水下激光加工的爆发沸腾实验研究
2016-08-05印四华郭钟宁陈铁牛黄志刚曾柏文
印四华,郭钟宁,陈铁牛,黄志刚,曾柏文
(广东工业大学机电工程学院,广东广州510006)
水下激光加工的爆发沸腾实验研究
印四华,郭钟宁,陈铁牛,黄志刚,曾柏文
(广东工业大学机电工程学院,广东广州510006)
为了探寻水下脉冲激光加工的合适焦点位置,并与空气中的加工效果进行对比,采用改变激光焦点位置轰击导热硅胶片的方法进行实验。用激光扫描共聚焦显微镜测量凹坑尺寸,并绘制了凹坑深度、宽度与焦点位置趋势图。用高速摄影仪拍摄水下激光加工现象,得到了等离子体闪光及其诱导产生的空化泡现象,并进行了理论分析和实验验证。结果表明:当焦点位置在材料表面以下时,水下激光加工是热传导、等离子体冲击波及空化泡冲击波共同作用的结果,激光加工效率与激光焦点位置密切相关。
爆发沸腾;水下激光加工;激光焦点位置;激光诱导空化
爆发沸腾在各类文献中有不同的术语,如:蒸汽爆炸、热爆炸、急速相变、闪蒸、燃料-冷却液反应、液-液反应等。虽然每个术语各有侧重,但本质上都是指在瞬态高热流作用下,由高强度的热质交换而引发的一种急速的汽液相变,是一种热力学、传热学、流体动力学相互耦合的复杂过程。利用高能量脉冲激光作为热源,在微秒甚至纳秒量级内直接或间接加热液体中的材料,是一种常用的爆发沸腾加热方式。其特点包括:液体在极短的时间内达到极高温度条件下的沸腾,温升率达103~107K/s甚至更高;能量密度达到MW/m2量级;爆发式的汽泡形核与增长,瞬间布满整个加热面附近的微薄区域;极端条件下产生很高的压力激波,并出现由蒸气和液珠组成的高速射流;加热面的温度变化极高、过热边界层很薄[1]。在水下激光加工过程中,高能量激光直接照射溶液中的材料表面,使材料不仅发生熔化式的固-液相变,还进一步使液体发生爆发沸腾式的液-汽相变,形成过热液体和蒸气的混合物。爆发沸腾是在激光清洗、水下激光切割、水下激光打孔等水下激光加工过程中普遍伴随的现象。
传统的激光加工(如激光打孔、激光切割)均在空气中进行。空气中激光加工过程中,高密度激光能量快速集中在工件表面,瞬间达到万摄氏度,材料瞬间熔化甚至气化喷出,同时,紧靠工件基体的一部分熔质会很快凝固、结晶,形成再铸层;在激光冲击点附近,材料经过快速的熔化和冷却凝固,必然产生很大的热应力;在应力作用下,再铸层上会产生微裂纹,并有可能渗入基体。工件表面存在的再铸层、微裂纹和残余应力等缺陷会严重影响工件的疲劳强度,在负载时有可能导致整个基体的破坏,已成为空气中激光加工的“唯一致命弱点”[2]。
而水下激光加工大大减少了空气中激光加工出现的再铸层、微裂纹和残余应力等缺陷,成为一种新的加工工艺。研究表明,水下激光加工与空气中激光加工相比,有着独特的优势:① 由于水的冷却作用,等离子较空气中体积小、存在时间短,由此产生的屏蔽作用较小,水中烧蚀力将比空气中大8~10倍,持续时间长8~12倍[3];水下的焦点直径更小,提高了材料加工的能量密度,加工效率相应提高;由于水的冷却作用还可减薄加工表面的变质层;②由于水介质的不可压缩性,等离子体向外膨胀过程中受到水介质的约束作用,增加了对加工靶材的冲击力,使加工效率得到提高;水下激光加工的效率是空气中激光加工效率的4倍左右[4];③由于爆发沸腾现象中会产生空化泡,在空化泡溃灭过程中会形成向靶面作用的高速射流,所产生的冲击力往往可达到兆帕数量级,能对材料引起很大的撕裂破坏作用;④由于爆发沸腾过程中产生的水对流和沸腾蒸发,水的流动和气泡的不断产生与破裂,有助于熔屑从加工区排出,避免碎片沉积,有利于提高加工表面质量[5]。
根据材料的性能及加工要求,激光加工的焦点可位于工件之上,也可位于工件之下。为了得到较高的加工效率,激光焦点一般位于工件内部。为了探索激光焦点对于水下激光加工导热硅胶片的影响,寻找合适的加工焦点位置,设计并实施了本次激光焦点位置的单因素实验,对实验过程中出现的爆发沸腾现象及焦距对加工的影响进行了研究。结果表明,激光焦点距离导热硅胶片表面-2~0 mm范围内有着相同的加工机理和规律。而激光焦点在导热硅胶片表面上方时存在着不同的现象,有关这方面的详细研究将另有报道。
1 水下激光加工实验装置及方法
1.1实验装置
本文采用的实验装置见图1。脉冲激光器为Nd:YAG(Dawa-200),其输出波长为1064 nm,最大输出能量为200 mJ,脉宽为6.7 ns,能量稳定性≤0.8%,光束直径为6.2 mm。激光经衰减器调节能量后,由高反镜的反射经过设定的光路,最后经凸透镜聚焦于工件待加工处。用FieldMaxⅡ-TOP激光能量计测得入射凸透镜之前的激光能量为12.3 mJ。

图1 实验装置示意图
有机玻璃水槽内盛放蒸馏水,水面高于工件表面5 mm,水面上盖有高透玻璃以防止实验过程中出现的水滴飞溅至凸透镜,并随时擦拭高透玻璃上的飞溅水滴。有机玻璃水槽置于三维移动平台上,可沿X、Y、Z方向移动,最小移动距离为0.01 mm。有机玻璃水槽具有良好的透光性,LED光源正对高速摄影仪镜头入射,为高速摄影仪提供足够的照明。使用的HiSpec5系类高速摄影仪,其最大分辨率为1696×1710,拍摄的图像为黑白照片,该摄影仪每秒最多可记录298 851张图片。
1.2实验方法
实验选用的加工材料为30 mm×30 mm×3 mm的导热硅胶片(TP300),以硅胶为基材、添加金属氧化物等各种辅材合成,其成分为硅胶和陶瓷。该材料导热稳定度好,有利于观察激光热效应的影响;表面平整光滑,便于显微镜的观察测量,易观察到空化过程中产生的冲击波、微射流对材料造成的破坏;硅胶材料可模拟人体软组织。实验结果可为激光医疗、激光清洗、材料水下加工等水下激光加工提供参考。
传统的激光加工均在空气中进行,通过调整激光焦点相对于工件的不同位置进行加工。本实验中,激光经凸透镜聚焦,其光路在聚焦之前呈锥形,进入蒸馏水后由于水的折射作用,使激光实际焦点下移一定距离,但并不影响本实验的趋势结果和相关结论的讨论,因此将激光在空气中的焦点位置视为水下激光焦点位置。实验中,用激光调相纸确定激光在空气中的焦点位置,调节三维移动平台的Z向高度,以改变材料表面相对于激光焦点的位置,调整焦点间隔距离为0.05 mm。分别在空气及水中进行激光加工,对这两种加工效果进行对比。
为了消除随机误差的影响,在每个激光焦点位置对材料表面进行单脉冲激光加工5次,得到5个不同的凹坑。三维移动平台沿X、Y水平方向移动硅胶,移动间距为1 mm,以保证激光加工所得的每个凹坑之间互不影响。用激光扫描共聚焦显微镜OLS4000放大216倍测量每个凹坑的宽度和深度。对每个激光焦点位置对应的5个凹坑尺寸求取平均值,以绘制凹坑深度/宽度-激光焦点位置趋势图。用高速摄影仪对多个激光焦点位置处的水下激光加工过程进行拍摄,观察激光等离子体闪光及爆发沸腾现象中空化泡的运动形态。-1 mm焦点位置处的加工现象具有代表性,并对其进行了展示。最后,结合爆发沸腾、空化理论解释导热硅胶片破坏的机理。
2 激光能量损失及功率密度
激光在液体中传输会造成能量损失,吸收和散射是激光能量损失的两大因素。根据微粒光散射理论[6]可知:散射强度与微粒大小、波长长短密切相关,主要分为瑞利散射、米氏散射和非选择性散射。瑞利散射主要是由分子、原子和离子引起的,对于波长超过1 μm的红外光影响很小。由于散射引起的能量损失取决于溶液中所含微粒或杂质的数量,对于蒸馏水这种杂质含量较少的液体来说,被散射掉的红外激光的能量可忽略不计。
水下光程越长,蒸馏水对激光能量的吸收越多。图2是纯净水对不同波长激光的吸收曲线。横坐标为激光的波长,纵坐标为激光被完全吸收所穿过的溶液长度。水下激光能量的变化可通过Beer-Lambert法则得出:

式中:Ix(λ)为在液体中传输路程为x后的激光能量;I0(λ)为激光到达水面表层的能量;u(λ)为光束衰减系数,表示激光传输1 m距离后能量衰减的对数值(自然对数),单位为m-1。△=1/u(λ)为激光在溶液中的吸收长度,即激光被完全吸收穿过的溶液长度,则Beer-Lambert法则还可写为:

由式(2)可方便地估算出不同水深的激光衰减比例。由文献[7]可知,1064 nm激光在纯水中的衰减系数为34.2438,其对应吸收长度为29.202 mm。本文采用的水深为5 mm,此时红外激光被吸收了约17.12%。而本实验中入射凸透镜之前的激光能量为12.3 mJ,则到达导热硅胶片表面的激光能量为10.19 mJ。

图2 纯净水对不同真空中波长的激光吸收曲线[5]
水下激光加工是借助高能量密度的激光束直接作用于被加工材料表面,使材料熔化、气化,从而去除材料。因此,它也是一个伴有相变过程的非线性瞬态热传导问题。当聚焦的激光束作用于被加工材料表面时,激光高斯光束径向功率密度的计算公式为:

式中:R为光斑半径;x为距光斑中心点的径向距离;I0为光斑中心的峰值功率密度。
在理想情况下,针对基模高斯光束在空间分布的特点,将激光加工凹坑的工件从光斑中心进行剖开,建立一个描述激光加工过程的二维非线性瞬态热平衡方程[8],即:

式中:λ为导热系数;ρ为密度;c为比热容;qv为热流密度;初始边界条件为T(x,y,0)=T0,T0为环境温度。
3 激光加工实验结果及分析
激光加工有热加工和冷加工两种,本实验使用的YAG激光为红外光,激光辐照在金属或非金属工件上,基于热效应使工件升温、熔化或气化,以完成各种加工,属于热加工。激光能量的横向分布一般是柱面对称的高斯分布:

式中:I(0)为光轴处(r=0时)的能量;w为光束半径;r为距光轴处的距离。此时,光强在波面上不相等,中心强、边缘弱。设波长为λ,焦点处光斑半径为ω0,则距焦点△l处的光斑直径为[9]:

由图3可知,空气中激光加工导热硅胶片时,激光焦点在导热硅胶片表面以下并逐渐上升靠近导热硅胶片表面的过程中,所形成的凹坑尺寸逐渐增大。这是因为激光作用下材料吸收激光能量的过程和随后往内部传递热能的过程遵守热力学基本定律,加热过程速度极快、温度梯度大。激光焦点在导热硅胶片下方较远时,投射至工作表面的光斑面积较大,能量密度较小,尚未达到击穿导热硅胶片的能量阈值,仅光斑中心处能量较高,烧蚀形成尺寸较小的凹坑;随着激光焦点靠近导热硅胶片表面,激光能量密度逐渐增大,产生的凹坑尺寸随之增加。且根据后续实验可知,激光焦点位于材料表面上方1 mm左右位置处破坏性最大,这是空气中加工导热硅胶片的特有现象。但如果焦点太高,会因为分散能量密度而无法继续加工。

图3 凹坑深度、宽度与焦点位置趋势图
在水下激光加工过程中,随着激光焦点靠近导热硅胶片表面,所形成的凹坑尺寸逐渐减小,展现出与空气中激光加工导热硅胶片完全相反的趋势。这是因为激光能量投射至导热硅胶片表面,在水的约束作用下,激光能量密度超过了导热硅胶片的击穿阈值,在激光焦点逐渐接近材料表面的过程中,激光投射至材料表面的影响面积越来越小,导致加工得到的凹坑尺寸逐渐减小。
当激光焦点位置在导热硅胶片表面以下2 mm的时候,水下激光加工得到的凹坑尺寸是空气中激光加工所得凹坑尺寸的4倍左右;随着激光焦点逐渐靠近导热硅胶片表面,水下激光加工得到的凹坑尺寸逐渐接近空气中激光加工所得的凹坑尺寸;当激光焦点位置在导热硅胶片表面以下1 mm处时,水下激光与空气中激光加工得到的凹坑尺寸相等;然后,随着激光焦点继续接近导热硅胶片表面,水下激光加工得到的凹坑尺寸将小于空气中激光加工所得的凹坑尺寸,这是一个新的发现。人们已经发现了水下激光加工效率是空气中激光加工效率的4倍左右,并认为这是水对激光等离子体的约束作用造成的,这种“约束模式”限制了等离子体的喷射,可将冲击波峰值提高近一个量级,持续时间展宽提高2~3倍[10]。本实验的研究结果表明,水下激光加工效率与激光焦点的位置密切相关,只有当激光焦点位于材料表面以下一定距离的时候,激光热击穿材料产生的等离子体在水的约束作用下,才能高于空气中激光加工效率。这对于激光水下加工是一种有益的探索和补充。
用激光共聚焦(3D测量)显微镜放大216倍后测得的凹坑形貌见图4。宽度为138.667 μm,高度为37.260 μm。从凹坑形貌可看出,凹坑周围没有材料堆积,凹坑呈锥形,符合激光能量高斯分布的特点。由此可推断该焦点位置处,凹坑的形成主要是由于激光等离子体的烧蚀作用,激光能量在水的约束下大大超过了导热硅胶片的击穿阈值,而将材料气化。根据高速摄影结果(图6)可知,空化泡对外辐射的冲击波也起到了辅助加工的作用。该激光焦点位置处,激光对导热硅胶片表面的加工质量好,可应用于微纳加工。

图4 激光焦点位于导热硅胶片以下1 mm处的凹坑形貌
4 激光焦点距离导热硅胶片以下1 mm处的加工现象及机理
4.1激光焦点及等离子体作用机理
本实验对应于图3所示激光焦点距离导热硅胶片以下1 mm处的高速摄影图像,具有代表性,能反映激光焦点位于导热硅胶片表面至以下2 mm范围内的加工现象。激光在水中传播的图像见图5,激光光路右侧为参照物,拍摄参数如下:分辨率1696× 1710;帧率6 fps;曝光时间142 855 μs。由于激光等离子体在焦点处有逆着激光入射方向后退的趋势[11],而本实验中激光焦点位于导热硅胶片表面以下,热击穿导热硅胶片材料产生高温高压等离子体,则等离子体逆着入射方向后退的趋势更明显,激光焦点上方发生光击穿形成如珠串一样的光柱。

图5 激光光路摄影
4.2水下激光加工现象及机理
图6是激光焦点在导热硅胶片表面以下1 mm处的高速摄影图像。每一个序列拍摄出了一个脉冲激光加工导热硅胶片的全过程,拍摄参数如下:分辨率480×1040;帧率2490 fps;曝光时间52 μs。图6a~图6d的第一幅图片显示,激光直接作用于导热硅胶片表面导致急剧升温,在周围的蒸馏水环境中产生爆发沸腾,诱导产生较大的球形空化泡;但导热硅胶片表面同一位置经多次脉冲的轰击,球形空化泡逐渐矮化贴附于材料表面,体积越来越小,直至图6e、图6f的第一幅图片所显示的那样,激光在凹坑内更低位置热击穿导热硅胶片产生等离子体闪光,继而对外抛出小的空化泡,小空化泡在等离子体冲击波、水的浮力作用下上升。这是因为随着多次激光脉冲的作用,硅胶材料被烧蚀气化,形成的凹坑深度逐渐增大;激光热击穿凹坑内部材料产生的等离子体位置越来越低,激光等离子体与蒸馏水接触得越来越少,爆发沸腾产生的环境条件受到了极大的局限,较大的球形空化泡消失。此时,材料内部的破坏作用主要是激光击穿导热硅胶片产生等离子体烧蚀引起的,空化泡的溃灭微射流、冲击波破坏作用居次要地位。
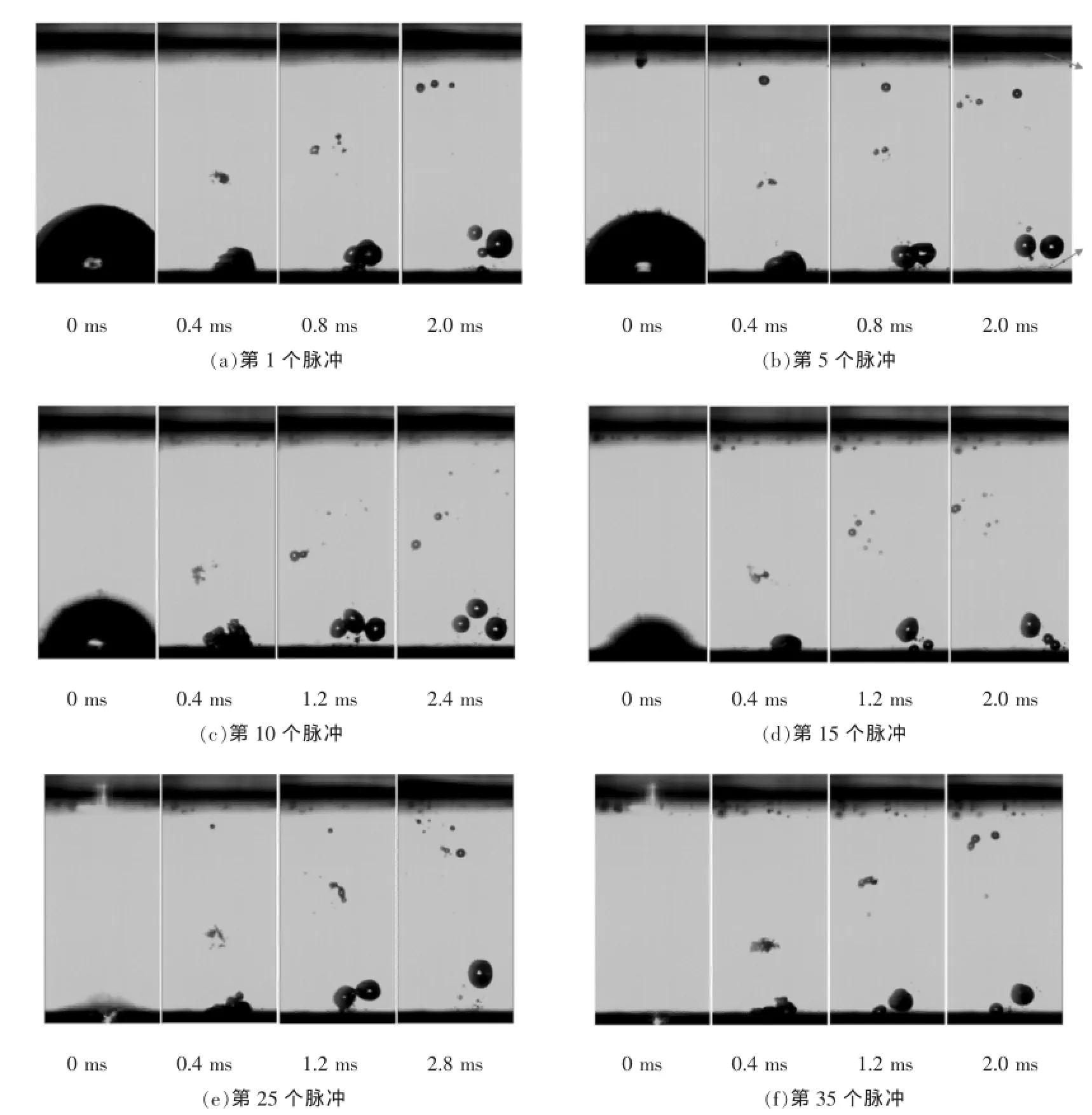
图6 高速摄影序列图
本实验需使用较低帧率、较长曝光时间以拍摄较大范围的变化情况,所以捕捉到的图像有限,未能拍摄到空化泡的膨胀、收缩、溃灭反弹的振荡现象。激光焦点均位于导热硅胶片表面以下,诱导产生的空化泡无量纲距离γ(壁面距泡心的距离与最大泡半径的比值)均小于1,且接近于0。在空化泡脉动过程中,射流产生的随后时刻在空泡收缩到最小体积时还会辐射声脉冲冲击波,而冲击波作用能激活受压材料中的初始位错,使之增值和运动。由文献[12]的研究结果可知,当γ<0.67时,射流冲击力强度减弱,空蚀损伤机制则以空泡溃灭后期对外辐射的冲击波为主。文献[3]的研究表明,空泡在最后溃灭阶段对外辐射的声脉冲与溶液中激光等离子冲击波的幅值相当,约几百兆帕。超急速爆发沸腾产生的高压气体是驱动液体运动的良好动力,空化泡在加热后的导热硅胶片表面上长大和脱离,使蒸馏水出现强烈的扰动和混合,同时,这些气泡还破坏着加热表面的热边界层,从而使加热表面与蒸馏水之间的传热强度显著提高。当气泡长大膨胀时,会把加热壁面上的液体驱赶出去,而当气泡脱离后,一部分较低温度的蒸馏水又被吸入到产生气泡的地点。由此可得出结论:激光水下加工过程中产生爆发沸腾现象,少量脉冲轰击导热硅胶片表面,爆发沸腾现象中产生的较大球形空化泡,对导热硅胶片的破坏作用主要是通过冲击波的破坏引起的。较大空化泡振荡溃灭过程中,提高了传热强度,带走加工区域的碎屑,提高了加工速率。
红外激光水下加工硅胶的过程是通过激光的热效应进行加工,激光束携带的能量在时间和空间上高度集中,导热硅胶片表面的温度可在几纳秒时间内达到上万度,使材料瞬间熔化;继续加热材料表面温度达到气化温度时,会形成大量蒸汽粒子喷射出去,同时熔化的材料大部分被夹带着喷出。蒸汽粒子服从与表面温度对应的麦克斯韦速度分布,但它们的速度矢量均背离表面,该现象发生在离表面仅几个平均自由程的Knudsen层内(其数量级一般为几微米)。蒸汽粒子继续吸收激光能量而导致雪崩或电离,形成高温高密度的等离子体,诱导蒸馏水产生空化泡。这也是图6e、图6f的第一幅图片拍摄到的对外抛出小空化泡现象产生的原因。爆发沸腾气泡群的整体运动速度较小,爆发沸腾发生的过程非常短暂。虽然流动、扰动等相关传热因素可能存在一定程度的影响,但是起主导作用的机制是导热过程[1]。由此可得出结论:激光水下加工过程中出现爆发沸腾现象,其破坏机理主要是激光能量的热传导、蒸汽粒子的反冲作用力和等离子体冲击波。
5 结论
(1)空气中激光加工导热硅胶片,激光焦点在材料表面以下并逐渐上升靠近表面的过程中,形成的凹坑尺寸逐渐增大。这是因为焦点在材料下方较远时,激光光斑周围能量密度较小,尚未达到热击穿导热硅胶片的能量阈值。仅仅光斑中心处能量较高烧蚀形成尺寸较小的凹坑;随着激光焦点靠近导热硅胶片表面,光斑能量密度逐渐增大,产生的凹坑尺寸随之增加。
(2)水下激光加工过程中,随着激光焦点靠近导热硅胶片表面,形成的凹坑尺寸逐渐减小。这是因为激光能量投射至导热硅胶片表面,在水的约束下激光能量密度超过了导热硅胶片的击穿阈值,在激光焦点靠近导热硅胶片表面的过程中,激光投射至导热硅胶片表面的影响面积越来越小,且水对激光等离子体的冷却作用导致激光等离子体的体积较空气中小,由此导致凹坑尺寸逐渐减小。
(3)人们已发现了水下激光加工效率是空气中激光加工效率的4倍左右,且认为这是因为水的约束作用增强了等离子体的烧蚀破坏性。实验结果表明,水下激光加工效率与激光焦点位置密切相关,激光焦点在距离导热硅胶片表面以下2 mm的时候,水下激光加工得到的凹坑尺寸是空气中激光加工所得凹坑尺寸的4倍左右;随着激光焦点逐渐靠近导热硅胶片表面,水下激光加工得到的凹坑尺寸逐渐减小,激光焦点在导热硅胶片表面以下1 mm位置处,二者加工尺寸相等;1 mm位置以上时,空气中激光加工效率高于水下激光加工效率。
(4)水下激光加工时,焦点位于导热硅胶片表面以下,出现爆发沸腾现象,其破坏机理主要是激光能量的热传导、蒸汽粒子的反冲作用力和等离子体冲击波;少量激光脉冲轰击形成的凹坑深度较浅,产生的球形空化泡较大,空化泡对导热硅胶片的破坏作用主要是通过冲击波的破坏引起的。空化泡的振荡、溃灭提高了传热强度,带走了加工区域的碎屑,提高了加工速率;但随着多脉冲的作用,硅胶材料经过激光等离子体的烧蚀气化,凹坑越来越深,爆发沸腾产生的环境条件受到了极大的局限,空化破坏的影响逐渐减小,激光等离子体烧蚀作用占主要地位。
(5)激光水下加工能减少再铸层、微裂纹和残余应力对工件的伤害,提高表面品质和加工效率。
可根据本实验结果选择合适的激光焦点位置及适当的激光脉冲数进行微米级的水下加工,也可为激光医疗(如激光消融血栓)提供参考。
[1] 董兆一.饱和液氮爆发沸腾实验与理论研究 [D].北京:中国科学院研究生院,2005.
[2] MURRAY A J,TYRER J R.Nd:YAG laser drilling of 8.3mm thick partially stabilizedtetragonal zirconia-control of recast layer microcracking using localized heating techniques[J].Journal of Laser Applications,1999,11(4):179-184.
[3] 徐荣青.高功率激光与材料相互作用力学效应的测试与分析[D].南京:南京理工大学,2004.
[4] FABBRO R,FOURNIER J,BALLARD P,et al.Physical study of laser-produced plasma in confined geometry[J]. Journal of Applied Physics,1990,68(2):775-784.
[5] KRUUSING R.Underwater and water-assisted laser processing:Part 1-general features,steam cleaning and shock processing[J].Optics and Laser in Engineering,2004,41:307-327.
[6] 贺安之,卞保民.微粒光散射理论与测试技术研究[J].激光杂志,2000,21(3):47-49.
[7] HALE G M,QUERRY M R.Optical constants of water in the 2002nm to 2002μm wavelength region[J].Applied Optics,1973,12(3):555-563.
[8] 姚仲鹏,王瑞军.传热学[M].北京:北京理工大学出版社,1995.
[9] 初杰成.水导引激光耦合机理及加工试验研究[D].哈尔滨:哈尔滨工业大学,2006.
[10] WHITE R M.Elastic wave generation by electron bombardment or electromagnetic wave absorption[J].Journal of Applied Physics,1963,34:2123-2124.
[11] HAMMER D X,THOMAS R J,NOOJIN G D,et al.Experimental investigation of ultrashort pulse laser-induced breakdown thresholds in aqueous media[J].IEEE Journal of Quantum Electronics,1996,32(4):670-678.
[12] 陈笑.高功率激光与水下物质相互作用过程与机理研究[D].南京:南京理工大学,2004.
The Explosive Boiling Experiment Study on Underwater Laser Processing
Yin Sihua,Guo Zhongning,Chen Tieniu,Huang Zhigang,Zeng Baiwen
(School of Electro-mechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China)
In order to find an appropriate focus position of underwater pulse laser processing,and then compared with the processing effect in the air,the experiment by changed the laser focal distance to bombardment thermal conductive silicone piece was carried out.Used a laser scanning confocal microscope to measure the pit size,and draw the pit depth/width-focus distance trend chart.Used a high-speed photography to shoot underwater laser processing phenomenon,got the phenomenon of plasma flash and cavitation bubbles,this phenomenon had been theoretical analysis and experimental verification.The results show that when the focus position is below the surface of the material,mechanism of underwater laser processing is heat transfer,the plasma shock wave and cavitation bubble burst combination result.Laser machining efficiency is closely related with the laser focal position.
explosive boiling;underwater laser processing;laser focus position;laser-induced cavitation
TG665
A
1009-279X(2016)03-0036-06
2016-01-05
国家自然科学基金资助项目(51175091)
印四华,男,1983年生,硕士研究生。
