水下采油树出油管线的工艺改进及验证
2016-08-01郝伟修张鹏举汪伟俊
蒲 定, 郝伟修, 张鹏举, 汪伟俊
(1.中海石油深海开发有限公司, 广东 珠海 519000; 2.美钻能源科技(上海)有限公司, 上海 200941)
水下采油树出油管线的工艺改进及验证
蒲定1, 郝伟修1, 张鹏举2, 汪伟俊2
(1.中海石油深海开发有限公司, 广东 珠海 519000; 2.美钻能源科技(上海)有限公司, 上海 200941)
摘要:水下采油树出油管线是油气从采油树本体输出到生产管汇的桥梁,其加工工艺直接影响油气生产的安全性和作业区海洋环境。该文选取X60材料的水下采油树出油管线进行加工工艺改进,实现一次冷弯成型,并通过验证和对比,证明了改进后的工艺能够有效地提升采油树出油管线的质量要求和安全性能。
关键词:水下采油树;工艺改进;冷弯成型
0引言
水下采油树(Subsea Christmas tree)是海洋石油开采中的核心关键设备,主要用于控制和调节油井生产、保证作业安全、录取油套压力资料、测试及清蜡等生产管理,其主要由油管挂、树本体、阀门、三通/四通、出油管线组成。水下采油树设备上的出油管线分为生产管线、环空管线、跨接管线三种。生产管线为主要的原油输送通道,环空管线为备用的原油通道,跨接管线为原油泄放通道。不同的制作工艺,对于水下采油树出油管线的安全性、可靠性及使用寿命有不同的影响。该文选取X60材料的水下采油树出油管线进行加工工艺改进研究,研发了一种全新的一次有芯冷弯成型工艺,经过实验验证和对比,有效地提高了管线的安全性能。
1水下采油树X60管线选材性能标准
X60是管线钢的一种,其中X在API标准中代表管线钢,60是强度级别,其单位是kpsi,X60表示最小屈服强度为60 kpsi的管线钢。该文选取的X60管线的材料等级为PSL2,水下采油树出油管线如图1所示。

图1 水下采油树出油管线
1.1X60管线执行标准及规格
执行标准:API SPEC 5L;
制作工艺标准:ASTM B 31.3;
规格:外径4-1/2′,8.6 mm≤壁厚≤10.5 mm;
主要用途:用于石油、天然气工业中的气、水、油输送。
1.2X60管线材料性能要求
(1) 化学性能
表1、表2中详细列举了X60钢管PSL1、PSL2等级时无缝钢管和焊接钢管的化学元素含量。

表1 X60 PSL1钢管化学成分(重量百分比)要求

表2 X60 PSL2钢管化学成分(重量百分比)要求
(2) 力学性能
表3、表4分别表示X60钢管PSL1、PSL2等级时的力学性能要求。

表3 X60 PSL1拉伸要求

表4 X60 PSL2拉伸要求
2水下采油树X60管线制作工艺改进
2.1X60管线弯制制作工艺性能要求
(1) 壁厚减薄量要求
表5为API 5L标准中对壁厚偏差值的要求。
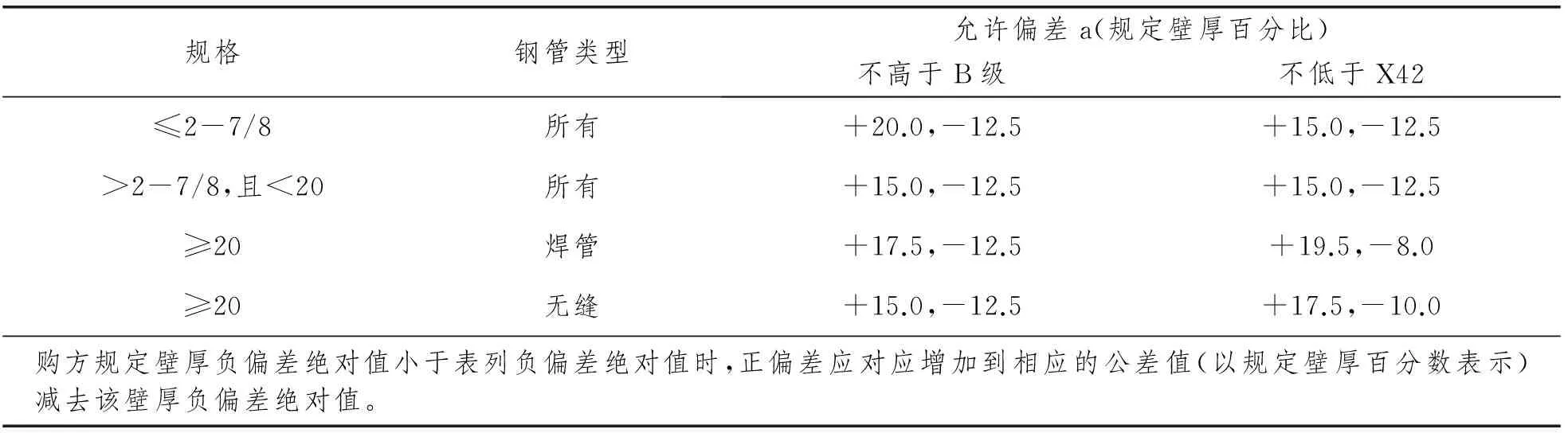
表5 壁厚允许偏差(API 5L)
(2) 弯曲压扁度
弯曲的压扁度用截面最大直径和最小直径之差来度量。对内压管而言,不应超过管子公称外径的8%,对外压管不超过3%,且不应将管子金属去除掉来达到此要求。
2.2常规“热弯+组焊接成型”制作工艺优缺点
水下采油树常规使用的管线多是按图纸规格及相关标准要求,将多弯的管线,对弯制部分采用热弯技术成型后进行分组焊接成型,如图2所示。
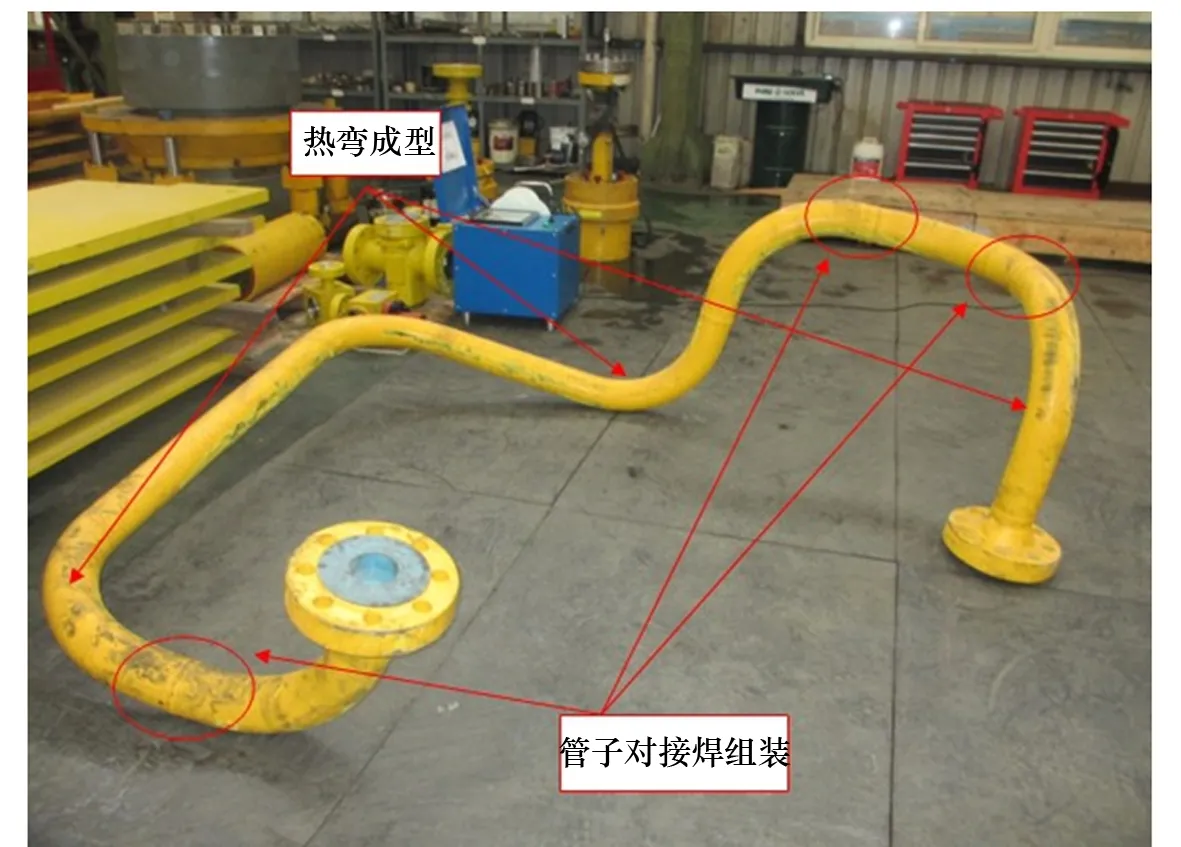
图2 “热弯+组焊接成型”制作工艺制作的弯管
优点:制作比较简便,易加工,易成型。
缺点:(1) 耗时长,需要配备专业的焊工及有效的焊接工艺评定,焊接后需专业探伤人员进行RT探伤检测,易存在因焊接造成的内部缺陷弯,且管内壁焊缝不容易处理,会产生台阶现象,在原油内壁流动时易形成定点腐蚀,从而造成介质泄露隐患;(2) 因为热弯,对X60管的机械性能会有影响,且弯制成型后管线椭圆度与减薄量相关标准要求都在上限公差范围左右,容易超标。
2.3改进的“一体有芯冷弯成型”制作工艺
在保证工艺性能的前提下,改进了一种“一体有芯冷弯成型制作工艺”,具体改进方法如下:
(1) 弯制前修磨去除内外表面的拉伤及撞痕;
(2) 遵照相关标准要求制作的Φ114R=350专用模具;
(3) 弯制速度为100 mm/min或根据实际情况调节;
(4) 弯制外径由模具控制,内径弯制由模具设计和加工精度控制;
(5) 依照弯曲母管的屈服和抗拉强度计算回弹量,确定模具的弯曲半径;
(6) 由数控编码器进行角度控制,所需弯曲角度加5°回弹余量;
(7) 在大平台上放样检测弯曲角度,弯制前每30 cm测量管材壁厚,将较厚的一侧作为弯管外弧。
其优点为:(1) 一体有芯冷弯成型减少了因焊接可能造成的泄漏因素,且有芯冷弯后的管线椭圆度与减薄量相关标准要求比热弯后的相关数据都有了明显提高,完全符合API 5L与ASTM B 31.3规范的要求;(2) 避免了因热弯造成的机械性能损失。
其缺点为:对弯制工艺要求比较严格,对操作人员及设备有较高的要求。
一体有芯冷弯成型工艺制作的弯管如图3所示。

图3 一体有芯冷弯成型工艺制作的弯管
3改进的管线制作工艺性能验证
通过性能实验和无损检验对改进的“一体有芯冷弯成型”弯管制作工艺进行了验证,并和常规的“热弯+组焊接成型”制作工艺进行对比。
3.1水下采油树X60弯管性能实验要求
类型:静水压;
介质:水;
温度:常温;
试验设备:必须保证有校期内;
额定工作压力:2 250 psi;
试验静水压:3 400 psi。
表6中详细描述了对X60钢管做静水压试验的要求。

表6 保压时间
要求:保压期间无可见渗漏。如使用压力监控仪表或图形记录仪进行试验证明,图形记录显示的压降速率不宜超过试验压力的3%,最终压力不应低于保压期结束之前的试验压力,初始试验压力不应高出规定试验压力的5%。
3.2水下采油树X60弯管无损检验要求
表7中详细描述了API 5L对X60钢管的NDT要求

表7 管体无损检验方法-无缝钢管
表7中:EMI为电磁检验;UT为超声检验;MT为磁粉检验;A为采用一种方法或方法组合;AI为若在订购单上规定无损检验,则采用一种方法或方法组合。
3.3改进的工艺性能验证对比
将改进的“一体有芯冷弯成型”和常规的“热弯+组焊接成型”两种水下采油树出油管线弯制工艺进行了验证对比,见表8。由表8可以看出,改进的“一体有芯冷弯成型”工艺制作的管线椭圆度与减薄量等标准指标,比热弯后的相关数据都有了明显提高,完全符合API 5L与ASTM B 31.3规范的要求。
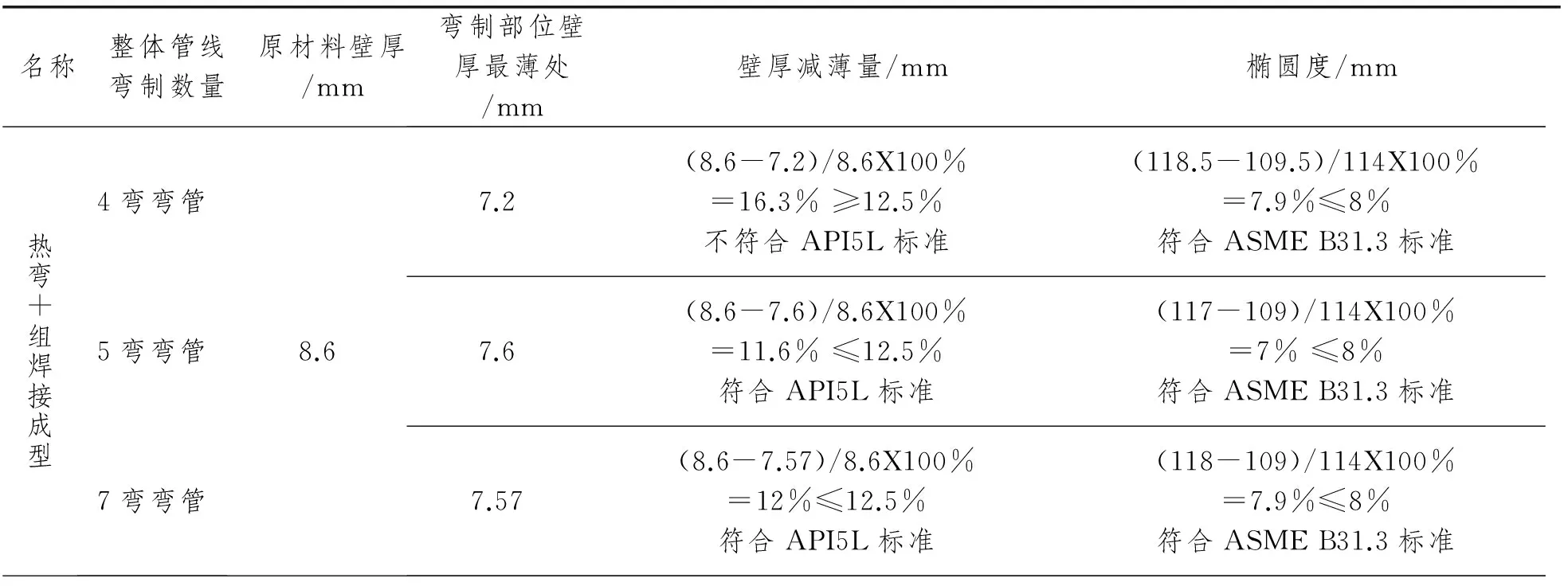
表8 改进的工艺与常规工艺对比
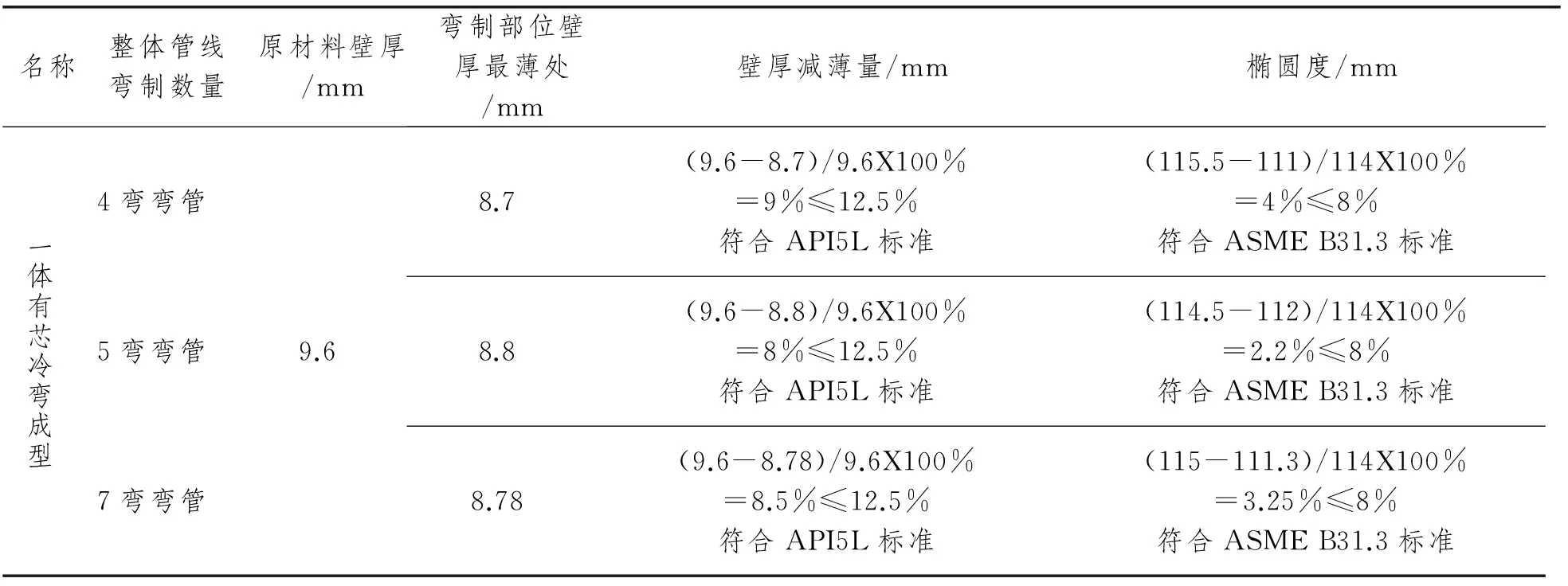
续表8 改进的工艺与常规工艺对比
3.4改进的工艺成本对比
表9中记录了热弯组焊接成型管与一体有芯冷弯成型管生产工艺价格的对比。
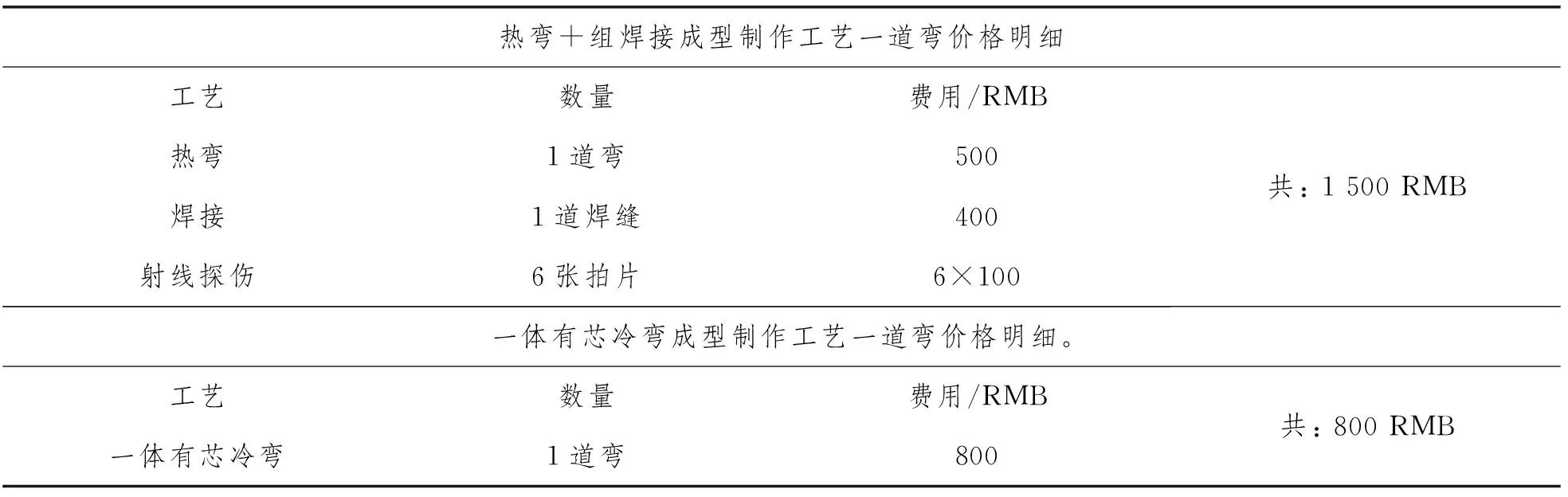
表9 改进的工艺成本对比
经对比发现,常规的“热弯+组焊成型工艺”的工序繁琐,焊接质量不稳定,存在一定的反工现象,加工周期长,成本较高相对也较高。而改进的“一体有芯冷弯成型”周期较短,弯制质量稳定,成本较低。
4结论
该文选取X60材料的水下采油树出油管线进行加工工艺改进研究,设计了一种全新的一次有芯冷弯成型工艺,并通过实验验证和对比,证明改进后的工艺能够有效的提升采油树出油管线的质量要求和安全性能,对于有更高品质要求的海洋石油设备可以更加有效地保障品质安全,同时也可降低企业的制造成本与制造周期,实现制造加工企业与设备使用方双赢的局面。该工艺目前已广泛推广运用于多项国产水下设备项目中。
参考文献
[1]童华.长输管线大变形设计理论研究[D].成都:西南石油学院,2005.
[2]余建星,俞永清,李红涛,等.海底管跨涡激振动疲劳可靠性研究[J].船舶力学,2005,9(2):109-114.
[3]余建星,罗延生,方华灿.海底管线管跨段涡激振动响应的实验研究[J].地震工程与工程振动,2001,21(4):93-97.
[4] 杨晓华,姚卫星,段成美.确定性疲劳累积损伤理论进展[J].中国工程科学,2003,4(4):81-87.
[5]郭海燕,傅强,娄敏.海洋输液立管涡激振动响应及其疲劳寿命研究[J].工程力学,2005,22(4):220-224.
收稿日期:2015-12-10
作者简介:蒲定(1982-),男,工程师。
文章编号:1001-4500(2016)03-0095-06
中图分类号:P75
文献标识码:A
Process Improvement and Verification of Flowlines for Subsea Christmas Tree
PU Ding1, HAO Wei-Xiu1, ZHANG Peng-Ju2, WANG Wei-Jun2
(1.China National Offshore Oil Corporation, Guangdong Zhuhai 519000, China;2. Meizuan Energy Technology (Shanghai) Co., Ltd, Shanghai 200941,China)
Abstract:The flowlines of the subsea Christmas tree is the bridge for oil&gas from the Christmas tree body to the manifold,the processing technology of which directly affects the safety of oil&gas production and the marine environment in the operating area. This article introduces the process improvement of flowlines(select X60 as material)of the subsea Christmas tree,achieving a cold roll forming and proves that the improved processing can effectively enhance the quality requirements and safety performance of the flowlines by verification and comparison.
Keywords:subsea Christmas tree; process improvement; cold roll forming