薄壁盘类零件超声振动车削实验研究
2016-08-05张翔宇陈华伟吴瑞彪张德远
王 翀,隋 翯,张翔宇,陈华伟,吴瑞彪,张德远
(1.北京航空航天大学机械工程及自动化学院,北京 100191;2.中航工业哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨150060)
薄壁盘类零件超声振动车削实验研究
王翀1,隋翯1,张翔宇1,陈华伟1,吴瑞彪2,张德远1
(1.北京航空航天大学机械工程及自动化学院,北京 100191;2.中航工业哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨150060)
薄壁盘是典型的弱刚度轻量化零件,其壁厚很薄(最薄处仅0.3 mm),型面面积较大,故刚性较差。在切削过程中,切削力导致的型面变形是薄壁盘类零件加工的主要难题,传统加工方法很难得到高精度和高质量的产品。利用超声振动切削技术尝试进行弱刚度薄壁盘加工,在自行搭建的实验平台上对超声振动车削和普通车削加工薄壁盘进行对比实验。结果表明:与普通车削相比,超声振动车削可显著减小切削力和切削变形,大幅提高加工质量,同时具有断屑特性,是加工薄壁盘类零件的有效方法。
超声振动车削;薄壁盘;表面粗糙度;切削变形
近年来,对于航空发动机的可靠性、推力/推重比等技术的要求越来越高,轻质轻量化、结构整体化、高精高效化已成为航空发动机设计制造的发展方向[1],细长轴、异形深孔和薄壁盘等超弱刚度件已广泛应用于航空发动机中。
薄壁盘类零件壁厚小、面积大,用传统金属车削机床加工时存在切削力导致的加工变形大、成品率低等缺点,无法满足零件加工尺寸和形位公差等要求,严重影响了零件的加工精度。由于传统金属车削大多利用优化工艺路线、减小进刀量及增加刀具锋利度等方法来减小切削力,从而提高工件精度,但这些方法会降低切削效率、增大加工成本,且切削力的降低效果不明显[2]。
本文针对薄壁盘类零件车削过程中的切削力问题,通过超声振动车削实验证明超声振动车削能有效减小切削力[3],从而减小变形,提高加工精度,还可改善表面粗糙度。
1 超声振动车削系统
本实验采用的超声振动车削系统由超声振动刀杆(图1)、换能器及超声振动电源构成。系统搭建在某数控车削中心上,刀具型号为VBMT160402-MF-1125,超声换能器装夹在工装中。
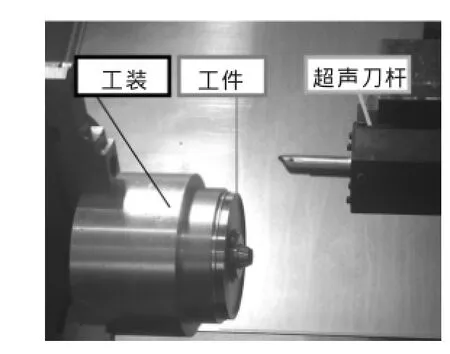
图1 超声振动车削刀杆
超声振动切削与传统切削有很大不同。传统切削方式为连续切削,切削过程中切削刃和切屑始终接触;而在振动切削过程中,刀具以一定的特殊轨迹运动,从而形成一种全新的切削方法。超声椭圆振动切削的刀尖运动轨迹为一个椭圆,是2个方向上相互垂直、频率相等且具有一定相位差和振幅的单向振动的合成运动轨迹,其切削过程见图2。

图2 超声振动车削的切削原理示意图
2 超声振动车削实验
2.1实验条件
本实验利用自主研制的超声振动加工系统对45钢薄壁盘进行切削加工。薄壁盘零件见图3,安装于特制工装上,并采用端面压紧的方式固定。加工条件见表1。
2.2切削力对比结果
对主轴转速300 r/min、切深0.05 mm条件下的超声振动车削的切削力进行测量。在相同实验条件下,先采用超声振动车削,再关闭超声振动电源进行普通车削,通过测力仪的力信号分别观察、测量两种车削加工过程中的实际切削力大小。
图4是切削力信号对比图。可看出,超声振动车削的动态切削力比普通车削显著降低约50%。而通过改变主轴转速,在转速为200~500 r/min时,超声振动车削的切削力也比普通车削显著降低,转速较高时切削力降低更明显。因此,超声振动车削能有效减小切削时的切削力,从而减小因切削力造成的变形,提高尺寸精度。
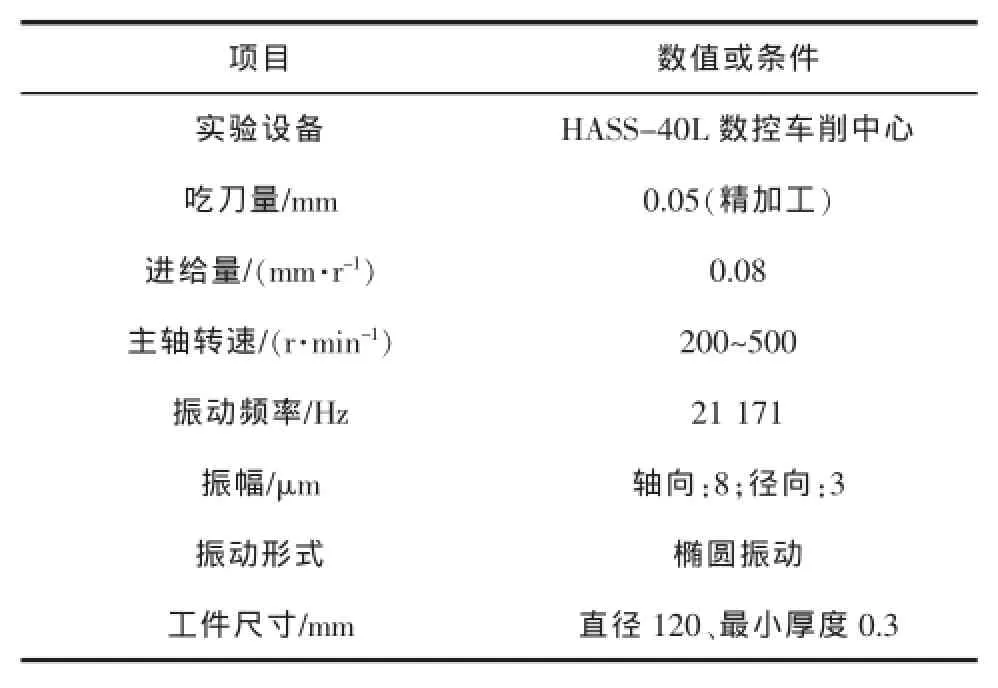
表1 薄壁盘超声振动加工实验条件
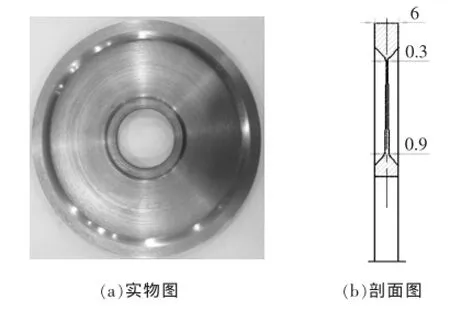
图3 薄壁盘

图4 切削力对比曲线
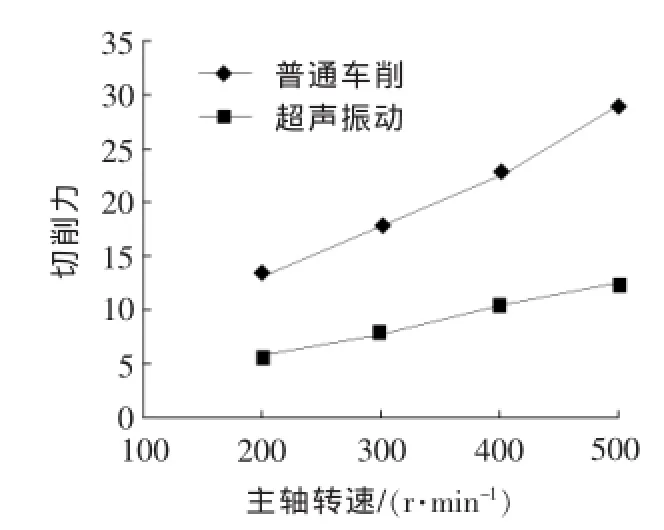
图5 切削力与主轴转速的关系变化曲线
2.3切削尺寸精度对比结果
为了验证2种车削方法对薄壁盘零件尺寸精度的影响,分别对超声振动车削和普通车削加工的薄壁盘变形量进行测定。在薄壁盘加工完成后,用激光测微仪对加工型面进行扫描,对测得的型面尺寸数据进行处理,结果见图6。可看出,超声振动车削薄壁盘的整体变形量均显著小于普通车削,变形量最大处均位于薄壁盘零件型面中部,超声振动车削的最大变形量仅约普通车削的50%。从实验结果可看出,超声振动车削加工薄壁盘零件的尺寸精度提高效果更明显。
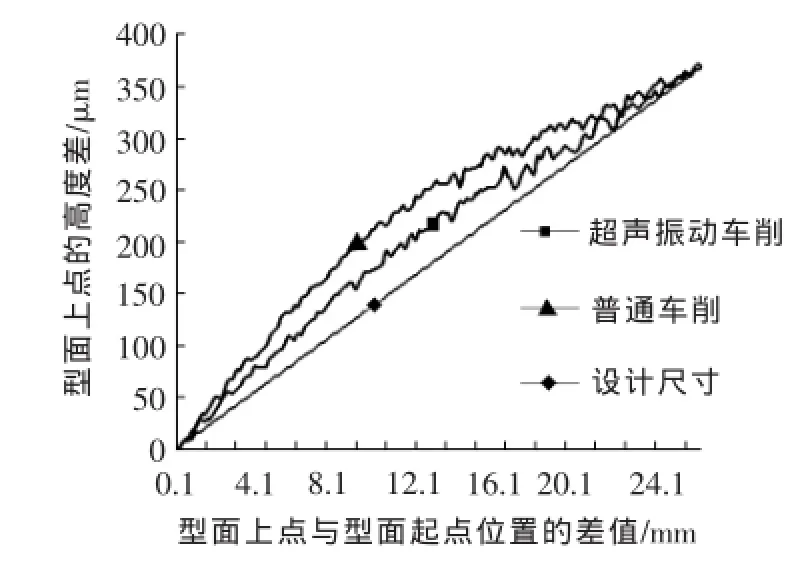
图6 超声振动车削与普通车削型面形貌对比
2.4表面粗糙度对比结果
表面粗糙度也是薄壁零件加工的关键指标之一。实验中,在相同的加工条件下,分别对超声振动车削和普通车削的薄壁盘型面的表面粗糙度值进行测量,选取不同加工方法的试件型面上的相同位置进行测量。从测得的Ra值和纹理曲线(图7)可看出,在相同加工条件下,超声振动车削的表面质量优于普通车削,表面纹理更平滑。

图7 不同加工方法的试件表面纹理曲线
在保持其他实验条件不变、主轴转速不同的条件下,测量超声振动车削和普通车削的零件表面粗糙度值,结果见图8。可看出,超声振动车削得到的零件表面粗糙度值均低于普通车削,也验证了超声振动车削表面质量更优的结论。
2.5超声振动车削断屑效果
此外,实验还发现超声振动车削具有断屑的功能,这更利于薄壁盘零件的加工。普通车削产生的切屑为连续的带状屑,极易缠绕在刀尖和刀杆上造成积屑(图9a),使加工精度和表面粗糙度变差。在超声振动车削中,连续的轴向振动会出现刀尖和工件分离的现象,这种刀尖切入和切出能起到有效断屑的作用,使加工产生的切屑为短小的细碎屑(图9b)。由于其体积很小,不会堆积成团,因此不会造成积屑现象,也不会影响加工精度和表面粗糙度。

图8 表面粗糙度与转速的关系
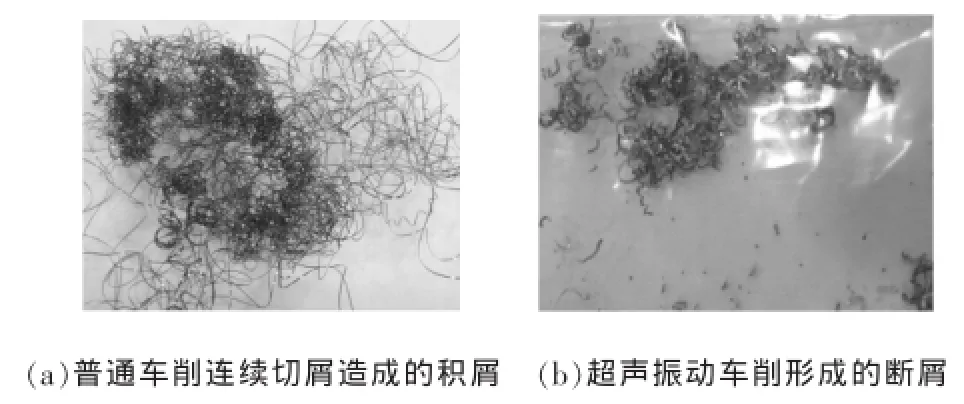
图9 不同车削条件下的切屑对比
3 结论
(1)超声振动车削可起到减小切削力的作用,是一种有效减小薄壁盘加工变形量的方法。
(2)超声振动车削可起到抑制颤振的作用,能显著提高薄壁盘的表面质量。
(3)在超声振动车削航空发动机薄壁盘的实验中,在主轴转速300 r/min、精加工切深0.05 mm及进给量0.08 mm/r的条件下,尺寸精度和表面粗糙度均比普通车削提高了约一倍,说明超声振动车削是一种有效提高薄壁零件加工质量的加工方法。
[1] 王良.我国航空发动机制造技术的现状与挑战[J].航空制造技术,2008(25):32-37.
[2] 李勋,张德远.单激励超声椭圆振动车削薄壁筒实验研究[J].航空学报,2006,27(4):720-723.
[3] LI Wen,ZHANG Deyuan.High frequency ultrasonic elliptical vibration turning studty for weak rigidity precision workpiece[J].Key Engineering Materials,2011,467-469:236-240.
Experiment Study on the Ultrasonic Vibration Turning of Thin-wall Plate Parts
Wang Chong1,Sui He1,Zhang Xiangyu1,Chen Huawei1,Wu Ruibiao2,Zhang Deyuan1
(1.School of Mechanical Engineering and Automation,Beijing University of Aeronautics and Astronautics,Beijing 100191,China;2.AVIC Harbin Dongan Engine(Group)Corporation Ltd.,Harbin 150060,China)
Thin-wall plates are the typical weak stiffness lightweight parts which have the thin wall (only 0.3 mm in most thin)and large surface area result in the weakstiffness.During the cutting process,the surface deformation caused by the cutting force is the core problem.Therefore,it′s hard to obtain high accuracy and quality through the traditional machining methods.The ultrasonic vibration turning method to machine the weak stiffness thin-wall plates was proposed.On the self-built up experiment platform,ultrasonic vibration turning and ordinary turning experiments on the thin-wall plates were carried out.The results showed that ultrasonic vibration turning can effectively decrease the cutting force and cutting deformation as well as enhance the machining quality significantly compared with the ordinary turning,meanwhile,ultrasonic vibration cutting has the chip breaking characteristic. The ultrasonic vibration turning is an effective method on the thin-wall plate parts maching.
ultrasonic vibration turning;thin-wall plate;surface roughness;cutting deformation
TG663
A
1009-279X(2016)03-0033-03
2016-01-13
黑龙江省应用技术研究与开发计划项目(GA12A402)
王翀,男,1990年生,硕士研究生。
