PA6/PP/PP-g-MAH复合材料非等温结晶性能及可发泡性能研究
2016-07-22何孟文杨敏芬冯新星陈建勇
何孟文,杨敏芬,周 岚,冯新星,陈建勇
(1. 浙江理工大学,a. 先进纺织材料与制备技术教育部重点实验室;b. 生态染整技术教育部工程研究中心,杭州 310018;2. 中国人民解放军总后勤部军需装备研究所,北京 100082)
PA6/PP/PP-g-MAH复合材料非等温结晶性能及可发泡性能研究
何孟文1a,杨敏芬1a,周岚1b,冯新星1,2,陈建勇1a
(1. 浙江理工大学,a. 先进纺织材料与制备技术教育部重点实验室;b. 生态染整技术教育部工程研究中心,杭州 310018;2. 中国人民解放军总后勤部军需装备研究所,北京 100082)
摘要:通过双螺杆挤出机制备出PA6/PP/PP-g-MAH(聚酰胺6/聚丙烯/马来酸酐接枝聚丙烯)复合材料,并以PA6/PP/PP-g-MAH为原料,使用化学发泡剂在双螺杆挤出机上制得PA6/PP/PP-g-MAH发泡材料。利用差示扫描量热仪(DSC)和热场发射扫描电镜(FESEM)研究了PP-g-MAH对PA6/PP/PP-g-MAH中PA6相非等温结晶性能和可发泡性能的影响。研究结果表明:PP-g-MAH的加入对PA6相的熔融行为并没有显著的影响,但却使其结晶温度略有下降;PP-g-MAH的加入并没有改变PA6相晶体的成核方式及生长机理,但能使晶体生长速率有不同程度的下降,PA6相的非等温结晶动力学始终符合Jeziorny和莫志深模型;PA6/PP/PP-g-MAH发泡材料的发泡倍率和泡孔直径随着PP-g-MAH含量的增加而逐渐减小,但其泡孔密度随着PP-g-MAH含量的增加先增加后降低;在实验范围内,当PP-g-MAH含量为5 phr时,PA6/PP/PP-g-MAH的可发泡性能最好。
关键词:PA6/PP共混;非等温结晶;挤出发泡;可发泡性能
0引言
与纯聚合物相比,聚合物发泡材料不仅具有高比强度、高疲劳寿命、低介电常数、隔热、隔音及尺寸稳定性好等优点,还可以降低材料密度,节省原料,降低生产成本。因此,发泡材料在众多领域都得到了广泛应用[1]。尼龙作为重要的工程塑料,近来在发泡领域受到了很大的关注[2-4]。挤出发泡往往伴随着聚合物的非等温结晶的过程,因此,聚合物的非等温结晶性能无疑会对聚合物的可发泡性能产生重大的影响。PP价格便宜且化学性能稳定,为了进一步降低生产成本,以及改善半晶型聚合物PA6的可发泡性能,可以将PP添加到PA6中,制备PA6/PP复合材料。但是PA6和PP不能互溶,因此可以将PP-g-MAH作为相容剂以增加PA6和PP的相容性。
关于尼龙6非等温结晶性能和PA6/PP非等温结晶性能方面已有研究[5-9],但其关注的是PP相结晶性能的变化,而关于PP-g-MAH对PA6相非等温结晶性能的研究少有报道。PP-g-MAH中的酸酐基团能与PA6的端氨基发生反应,形成PP-g-PA6[9],影响PA6大分子的运动,进而对其非等温性能产生重大影响。此外,PA6的结晶温度高于PP的结晶温度,在挤出时PA6优先结晶并对泡孔的成核及长大的影响较大。本文以PP-g-MAH作为相容剂,将PP添加到PA6中,自制出PA6∶PP为70∶30的复合材料,研究PP-g-MAH对PA6/PP中PA6相的非等温结晶性能的影响及其对PA6/PP/PP-g-MAH的发泡倍率、泡孔直径和泡孔密度的影响规律。
1实验
1.1实验原料
尼龙6(BL2340-H,中国石油化工股份有限公司巴陵分公司);PP(EPT30R, 茂名石化实华股份有限公司);对甲苯磺酰氨基脲(TSSC,溧阳市恒阳化工产品经营部);滑石粉(1250目,常州市乐环商贸有限公司);氧化锌、硬脂酸锌、过氧化二异丙苯(DCP),化学纯,均由杭州高精化工有限公司提供;PP-g-MAH(东莞市樟木头易贸塑胶原料经营部)。
1.2主要仪器设备
TSE-30A/400-11-40同向双螺杆挤出机(南京瑞亚挤出机械制造有限公司,可设置11段温度);Ultra- 55 热场发射扫描电子显微镜(FESEM, 德国Carl Zeiss);差示扫描量热仪(DSC,瑞士Mettler Toledo公司)。
1.3PA6/PP复合材料制备
将不同比列的PA6、PP、PP-g-MAH高速搅拌混合后,用双螺杆挤出机反应挤出,螺杆转速为150 rpm,冷却切粒后制得PA6/PP/PP-g-MAH复合材料。
1.4PA6/PP/PP-g-MAH挤出发泡
将3份复配TSSC发泡剂(实验室自配)、8份滑石粉、0.3份DCP及100份的PA6/PP/PP-g-MAH充分混合后,从挤出机挤出发泡。螺杆转速为100 rpm。
1.5结构表征与性能测试
1.5.1熔融及非等温结晶性能
采用DSC测试PA6/PP/PP-g-MAH的熔融及非等温结晶性能,测试条件为:先以20 ℃/min的升温速度由25 ℃升温至250 ℃,保温5 min以消除热历史,然后分别以5、10、20和40 ℃/min的降温速率降温至50 ℃,再以20 ℃/min的升温速率升温至240 ℃,记录所有的DSC曲线。
1.5.2泡孔形态测量
将发泡后的样条在液氮中充分冷冻后淬断,镀金后采用SEM采集每个样品的截面形貌,利用Image-Pro图形分析软件测量每个泡孔的直径,并计算其平均直径,通过式(1)计算每个样品的泡孔密度[10]:
(1)其中:N表示泡孔密度,个/cm3;n表示由SEM扫描照片统计的泡孔个数;M表示SEM放大倍数;A表示SEM图片测试面积;ρf和ρu分别表示发泡试样及未发泡试样的密度,按照ASTM D792 00标准测量。
1.5.3发泡倍率测量
按照ASTM D792 00标准分别测量出发泡试样及未发泡试样的密度ρf和ρu,然后按照式(2)计算其发泡倍率Φ[11]:
(2)
2结果与讨论
2.1PP-g-MAH对PA6/PP熔融及结晶曲线的影响
图1为PA6/PP含量为70/30时,随PP-g-MAH用量的增加,PA6/PP/PP-g-MAH复合材料中PA6相的熔融及结晶曲线。由图1可知,PP-g-MAH对PA6相的熔点没有多大程度的影响,但随着PP-g-MAH的增加,PA6相的结晶温度略有降低,这和文献[12-13]报道的结果也相类似;此外,由图1还可以看出,复合材料的熔融焓和结晶焓随着PP-g-MAH含量的增加,呈先增加后降低的趋势,在PP-g-MAH的含量为5 phr(以PA6/PP为100份的配方表示法,下同)时达到最大。这是因为PP-g-MAH的端基酸酐基团能够和PA6端基氨基发生化学反应,形成PP-g-PA6接枝共聚物[9,14],当PP-g-MAH含量较低时,反应进行得不充分,PP-g-MAH只是作为增塑剂,有利于PA6大分子的运动进而形成规整的晶核,提高结晶度;随着PP-g-MAH含量增加,PP-g-MAH和PA6端氨基的反应增加,形成的PP-g-PA6增多,使大分子链的运动受到阻碍,导致结晶度下降[15]。
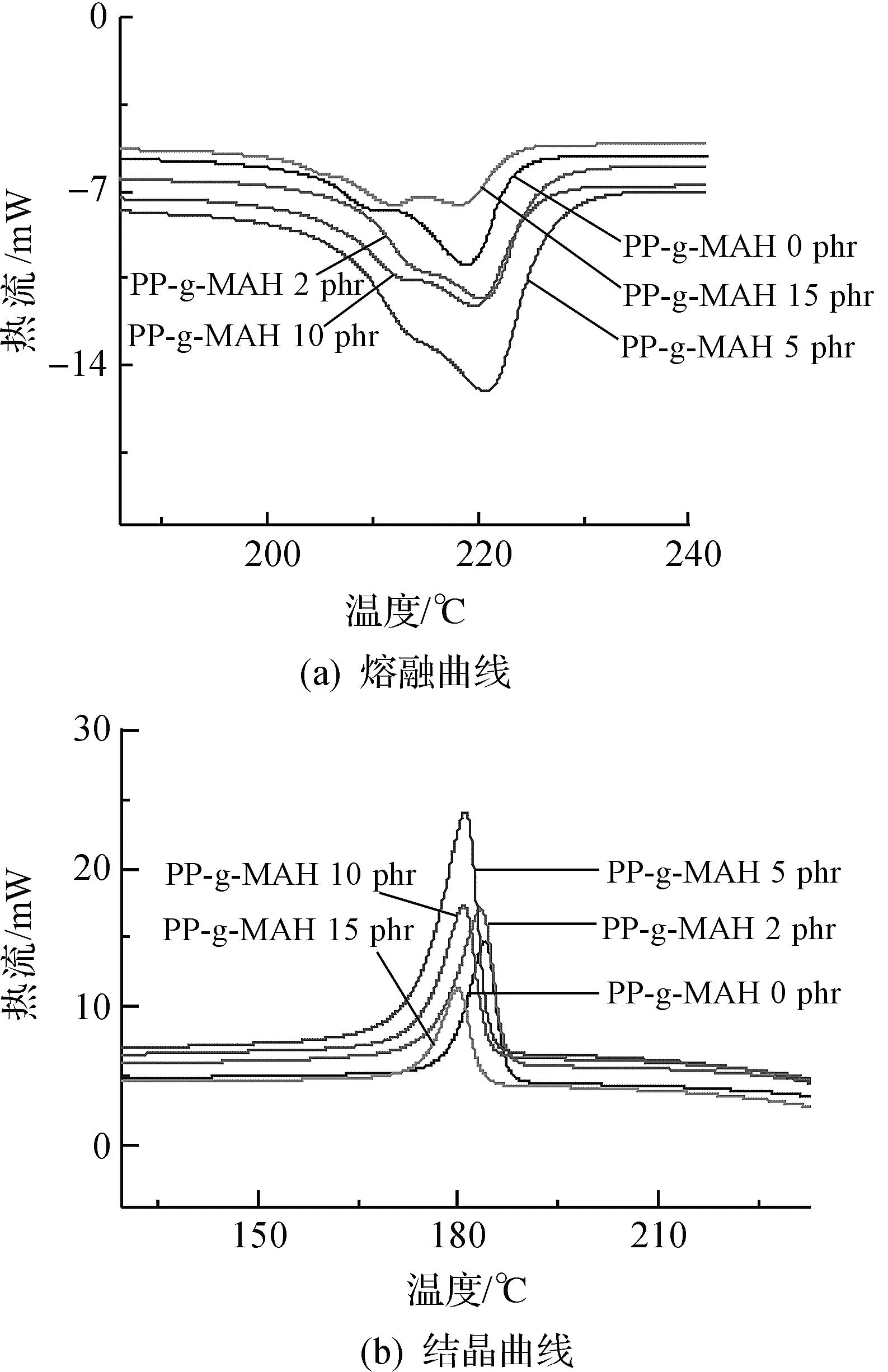
图1 PP-g-MAH含量对PA6相的熔融及结晶性能的影响
2.2PA6/PP/PP-g-MAH非等温结晶动力学模型
2.2.1Jeziorny模型
在相对结晶度随着结晶时间的延长而增加的前提下,Avrami[16]提出等温结晶时的模型如下:
lg[-ln(1-Xt)]=nlgt+lgK
(3)
其中:t表示结晶时间;Xt表示t时刻的相对结晶程度;n表示Avrami指数(与结晶机理有关);K表示结晶速率常数。
在非等温结晶时,Jeziorny[17]考虑到结晶速率的影响,对式(3)进行修饰如下:
lg[-ln(1-Xt)]=nlgt+lgK
(4)
(5)
式中φ为降温速率。
若聚合物的结晶动力学符合Jeziorny模型,则以lg[-ln(1-Xt)]对lgt作图将会得到一条直线,且直线的斜率便为Avrami指数n,直线的截距便为结晶速率常数的对数lgKc。
由图2可以看出,Jeziorny曲线起始部分还是比较符合线性关系的,但是在曲线的后部分,出现了波动,和文献[18]类似。这可能是因为Jeziorny模型和Avrami模型一样,没有考虑到结晶后期的二次结晶的影响。
文献[7,18-19]中尼龙6的n值差异较大,这可能是因为不同文献对n值的拟合区间不同,本文考虑到二次结晶的影响,选择相对结晶度在0%~75 %范围内的点进行拟合,取其直线的斜率和截距分别作为n和lgKc的值,结果发现:当PP-g-MAH的含量为0时,PA6/PP的avrami指数n值在2.72~3.81范围内;当添加PP-g-MAH后,n值的变化并不大,在2.68~3.28范围内。这说明PP-g-MAH的加入并没有改变PA6大分子的结晶机理。此外,lgKc的值也随PP-g-MAH的加入稍有降低,这说明PP-g-MAH的加入降低了PA6大分子的结晶速率。

图2 不同 PP-g-MAH含量时 的Jeziorny曲线
2.2.2莫志深模型
Avrami模型考虑的是相对结晶度和结晶时间之间的关系,Ozawa模型考虑的是相对结晶度和降温速率之间的关系。而实际的结晶过程中,相对结晶度不仅受结晶时间的影响,还与结晶温度密切相关,据此,莫志深联合Avrami和Ozawa模型提出一个新的模型如下[20]:
(6)
(7)
若聚合物的非等温结晶动力学符合莫志深模型,在某一相对结晶度下,以lgφ对lgt作图将会得到一条直线,从直线便可得到截距lgF(T)和斜率-a。其中F(T)为在单位时间内达到某一相对结晶度时所必须的降温速率。
图3为不同PP-g-MAH含量时的莫志深曲线.由图3可见,在相对结晶度20%~80%的范围内,lnφ对lnt均较符合线性关系,说明PA6/PP/PP-g-MAH的非等温结晶较符合莫志深模型。对图3中各曲线拟合后发现,在相同条件时,a值均较为接近,说明PP-g-MAH的加入并没有改变PA6大分子的结晶机理;而F(T)的值,却随着PP-g-MAH的加入而略有增加,说明PP-g-MAH的加入虽然没有改变PA6晶体的生长方式,但却降低了晶体的生长速率。这和Jeziorny模型得到的结论也是相一致的。
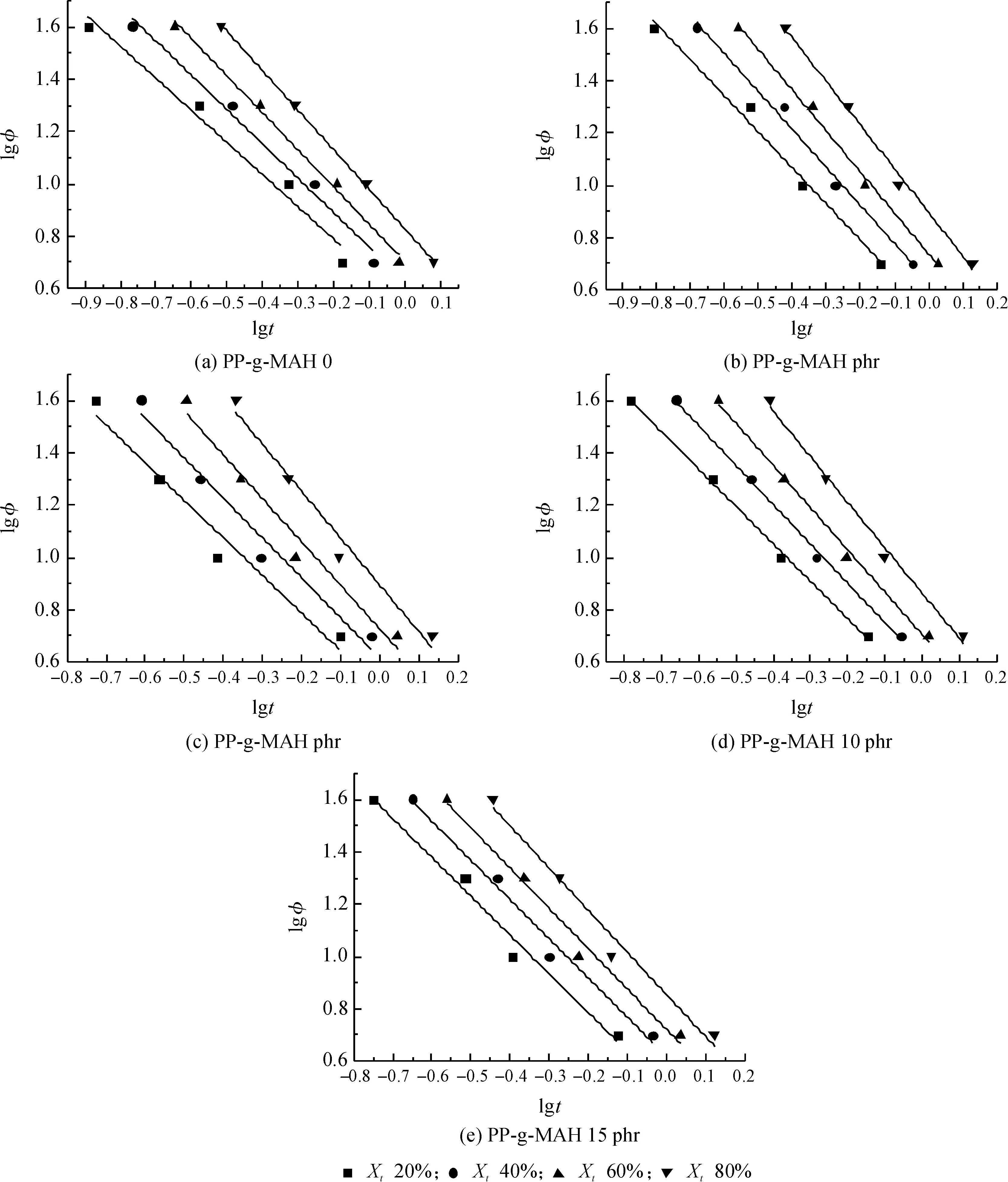
图3 不同 PP-g-MAH含量时的莫志深曲线
虽然PA6/PP/PP-g-MAH的非等温结晶动力学较符合Jeziorny和莫志深模型,但从实验结果看,无论是否添加PP-g-MAH,PA6/PP的非等温结晶动力学均不符合Ozawa模型[21],这可能是因为Ozawa模型忽略了次级结晶的影响[22]。
2.3PA6/PP可发泡性能研究
图4为PA6/PP/PP-g-MAH复合发泡材料发泡倍率、泡孔直径及泡孔密度随PP-g-MAH含量的变化曲线图。由图4可以看出,随着PP-g-MAH含量的增加,发泡倍率以近似指数函数下降,泡孔直径也接近线性下降,而泡孔密度却随着PP-g-MAH含量的增加先增大后减小。如前所述,低含量的PP-g-MAH可以作为增塑剂,不仅有利于大分子的运动,还有利于发泡剂分解释放出来的气体在熔体中的扩散,从而有利于形成小而多的泡孔,这点从下文的图5也可以得到印证;但是,随着PP-g-MAH含量的增加,PP-g-MAH和PA6端氨基的反应增多,更多的PA6大分子接枝上PP-g-MAH,形成更多的PA6-g-PP,不仅使大分子的运动受到限制,而且使熔体的粘度大幅增加[23],致使气体在熔体中扩散困难,形成的泡孔也难以长大。因此,随着PP-g-MAH含量的增加,不仅泡孔密度下降,泡孔直径也跟着继续下降。
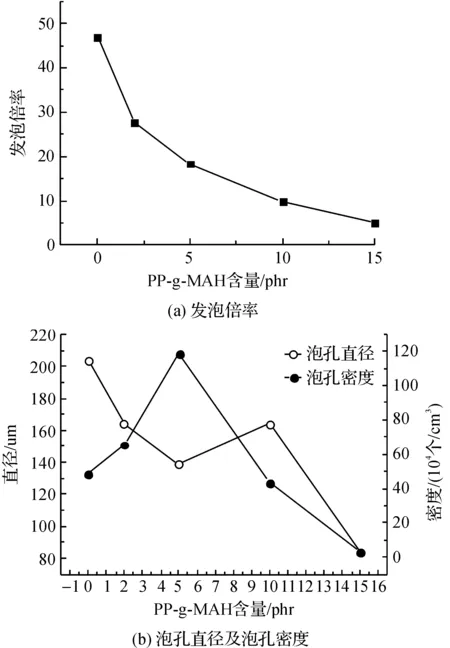
图4 发泡倍率、泡孔直径及泡孔密度随PP-g-MAH含量的变化曲线
此外,发泡倍率、泡孔直径和泡孔密度随PP-g-MAH的变化还跟PA6和PP的相容性有很大的关系。由于PA6和PP不能互溶,当PP-g-MAH含量低时,难以改善PA6和PP的相容性,PA6和PP之间会存在明显的界面,发泡剂分解释放出来的气体容易凝聚在PA6和PP的界面,且在界面处为异相成核所需的临界能垒降低,因此,在界面处有利于泡孔的优先成核;熔体中尚未成核的气体便更容易集聚在已成核的泡体中,而此时熔体的粘度尚小,不足以裹缚住过多的气体,便容易形成少而大的泡孔,甚至产生泡孔的合并,如图5(a)、(b)所示。 当PP-g-MAH含量较高时,PP-g-PA6的形成降低了PA6和PP之间的界面张力,改善了不相容的状态,PA6和PP在界面处甚至发生了粘结,熔体的粘度增大,熔体强力上升,使得泡孔难以长大,发泡困难,如图5(e)所示。由此可知,要想使PA6/PP/PP-g-MAH具有较好的可发泡性能,应找到合适的PP-g-MAH含量值,使其既有利于PA6和PP大分子之间相互扩散而有利于气体的扩散,又有足够的界面发生异相成核,而且熔体的粘度还适当,这样不仅有利于泡体的成核,而且还有利于成核后泡孔尺寸的稳定。结合图4、图5可知,当PP-g-MAH的含量为5 phr时,形成的泡孔直径较小且泡孔密度较大,如图5(c)所示,此时的PA6/PP/PP-g-MAH的可发泡性能最好。

图5 不同PP-g-MAH含量的发泡材料的扫描电镜照片
3结论
a)PP-g-MAH对PA6相的熔融行为无明显影响,但使其结晶温度有所下降。
b)PP-g-MAH酸酐基团和PA6端氨基发生化学反应形成PP-g-PA6,阻碍了大分子的运动,降低PA6相的结晶速率,但并不影响其结晶机理;PP-g-MAH加入后,PA6相的非结晶动力学仍满足Jeziorny和莫志深模型,但不符合Ozawa模型。
c)PA6/PP/PP-g-MAH的发泡倍率和泡孔直径随PP-g-MAH含量的增加而降低,泡孔密度随PP-g-MAH含量的增加先上升后下降;当PP-g-MAH的含量为5 phr时,PA6/PP/PP-g-MAH的可发泡性能最好。
参考文献:
[1] BABAEI I, MADANIPOUR M, FARSI M, et al. Physical and mechanical properties of foamed HDPE/wheat straw flour/nanoclay hybrid composite[J]. Composites: Part B,2014,56:163-170.
[2] 夏华欣.PP/PA6/OMMT纳米复合材料的制备及其发泡性能的研究[D].广州:华南理工大学,2010:18-19.
[3] HWANG S S, LIU S P, HSU P P, et al. Effect of organoclay and preparation methods on the mechanical/thermal propertiesof microcellular injection molded polyamide 6-clay nanocomposites[J]. International Communications in Heat and Mass Transfer,2011,38(9):1219-1225.
[4] 王承刚,吴炅,佘进娟,等.超临界N2微孔发泡PA6的制备及性能研究[J].工程塑料应用,2015,43(2):64-66.
[5] 徐军,陈曦,钱震宇,等.剪切历史对尼龙熔体结晶行为的影响[J].高分子学报,2006(3):484-488.
[6] 解廷秀,杨桂生.尼龙1212/尼龙6共混体系的非等温结晶行为[J].高分子学报,2005(2):227-230.
[7] LIU Y, YANG G S. Non-isothermal crystallization kinetics of polyamide-6/graphite oxide Nanocomposites[J]. Thermochimica Acta,2010,500(1):13-20.
[8] 蒙日亮,伍玉娇,何辉,等.PP/PA6/OMMT纳米复合材料的非等温结晶动力学[J].高分子材料科学与工程,2011,27(3):92-100.
[9] LIN Z D, GUAN Z X, XU B F, et al. Crystallization and melting behavior of polypropylene in β-PP/polyamide 6 blends containing PP-g-MA[J]. Journal of Industrial and Engineering Chemistry,2013,19(2):692-697.
[10] SHENGg S J, HU X, WANG F, et al. Mechanical and thermal property characterization of poly-L-Lactide (PLLA) scaffold developed using pressure-controllable green foaming technology[J]. Materials Science and Engineering C,2015,49:612-622.
[11] JULIEN J M, QUANTIN J C, BÉNÉZET J C, et al. Chemical foaming extrusion of poly(lactic acid) with chainextenders: Physical and morphological characterizations[J]. European Polymer Journal,2015,67:40-49.
[12] OHLSSON B, HASSANDER H, TÖRNELL B. Improved compatibility between polyamide and polypropylene by the use of maleic anhydride grafted SEBS[J].Polymer,1998,39(26):6705-6714.
[13] 杨风霞,杜荣昵,李博,等.POE-g-PMAH反应性增容PA1010/PP共混物的性能研究[J].高分子学报,2010(3):366-371.
[14] SHI D, CHEN C, LI R K Y. Preparation of PP-g-PA6 copolymers through reactive blending[J]. Journal of Materials Science,2007,42(22):9495-9497.
[15] 蔡宏强,陈晓婷,刘海军,等.PA6/HBPA共混物的非等温结晶动力学研究[J].塑料科技,2014,42(10):46-50.
[16] AVRAMI M. Kinetics of Phase Change. I General Theory[J]. The Journal of Chemical Physics,1939,7:1103.
[17] JEZIORNY A. Parameters characterizing the kinetics of the non-isothermal crystallization of poly(ethylene terephthalate) determined by d.s.c.[J]. Polymer,1978,19(78):1142-1144.
[18] WENG W G, CHEN G H, WU D J. Crystallization kinetics and melting behaviors of nylon 6/foliated graphite nanocomposites[J]. Polymer, 2003,44(26):8119-8132.
[19] SHI J S, YANG X J, WANG X, et al. Non-isothermal crystallization kinetics of nylon 6/attapulgite nanocomposites[J]. Polymer Testing,2010,29:596-602.
[20] 莫志深.一种研究聚合物非等温结晶动力学的方法[J].高分子学报,2008(7):656-661.
[21] OZAWA T. Kinetics of non-isothermal crystallization[J]. Polymer,1971,12(3):150-158.
[22] 王玮,党国栋,贾赫,等.一种典型半结晶型聚酰亚胺的非等温结晶动力学[J].高分子学报,2011(11):1273-1277.
[23] 蒋智强.尼龙6/聚丙烯共混物相容性的研究[D].成都:四川大学,2007:31-32.
(责任编辑: 张祖尧)
Non-isothermal Crystallization Property and Foaming Property of PA6/PP/PP-g-MAH Composites
HEMengwen1a,YANGMinfen1a,ZHOULan1b,FENGXinxing1, 2,CHENJianyong1a
(1a. Key Laboratory of Advanced Textile Materials and Manufacturing Technology, Ministry of Education; 1b. Engineering Research Center for Eco-Dyeing and Finishing of Textiles, Ministry of Education, Zhejiang Sci-Tech University, Hangzhou 310018, China; 2.The Quartermaster Research Institute of the General Logistics Department of the PLA, Beijing 100082, China )
Abstract:PA6/PP/PP-g-MAH (Polyamide 6/Polypropylene/Maleic Anhydride Grafted Polypropylene) composites were prepared by a twin-screw extruder and then PA6/PP/PP-g-MAH foaming material was prepared with chemical foaming agent in the twin-screw extruder. DSC (differential scanning calorimetry) and FESEM (field emission scanning electron microscopy) were applied to study the influence of PP-g-MAH on non-isothermal crystallization property and foaming property of PA6 in PA6/PP/PP-g-MAH. The results show that, the addition of PP-g-MAH has no significant influence on fusion behavior of PA6 phase, but it decreases the crystallization temperature of PA6 phase. The addition of PP-g-MAH doesn’t change the nucleation and growth mechanism of PA6 phase crystal, but declines growth rate of the crystal by different degrees. Non-isothermal crystallization kinetics of PA6 phase always conforms to Jeziorny’s and Mo’s models. foaming ratio and cell diameter of the PA6/PP/PP-g-MAH gradually decrease as the rise in PP-g-MAH content, but its cell density first increases and then decreases as the increase in PP-g-MAH content. In the experimental range, the foaming property of PA6/PP/PP-g-MAH is optimal when PP-g-MAH content is 5 phr.
Key words:PA6/PP mixture; non-isothermal crystallization; extrusion foaming; foaming property
DOI:10.3969/j.issn.1673-3851.2016.07.007
收稿日期:2015-09-17
基金项目:中国人民解放军总后军需一般项目(AX114C002)
作者简介:何孟文(1988- ),男,湖南永州人,硕士研究生,主要从事高聚物化学挤出发泡方面的研究。 通信作者: 冯新星,Email:xinxingfeng@hotmail.com
中图分类号:TQ328
文献标志码:A
文章编号:1673- 3851 (2016) 04- 0521- 07 引用页码: 070201
