末熔化不充分,使熔覆层产生缺陷,所以适当的功率才能得到致密而细小的晶粒,从而提高熔覆层的质量。
2.2.2扫描速度对熔覆层显微组织的影响
图3是在激光功率P=1.8 kW、离焦量L=30 mm且保持一定时,改变激光扫描速度所得到的熔覆层显微组织。可看出,晶粒的大小和分布情况随着激光扫描速度的改变而变化。
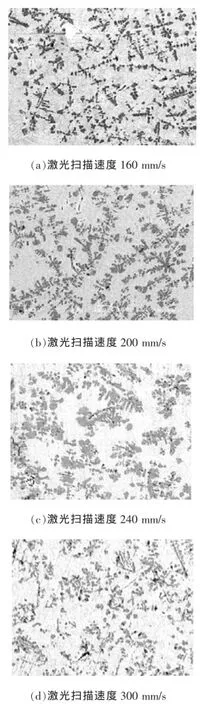
图3 不同激光扫描速度下的熔覆层颗粒状态
当激光扫描速度为160、200 mm/s时,由于激光的扫描速度过低,熔覆层粉末吸收能量较多,同时,基体的稀释率也较大,晶粒的生长速度快于形核速度,使晶粒变得粗大,聚集效应也更明显(图3a、图3b)。随着扫描速度的加快,熔覆粉末吸收的能量减少,冷却速度及温度梯度增加,形核率增加,这样熔覆层组织变得相对细小和均匀 (图3c、图3d)。当扫描速度过高时,单位时间内激光束辐照在熔覆粉末上的能量就会减少,熔覆粉末所吸收能量减少,这样可能会导致熔覆粉末未完全熔化,原位反应无法成功进行,造成熔覆层质量显著下降[10]。
2.3工艺参数对熔覆层相对耐磨性的影响
图4、图5分别是不同激光功率和不同激光扫描速度作用下熔覆层耐磨性的影响图。由图4可看出,随着激光功率的增加,熔覆层的相对耐磨性先增大、后减小。当激光功率P=2.4 kW时,熔覆层的相对耐磨性达到最大。由图5可看出,随着激光扫描速度的增加,熔覆层的相对耐磨性不断减小。造成这种情况的主要原因是由于在不同的激光功率和扫描速度作用下,熔覆层的组织和晶粒分布出现很大差异,对熔覆层的性能具有很大的影响。因此,在激光熔覆过程中,需对激光功率和扫描速度加以控制,才能获得具有较高耐磨性的激光熔覆层[11]。

图4 激光功率对熔覆层相对耐磨性的影响
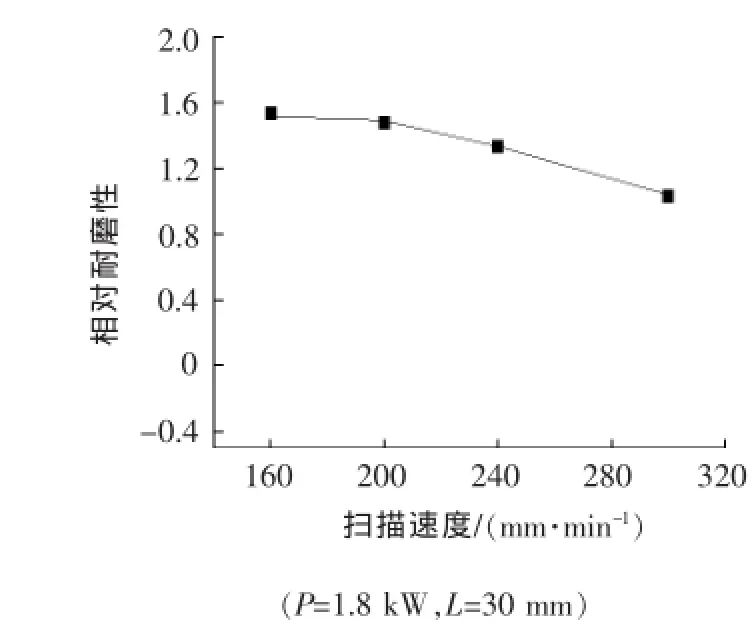
图5 扫描速度对熔覆层相对耐磨性的影响
现以熔覆层的相对耐磨性作为熔覆层的力学性能考查指标进行正交试验分析。对正交试验设计中选取的3个因素进行研究对比,找出激光熔覆的较优工艺参数组合。正交试验预熔覆粉末配比为:钛铁(FeTi70)、钒铁(FeV50)、石墨和Ni60,粉末配比 (wt%)为:FeTi70∶FeV50∶C∶Ni60=28.472∶27.812∶10∶33.716,正交试验安排及结果见表1。
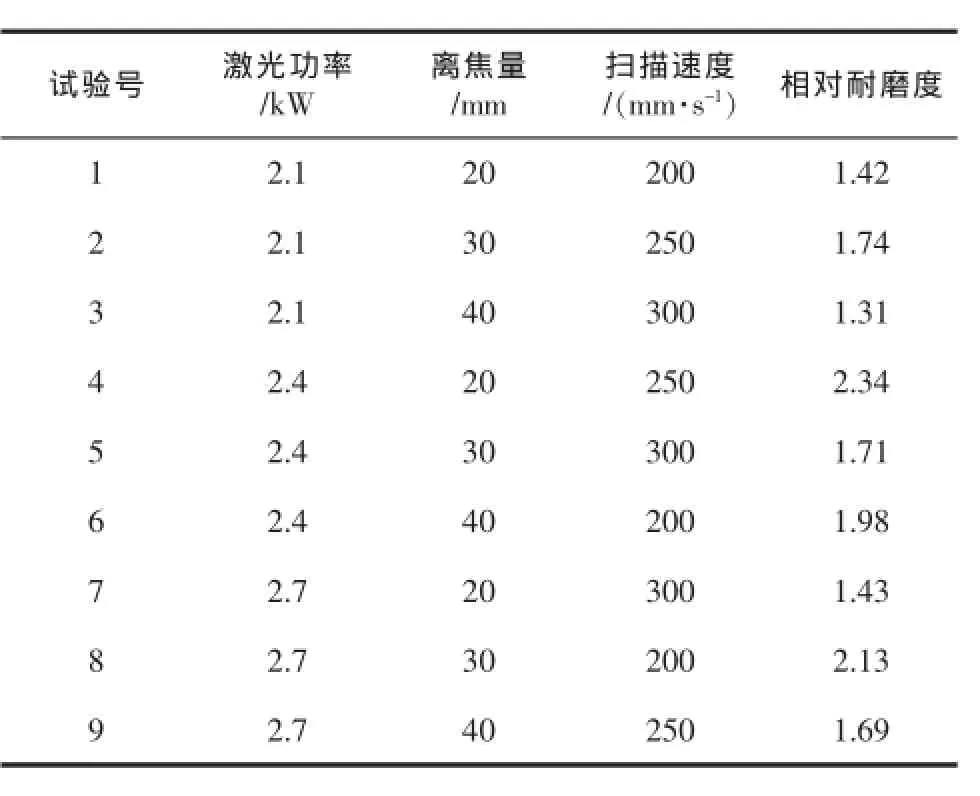
表1 正交试验分析结果
为了选出较优的激光熔覆工艺方案,需找出各因素水平与相对耐磨性的关系。现以A代表激光功率,其水平分别为2.1、2.4、2.7 kW;B代表离焦量,其水平分别为20、30、40 mm;C代表激光扫描速度,其水平分别为200、250、300 mm/min。以A、B、C3个因素的3个水平为横坐标,以该因素和水平下试样的相对耐磨性的平均值(每个因素、水平下有3组)为纵坐标,绘制相对耐磨性与A、B、C三因素的关系图。由图6可知,要想使激光熔覆层的耐磨性最大,激光工艺参数最佳组合为A2B2C2。因此,通过正交试验确定的最佳熔覆工艺参数组合为:激光功率2.4 kW、离焦量30 mm、激光扫描速度250 mm/min。
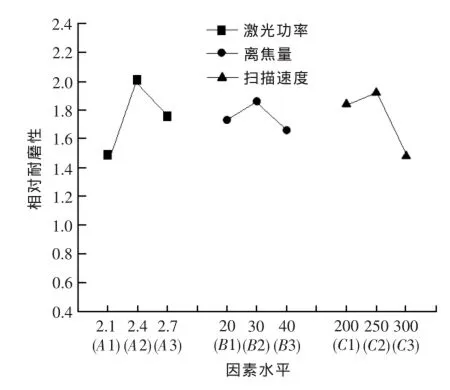
图6 相对耐磨性与因素水平关系图
3 结论
(1)利用钛铁、钒铁、石墨和Ni60等粉末在高能激光的作用下,能在渣浆泵过流部件用材料表面原位反应合成TiC-VC复合颗粒增强的镍基熔覆层,且能与高铬铸铁基体形成良好的冶金结合。
(2)激光工艺参数对TiC-VC颗粒增强镍基熔覆层的性能和组织具有很大的影响。当激光功率处于较低水平时,熔覆层中的TiC、VC增强颗粒分布较均匀,但呈现一定的聚集状态;随着激光功率的增加,熔覆层中的TiC、VC增强颗粒分布状况发生了很大的变化,此时出现了大量的网状组织。
(3)当激光功率处于较低水平时,熔覆层相对耐磨性也较低;随着激光功率的增加,熔覆层的耐磨性得到提高;当激光功率提高到一定的水平时,熔覆层的耐磨性又出现下降的趋势。通过对正交试验结果的分析和对比发现,获得耐磨性最好的熔覆层的较优熔覆工艺参数为:激光功率2.4 kW、离焦量30 mm、激光扫描速度250 mm/min。
[1] 何希杰,王壮利,窦以松.渣浆泵理论与设计[M].北京:中国水利水电出版社,2010.
[2] 吴宪平,朱先旺,刘煜,等.渣浆泵过流件耐磨材料的研究进展[J].长沙大学学报,2010,24(5):28-29.
[3] LIU Qibin,YANG Bangcheng.Mechanical properties on gradient bioceramic composite coating produced by wideband laser cladding[J].Key Engineering Materials,2007,342-343:681-684.
[4] 关振中.激光加工工艺手册 [M].北京:中国计量出版社,2005.
[5] 汪路路,王小龙,徐婷,等.颗粒增强镍基合金复合熔覆层及其摩擦学性能研究现状 [J].工程材料应用,2015 (2):64-68.
[6] 杜宝帅,邹增大,王新洪,等.激光熔覆原位TiC/Fe复合涂层增强相形成机制研究 [J].材料导报,2011,25(5):8-11.
[7] LU L,FUH J Y H,CHEN Z D,et al.In situ formation of TiC composite using selective laser melting[J].Materials Research Bulletin,2000,35(9):1555-1561.
[8] 赵冠琳.激光熔覆原位反应生成TiC-VC增强铁基熔覆层的研究[D].济南:山东大学,2008.
[9] 李养良,仪登亮,潘东,等.激光熔覆原位合成TiC增强Fe基复合层组织研究[J].热加工工艺,2015,44(6):142-145.
[10] 袁庆龙,冯旭东,曹晶晶,等.激光熔覆镍基合金涂层微观组织研究[J].中国激光,2010,37(8):2116-2120.
[11] 王艳,张爱珍,任春生.正交试验设计与优化的理论基础与应用进展 [J].分析实验室,2008,27(增刊):333-334.
Study on Ni-based Composite Coatings Reinforced by TiC-VC Synthesized in Situ on KmTBCr15Mo by Laser Cladding
Ding Yangxi1,Yin Xiaoyao2,Liao Fangrong2
(1.School of Railway Tracks and Transportation,East China Jiaotong University,Nanchang 330013,China;2.School of Mechatronics Engineering,East China Jiaotong University,Nanchang 330013,China)
Using transverse CO2laser and selecting different proportion of FeTi70,FeV50,graphite power and Ni60,the Ni-based cladding layer reinforced by in-situ fabricated TiC-VC is prepared on the surface of the KmTBCr15Mo by laser cladding.The influences of processing parameters on microstructure and properties of the cladding layer have been studied.The results show that processing parameters are closely related to micro-quality and wearability,and the optimized laser processing parameters are as follows:laser power is 2.4 kW,scanning speed is 250 mm/min and the defocusing amount is 30 mm.
high chromium cast iron;laser cladding;wear-ability;laser alloying parameters
TG665
A
1009-279X(2016)03-0062-04
2016-01-12
江西省自然科学基金资助项目(20122BAB206007)
丁阳喜,男,1962年生,教授。
